
花式纱线条干检测的视觉传感器标定方法研究
2024-09-22 00:00:00杨承翰张建鹏徐云
软件工程 2024年9期



关键词:花式纱线;条干检测;相机畸变;标定;机器视觉;图像处理;宽度序列
中图分类号:TP319 文献标志码:A
0 引言(Introduction)
纱线是纺织工业中最重要的生产原材料之一,它的生产质量对纺织品生产效率的提升起着举足轻重的作用[1]。因此,对生产过程中的纱线品质进行检测,对于保障纱线品质、减少原材料损耗具有重要的研究意义。
新型花式纱线具备丰富的纹理、色彩、触感等特征[2],因此逐渐占领纺织品市场。然而,传统纱线品质检测方法已经无法满足日新月异的纺纱生产需求。基于以上背景,研究学者基于机器视觉技术开展了花式纱线的条干、变异系数、毛羽等方面的研究。但是,采用视觉传感器进行图像采集时,视觉传感器畸变会影响检测精度。针对上述问题,JUAREZ-SALAZAR等[3]提出基于畸变针孔模型的迭代标定法,通过标定高径向畸变摄像机进行实验评估,使标定后的结果优于标准模型。索鑫宇等[4]利用交比不变性原理对二维空间的线扫相机模型进行求解,提出了利用畸变变化量的畸变拟合策略。JIN等[5]提出点对点摄像机畸变校正方法,基于原始图像和参考图像投影之间形变的目标函数,计算原始图像和参考图像投影之间的密集特征,以达到优化相机参数、消除形变的目的。综上所述,畸变校正是一种用于提升检测精度的重要方法。
