TA1冷轧钛箔材拉矫工艺研究
2024-12-04 00:00:00李国善
科技创新与应用 2024年34期


摘 要:该文通过采用23辊张力拉矫机对TA1冷轧钛箔材进行冷拉矫,研究拉矫工艺参数对冷轧钛箔材拉伸性能、显微组织、表面粗糙度和板型等的影响规律。结果表明,设定合理拉矫微变形工艺,纯钛箔材的抗拉强度Rm、屈服强度Rp0.2值和表面硬度HV0.5略有提高,延伸率A50基本无变化,表面粗糙度略有降低,板型得到明显改善,但对显微组织没有影响。
关键词:TA1冷轧钛箔材;拉矫;力学性能;表面粗糙度;板型
中图分类号:TG339 文献标志码:A 文章编号:2095-2945(2024)34-0059-04
Abstract: This article investigates the influence of stretching and straightening process parameters on the tensile properties, microstructure, surface roughness, and plate shape of TA1 cold-rolled titanium foil using the 23 roll tension straightening machine. The results showed that by setting a reasonable stretching and straightening micro deformation process, the tensile strength Rm, yield strength Rp0.2, and surface hardness HV0.5 of pure titanium foil were slightly increased, while the elongation rate A50 remained basically unchanged. The surface roughness was slightly reduced, and the plate shape was significantly improved, but it had no effect on the microstructure.
Keywords: TA1 cold-rolled titanium foil; tension straightening; mZvBMJe4YffZrcCHKHq5IEw==echanical properties; surface roughness; plate shape
钛及钛合金以其优异的耐腐蚀性、高强度和轻质特性,在航空航天、化工、医疗等领域得到了广泛应用[1]。其中,TA1纯钛箔材具有良好的塑性加工性能和焊接性能,因其薄而均匀的特点,在电子、新能源等领域具有广阔的应用前景[2]。然而,在钛箔材的冷轧过程中,由于材料本身的特性和工艺参数的复杂性,往往容易出现板型和尺寸精度问题,严重影响了产品使用性能要求。拉矫工艺作为一种重要的后续处理手段,通过对钛箔材施加一定的拉伸和矫直力,能够有效改善其板型、表面质量和尺寸精度。拉矫工艺的基本原理是利用拉伸力和矫直力的作用,使钛箔材在拉伸过程中产生塑性变形,从而消除冷轧过程中产生的残余应力和表面不平整现象。因此,研究TA1冷轧钛箔材的拉矫工艺,对于提高钛箔材的产品质量、降低生产成本、推动其广泛应用具有重要意义。
1 试验材料及拉矫工艺
本次试验所采用的材料为TA1冷轧钛箔材,规格为0.25 m×500 m×L mm。在20辊650 mm森吉米尔轧机上,经多道次冷轧加工,从0.6 mm厚度钛箔材精轧到0.25 mm,碱洗脱脂后进行在线退火处理,在线退火温度750~780 ℃,速度12~15 m/min。