本文提出一种花式纱线条干检测的视觉传感器标定方法,构建纱线条干检测系统,并对视觉传感器进行标定,在此基础上对采集的纱线图像进行预处理、图像降维,从而获得用于表征纱线条干的宽度序列,并进行了实验测试。
1 纱线条干检测的视觉传感器标定方法(Calibration method of visual sensor foryarn evenness detection)
1.1 基于机器视觉的纱线条干检测系统
选用杭州海康威视数字技术股份有限公司生产的全局快门CMOS 相机MV-CH050-10UC 和镜头MVL-HF0624M-10MP,构建了如图1所示的基于机器视觉的纱线条干检测系统原理样机。
视觉传感器采集在图像采集区域内传动的纱线图像,将其上传给PC(Personal Computer)进行显示和分析。导纱轮调整纱线经过图像采集区域的位置,机械传动机构中的络筒机提供纱线的牵引力实现纱线的传动,三相电机调速器控制纱线的传动速度。为更好地凸显纱线轮廓,本文选用LED(LightEmitting Diode)背光源的方式采集纱线的图像,采集的图像大小为800×2 200像素。
1.2 视觉传感器标定
视觉传感器是花式纱线图像采集过程中极其重要的元件之一。工业相机中CMOS(Complementary Metal Oxide Semiconductor)传感器在制造过程中存在一些固有的缺陷和非线性特性[6],将导致采集的花式纱线图像存在一定的偏差,从而影响条干的检测结果。因此,必须对原理样机中的相机进行标定和校正。本文使用棋盘格标定板,采用数字图像处理方法对相机畸变进行标定和校正。相机的标定和校正主要分为3个部分:映射变换矩阵获取、相机内外参数求解及畸变系数求解和校正。
1.2.1 映射变换矩阵
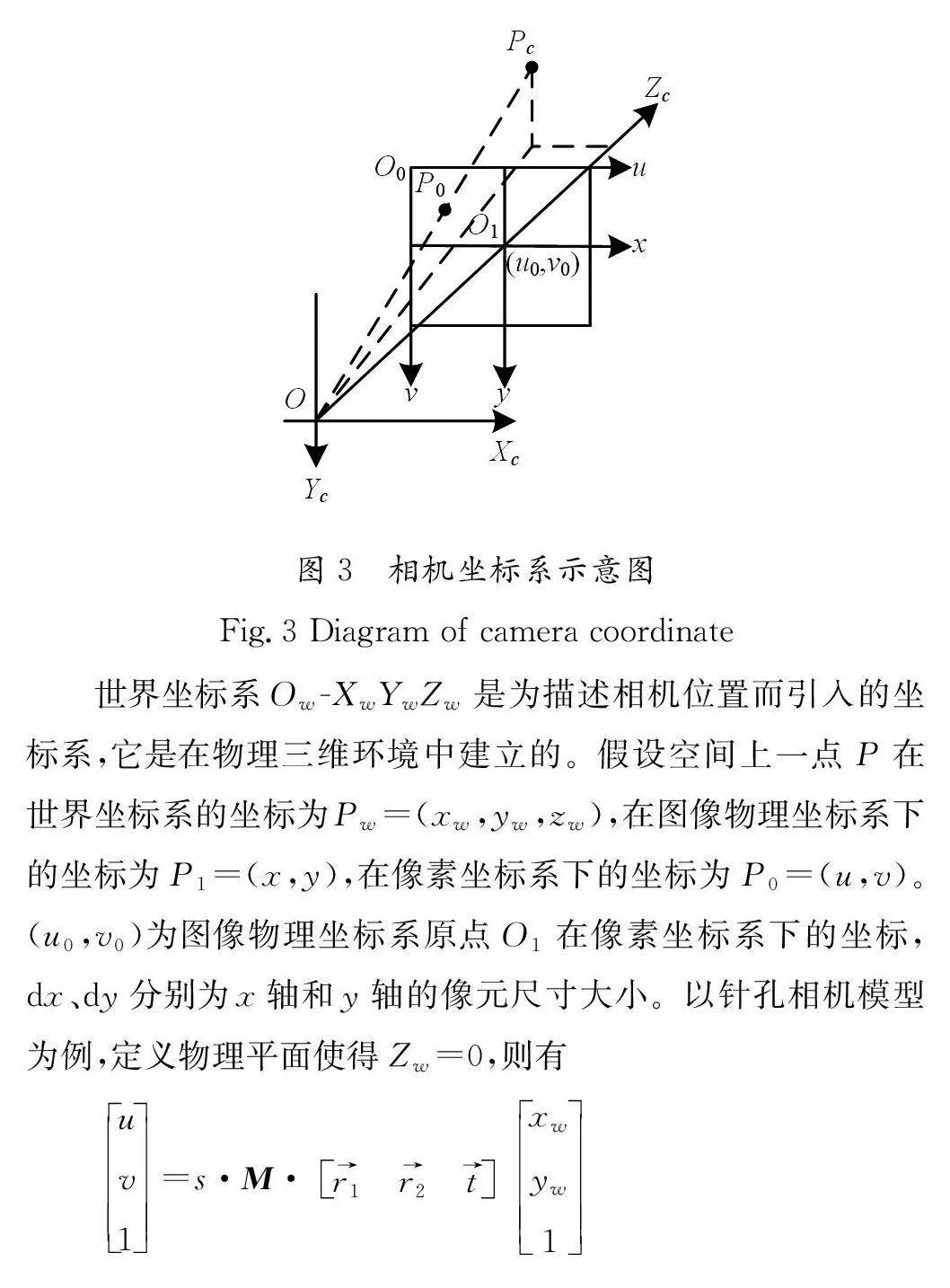
通过角点匹配建立畸变图像与标定板之间的映射变换矩阵。该过程需用到像素坐标系、图像物理坐标系、相机坐标系和世界坐标系。像素坐标系的坐标原点为点O,横坐标u和纵坐标v分别代表图像的行数和列数。图像物理坐标系的原点O 是相机光轴与图像平面的交点,采用实际物理长度单位,x轴和y 轴分别与u 轴和v 轴平行。假设(u,v)为像素坐标系u-v 下的坐标,dx 和dy 分别为每个像素在x轴和y 轴的物理尺寸,像素坐标系和图像物理坐标系的示意图如图2所示。
相机坐标系以相机光心O 为原点,X、Y 分别平行于x轴和y 轴,Z 与光轴重合,其中光心O到图像平面O的距离为相机焦距f,相机坐标系如图3所示。
2 基于视觉传感器的纱线条干检测实验(Experiment for yarn evenness detection based onvisual sensor)
利用设计的纱线条干检测系统原理样机开展花式纱线条干检测实验,主要包括视觉传感器标定实验和花式纱线条干检测实验。
2.1 视觉传感器标定实验
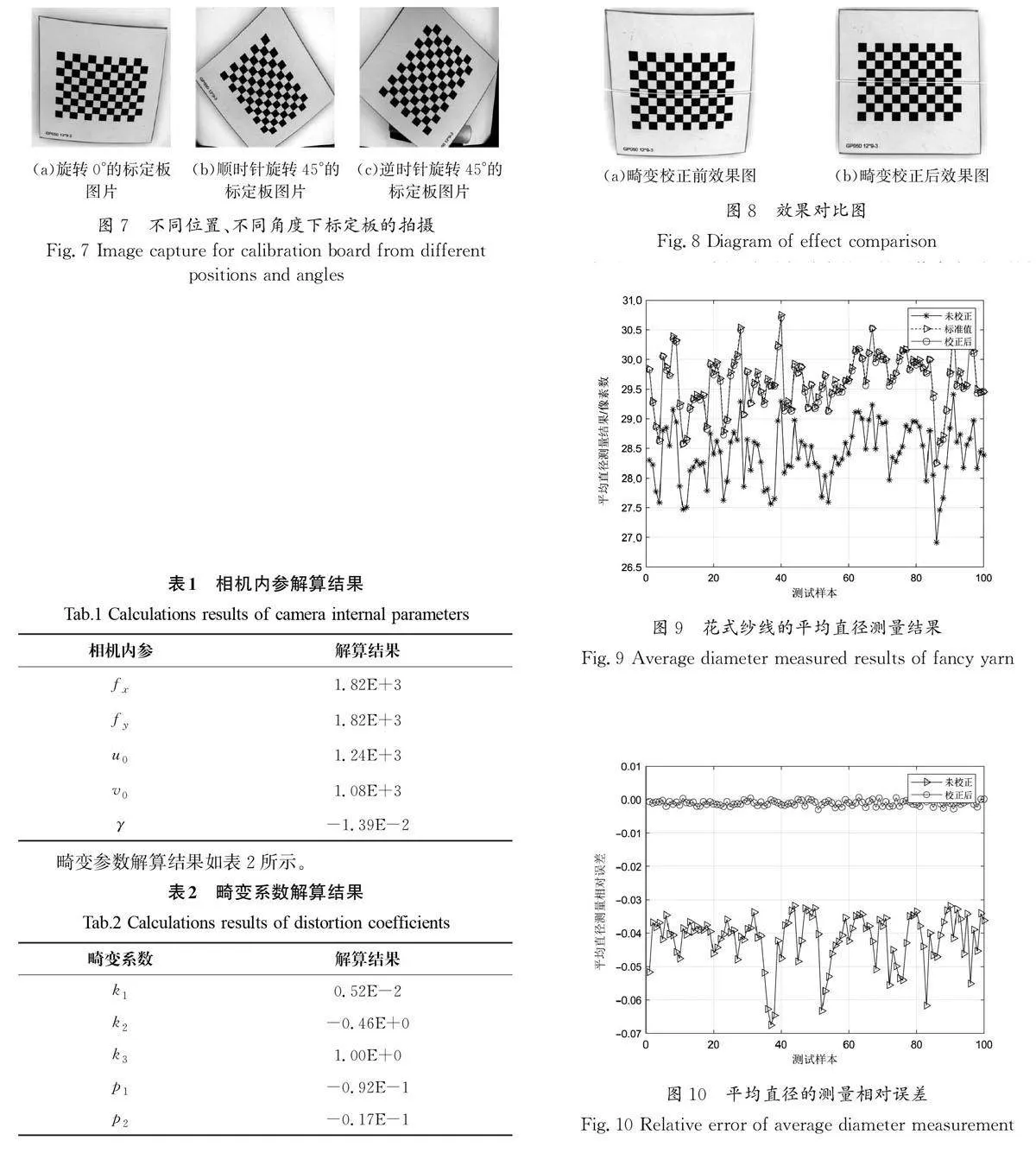