本次采用的拉矫设备为23辊拉矫机,拉矫张力设定30~50 kN,控制拉伸变形量在0.6%~0.8%,拉矫过程采用的拉矫速度为50~60 m/min。
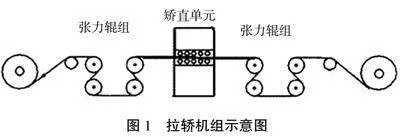
23辊冷拉伸弯曲矫直机如图1所示,通过23辊拉伸弯曲矫直机可以有效地矫直钛箔材的板型,经前后2组S辊使钛箔材承受一定的张力,同时采用小直径工作辊正反交替弯曲带材,拉伸应力与弯曲应力叠加,使带材不等长纵向组织在全厚度上同时塑性延伸拉长,弹性收缩后在全宽度上保持相同长度,从而减小或基本消除导致板型不良的带材应力,从而获得较高的平直度。
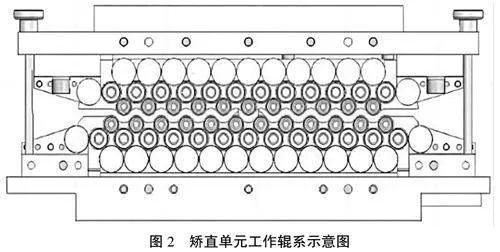
拉轿机上下轿直辊之间的缝隙是可以调节的,如图2所示。可根据被矫钛箔材的材质、厚度、板型等不同选择不同的辊缝,可调节轿直张力T、轿直辊齿合量h、延伸率等参数达到较高的平直度。
2 拉矫对钛箔材板型、表面变化的影响
2.1 拉矫前后钛箔材板型的变化
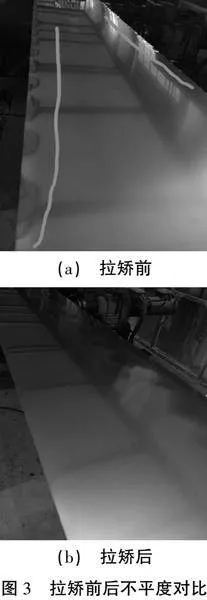
拉矫前后0.25 mm钛箔材的板型前后如图3所示,从图3(a)中可以看出,钛箔经20辊冷轧,碱洗脱脂后,成品在线退火温度750~780 ℃,速度12~15m/min后,钛箔材两边存在明显的单波浪,波浪高度10~15 mm/m。从图3(b)中可以看出,在拉矫设备为23辊拉矫机上进行拉矫,拉矫张力设定30~50 kN,控制拉伸变形量在0.6%~0.8%,拉矫过程采用的拉矫速度为60 m/min。拉矫前0.25 mm钛箔两侧存在较大的边浪,经过拉矫后,边部呈平直状态,边浪消失的板型小于等于2 mm/m。根据拉矫原理,在钛箔拉矫过程中,通过对钛箔材施加一定的拉伸和矫直力,使钛箔材在拉伸过程中产生塑性变形,从而消除冷轧过程中产生的残余应力和板面不平整的现象。所以,经23辊拉矫机上拉矫后,0.25 mm厚度的钛箔材,因轧制过程不均匀变形引起单边浪,再经过退火后,轧制变形引起的内部应变力,得到消除和回复,材料表现出的现象,退火后边浪变得更加明显。通过拉矫,材料二次内部应力达到平衡,即通过塑性变形的拉伸和矫直,材料的板面变得平整,边浪得到改善。
2.2 拉矫前后对钛箔材表面粗糙度的影响
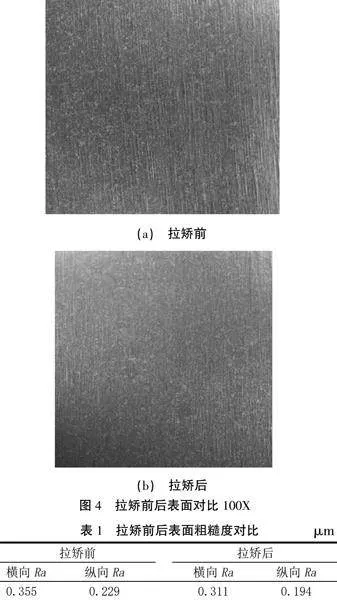
TA1厚度0.25 mm钛箔材在23辊拉矫机拉矫后,在100X金相显微镜进行观察,拉矫前后表面形貌有明显变化。图4所示为厚度0.25 mm钛箔材拉矫前后表面形貌,对比分析,图4(a)中可以看出,放大100X观察拉矫前钛箔材表面有着明显轧制流线条纹,而经23辊拉矫后,相比拉矫前钛材表面明显变得光洁一些,经拉矫轧制纹明显减轻,表面更加平整,拉矫可以使钛箔材表面变得更光洁一致(图4(b))。钛箔材在拉矫机前后张力辊张力的作用,材料同时受到了纵向拉矫力和弯曲应力的作用,使得材料表面产生微小变形,消除轧制变形过程形成轧制表面“微小山峰”形貌,进一步得到了削减和消除,因此,在100X金相显微镜观察后表面变得更加光洁一致。
表1为拉矫前后表面粗糙度测量结果,相比于拉矫前横纵向的表面粗糙度有明显降低,材料通过拉矫机矫直单元有轻微的压下量变形,矫直辊削减了材表面的“微小山峰”,表面粗糙度Ra得到明显改善。对比钛箔材横向粗糙度实测值发现,拉矫前和拉矫后,横向平均Ra值由0.355 μm变为0.311 μm,纵向平均Ra值由0.229 μm变为0.194 μm。从横纵测量的结果可以得出,材料轧制表面横纵粗糙度通过拉矫轻微变形后,表面粗糙度降低,表面质量得到了改善。