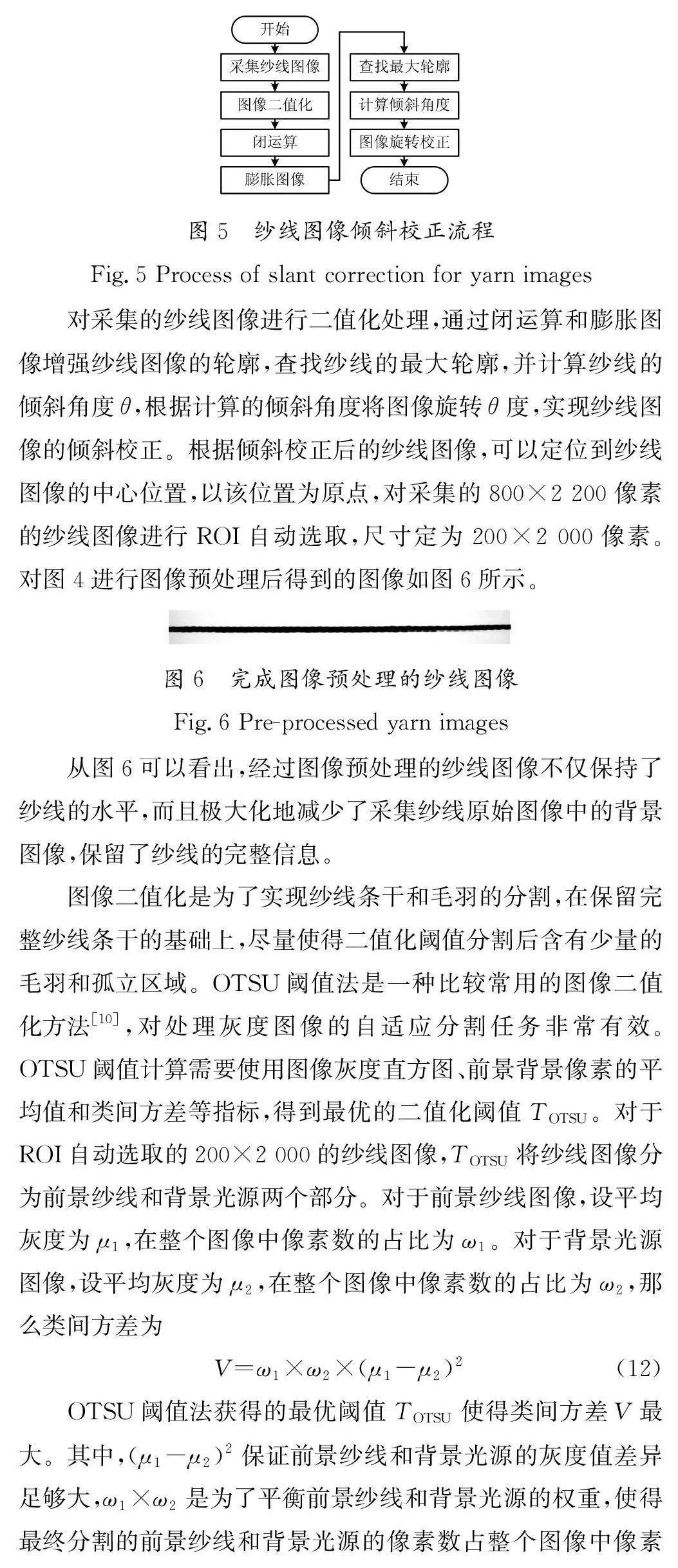
选用GP050-12*9铝基标定板开展纱线条干检测系统原理样机中视觉传感器的标定,铝基标定板中方格边长为3 mm,图案阵列为12×9,图案尺寸为36 mm×27 mm,标定板的外形尺寸为50 mm×50 mm,精度为±0.01 mm。拍摄不同位置、不同角度下标定板的一系列图像,用于获取图像中的角点信息,图7(a)为旋转0°的标定板图片,图7(b)为顺时针旋转45°的标定板图片,图7(c)为逆时针旋转45°的标定板图片。
根据包含这些图像但不限于这些标定板图片的角点信息,利用“1.3”节的理论对相机内参解算和畸变参数进行解算,相机内参解算结果如表1所示。
畸变参数解算结果如表2所示。
利用表1和表2的参数解算结果进行校正。图8给出了一组畸变校正前和畸变校正后的效果对比图。图8(a)是畸变校正前拍摄标定板的效果图,图8(b)是畸变校正后拍摄标定板的效果图。
由图8(a)可以看出,未进行畸变校正的图像存在明显的扭曲现象,但由图8(b)可以看出,经过畸变校正后,该扭曲现象得到了显著抑制。
2.2 花式纱线条干检测
在视觉传感器标定和纱线图像预处理的基础上,开展花式纱线条干检测实验,主要包括花式纱线平均直径测试和花式纱线条干均匀度检测。
2.2.1 花式纱线平均直径测试
连续采集100幅花式纱线的图像,对其进行图像预处理,在此基础上求取标定校正前后纱线的平均直径。与此同时,使用无畸变的相机镜头同样采集这100幅纱线图像,求取纱线的平均直径,将其作为真实值进行对比。100幅花式纱线图像中每幅图像的平均直径测量结果如图9所示。
由图9可以看出,根据本文提出的图像预处理、畸变校正方法进行处理后发现,校正后的花式纱线平均直径的测量结果明显优于未校正的花式纱线平均直径测量结果,并且校正后的花式纱线测量结果与无畸变相机测得的结果基本一致。根据公式(16)得到测量相对误差,100幅花式纱线图像中每幅图像的平均直径测量相对误差如图10所示。
由图10可以看出,花式纱线的平均直径测量相对误差相对较小。经统计,与未标定的纱线平均直径测量值相比,标定后的纱线平均直径测量值提高了4.48%,表明本文提出的用于花式纱线条干检测的视觉传感器标定方法能够有效改善相机畸变对纱线平均直径测量的影响。
2.2.2 花式纱线条干均匀度检测
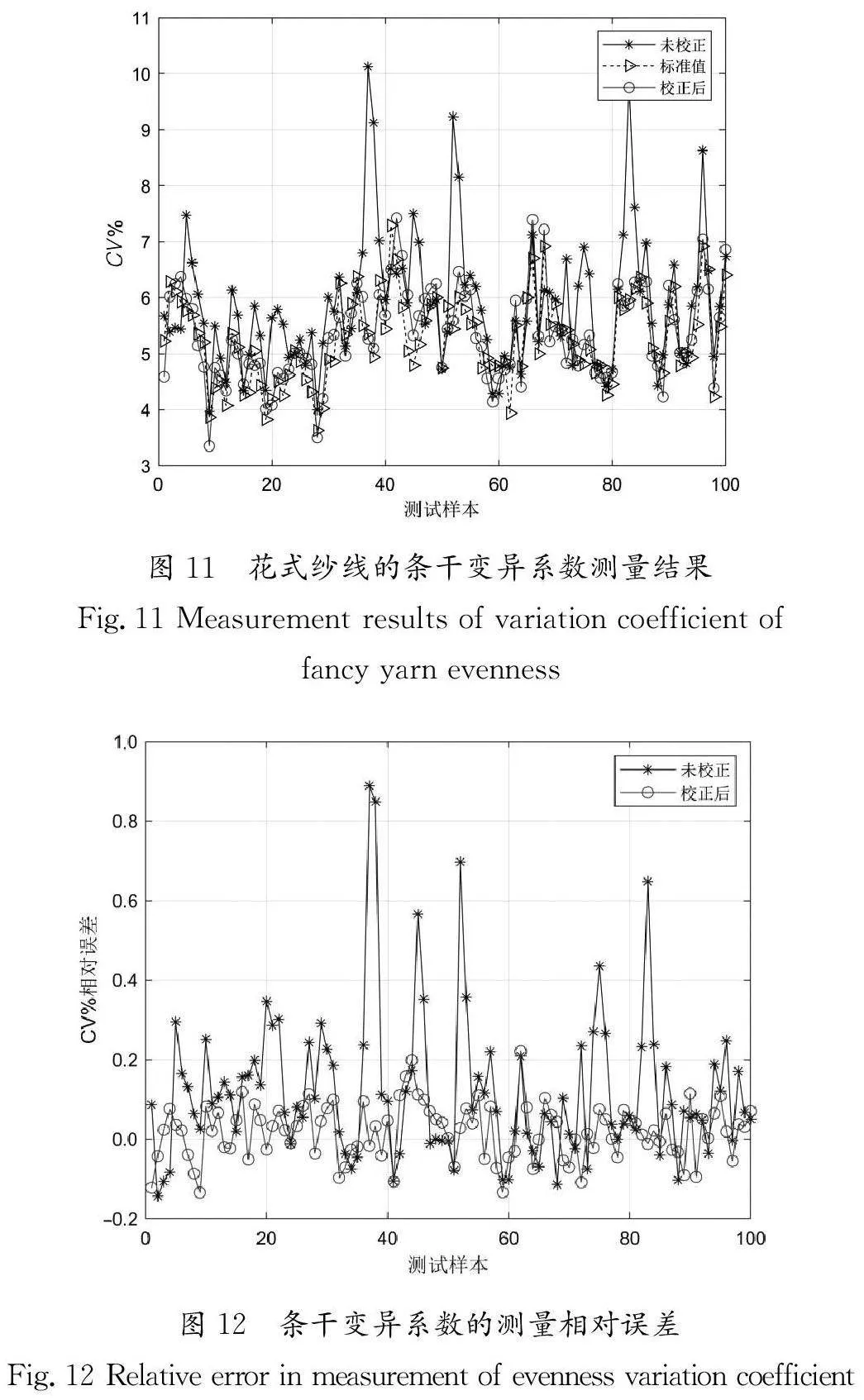
根据测量的纱线直径,利用公式(15)计算100幅花式纱线校正前后的条干变异系数,并将其与无畸变相机的测量结果进行对比,花式纱线的条干变异系数测量结果如图11所示。
由图11可以看出,校正后的花式纱线条干变异系数的测量结果更加接近无畸变相机的测量结果。利用公式(16)计算100幅花式纱线校正前后的条干变异系数的测量相对误差,结果如图12所示。