2.3 拉矫前后对表面硬度的影响
厚度0.25 mm TA1拉矫前后的表面硬度值测量对比分析见表2,拉矫前材料表面硬度HV0.5值为111、113和115,结果表明材料通过成品退火,在线退火温度750~780 ℃,速度12~15 m/min后,材料发生恢复再结晶,因轧制变形引起的加工硬化效果完全消除,在拉矫前变形呈明显单波浪(波浪高度10~15 mm/m),从图3(a)可以看出。钛箔材的拉矫工艺相当于材料的二次冷轧变形加工硬化过程,通过测量拉矫后材料表面硬度值HV0.5为124、126和128,相比拉矫前材料表面的硬度值略有提高,材料的强度和塑性变化不大(见表2)。
3 拉矫对钛箔材组织及力学性能的影响
3.1 拉矫对钛箔材显微组织的影响
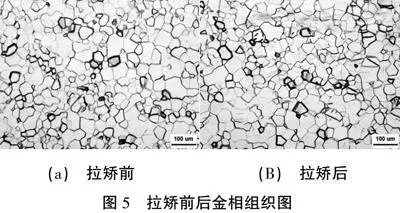
图5为拉矫前后的厚度0.25 mm钛箔材显微组织,钛箔经20辊冷轧,碱洗脱脂后,成品在线退火温度750~780 ℃,速度12~15 m/min热处理后,材料发生再结晶恢复现象,晶粒并发生长大。在100X金相显微组织观察,拉矫前材料成品退火平均晶粒尺寸31.8 μm(图5(a)),在23辊拉矫机上拉矫,拉矫后厚度0.25 mm钛箔材,在100X金相显微组织观察,拉矫后材料成品退火平均晶粒尺寸30.2 μm(图5(b))。对比分析,拉矫前后材料平均晶粒尺寸没有明显的变化,主要是由于材料拉矫变形量较小,拉矫变形按延伸率不超过0.8%的参数设定,材料临界拉矫变形后,材料内部晶粒未达到变形条件,故在0.8%拉矫变形条件下,材料内部组织基本未没有发生变化。
3.2 拉矫对钛箔材拉伸性能的影响
厚度0.25 mm TA1拉矫前后的拉伸性能对比分析见表3,材料通过成品退火,在线退火温度750~780 ℃,速度12~15 m/min后,材料发生恢复再结晶,因轧制变形引起的加工硬化效果完全消除,拉矫前材料测量的横向拉伸强度Rm值为312 MPa,屈服强度Rp0.2值为224 MPa,延伸率A50为36.5%,测量的纵向拉伸强度Rm值300 MPa,屈服强度Rp0.2值为198 MPa,延伸率A50为46%。拉矫后材料横向和纵向的抗拉强度测量结果比较接近,抗拉强度Rm范围为300~312 MPa。纵向屈服强度Rp0.2值比横向的略低,延伸率A50比横向高9.5%。结果表明,在线退火温度750~780 ℃,速度12~15 m/min,成品退火材料发生恢复再结晶,材料成品横、纵拉伸性能基本恢复轧制变形前状态,横纵屈服强度差异,是因钛箔材卷式单向轧制变形,造成晶粒取向的各向异性(图5(a))。在23辊拉矫机上拉矫,拉矫张力设定30~50 kN,控制拉伸变形量在0.6%~0.8%,拉矫过程采用的拉矫速度为50~60 m/min厚度0.25 mm,钛箔材抗拉强度Rm和屈服强度Rp0.2值略有提高,延伸率基本无变化。
4 结论
1)设定合理的拉矫矫直工艺参数,不仅可以改善成品纯钛箔单边浪板型问题,同时经过拉矫直轻微变形,还可以降低表面粗糙度,使表面质量得到提高。
2)成品退火纯钛箔材轻微拉矫前后,材料内部平均晶粒尺寸大小基本不变。
3)在线退火的纯钛箔材,经过轻微的拉矫变形矫直工艺后,纯钛箔材硬度、强度略有提高,延伸率A50 基本变化不大。
参考文献:
[1] 李伟,李争显,刘林涛,等.氢燃料电池中钛双极板研究进展[J].钛工业进展,2018,35(6):10-15.
[2] 温方明,李渤渤,陶会发,等.精密钛箔带材制备及应用[J].材料开发与应用,2021,36(2):58-61.
作者简介:李国善(1977-),男,副教授。研究方向为机械制造、机械设计、材料工程。