由图12可以看出,校正后的花式纱线条干变异系数的测量相对误差更小。经统计,与未标定的纱线条干变异系数相比,标定后的纱线条干变异系数降低了8.92%,表明本文提出的视觉传感器标定方法能够有效改善相机畸变对纱线条干变异系数的影响。
综上,本文提出的花式纱线条干检测的视觉传感器标定方法能够有效且准确地测量花式纱线的条干。
3 结论(Conclusion)
针对基于机器视觉的花式纱线条干检测技术存在相机畸变、易受环境光照影响等问题,本文提出一种花式纱线条干检测的视觉传感器标定方法。为此,构建基于机器视觉的花式纱线条干检测系统原理样机,利用棋盘格标定板对样机中的相机进行标定,求解相机内参和畸变系数,并进行校正。此外,提出图像预处理和图像降维的策略,实时捕获用于表征纱线条干的宽度序列,有效解决了系统易受环境光照影响的问题。实验结果表明,经过标定后的纱线条干检测系统能够有效抑制相机畸变对纱线条干检测的影响,标定后的纱线平均直径测量值相比于未标定的纱线平均直径提高了4.48%,标定后的纱线条干变异系数相比于未标定的条干变异系数降低了8.92%。以上结果表明,本文提出的花式纱线条干检测的视觉传感器标定方法能够较好地实现相机畸变校正。这一方法不仅提升了检测精度,而且为基于机器视觉技术的纺纱质量监测提供了有益的参考和借鉴。
作者简介:
杨承翰(1999-),男,硕士生。研究领域:软件开发,机器视觉。
张建鹏(2000-),男,硕士生。研究领域:机器视觉,嵌入式开发。
徐云(1987-),女,博士,副教授。研究领域:机器视觉,嵌入式开发。本文通信作者。
