CFRP沉头孔锪窝深度误差对连接性能的影响
2024-08-31 00:00:00戴仡智郝浩杰邱建平赵喜东齐振超陈文亮
机械制造与自动化 2024年3期




摘 要:沉头螺栓连接能保证结构良好的气动外形,常被应用于飞机蒙皮等结构。沉头孔的制备过程中,由于设备条件限制,会导致锪窝深度误差较大,给复合材料叠层结构带来隐患。针对这一问题,结合有限元仿真分析进行单钉单剪的静拉伸试验,研究锪窝深度误差对CFRP连接性能的影响。结果表明:对比于齐平状态的标准窝深值,锪窝较浅对静强度影响较小,较深则会导致结构的静强度下降,且锪窝越深,静强度下降越快。
关键词:螺栓连接;沉头孔;锪窝深度误差;连接性能
中图分类号:TH131文献标志码:A文章编号:1671-5276(2024)03-0099-06
Effect of CFRP Countersunk Hole Socket Depth Error on Connection Performance
Abstract:Although countersunk bolt connection can ensure a good structure of aerodynamic shape and is often used in aircraft skin and other structures, a large error in the depth of countersink socket in the preparation process of countersunk holes is likely to occur due to limited equipment conditions, which brings hidden dangers to the composite laminated structure. To solve the problem, by combineing finite element simulation analysis, conducts a static tensile test of single nail and single shear, and studies the influence of countersink depth error on CFRP connection performance. The results show that the shallower countersink socket has less effect on the static strength compared with the standard fossa depth value in the flush state, and the deeper countersink will lead to the decrease of the static strength of the structure, and the deeper the countersink socket is, the faster the static strength decreases.
Keywords:bolted connection;countersunk hole;countersink depth error;connection performance
0 引言
碳纤维复合材料具有较好的比强度、比模量和抗疲劳性能,被广泛应用在航空航天领域[1]。对于飞机蒙皮等结构,为保证良好的气动外形,常使用沉头高锁螺栓作为连接紧固件,这就需要加工大量的沉头孔[2]。随着科学技术的发展,新一代飞机需要更高的机动性、更长的服役时间、更强的复杂工况应对能力,这对制孔质量的要求也越来越严格。目前实际工程中的制孔常受设备条件限制,使得沉头孔的锪窝深度不可避免地产生一定的误差,而这些锪窝深度误差并没有一个统一的评判标准,也未能制定相关的锪窝工艺规范[3-5]。
学者们对锪窝深度误差导致的损伤机理做了一定的研究。CHISHTI等[6]研究了沉头高度比对损伤进展和接头强度的影响。研究发现,沉孔的引入使轴向应力大致减半并导致复合材料层合板的分层现象,这种分层主要位于沉头区域的起始位置。LIU等[7]在ABAQUS中采用连续壳单元内置损伤模型模拟层合板失效并建立模型来预测层间损伤,经验证模型的精度和计算效率较高。NEZHAD等[8]利用X射线和光学显微图像研究了层合板的损伤和变形特征,分析了碳纤维布复合材料接头中纤维屈曲断裂、基体损伤、剪切损伤和层间分层等损伤机理,发现这些损伤广泛地向沉头孔下方复合材料部件的厚度发展,且向与加载方向相反的方向延伸。PARK等[9]研究了层合板层合处的拉伸裂纹扩展,使用逆向方法确定了几个裂纹前缘位置的应力强度因子。LIU等[10]提出了一个数值模型来研究锪窝深度和角度对单螺栓沉头抗拉强度的影响,以此数值模型来预测不同锪窝深度和锪窝角度的抗拉强度;采用方差分析的方法研究了锪窝深度和锪窝角度对极限拉伸载荷的协同效应,发现锪窝深度在抗拉强度中所占权重更高。
综上所述,目前学者们对锪窝深度误差已有一定研究,但现阶段研究主要集中在损伤演化机理上,而对拉伸性能影响以及连接结构破坏形式的研究较少。本文针对CFRP层合板制孔时产生的锪窝深度误差问题,采用有限元建模仿真和实验相结合的方法,分析了孔承受载荷时CFRP层合板轴向不同层的应力分布规律以及拉伸过程中CFRP的纤维和基体损伤,研究了不同锪窝深度误差造成的连接结构破坏形式差异和对连接性能影响的规律。
1 拉伸过程有限元仿真分析
1.1 有限元建模过程
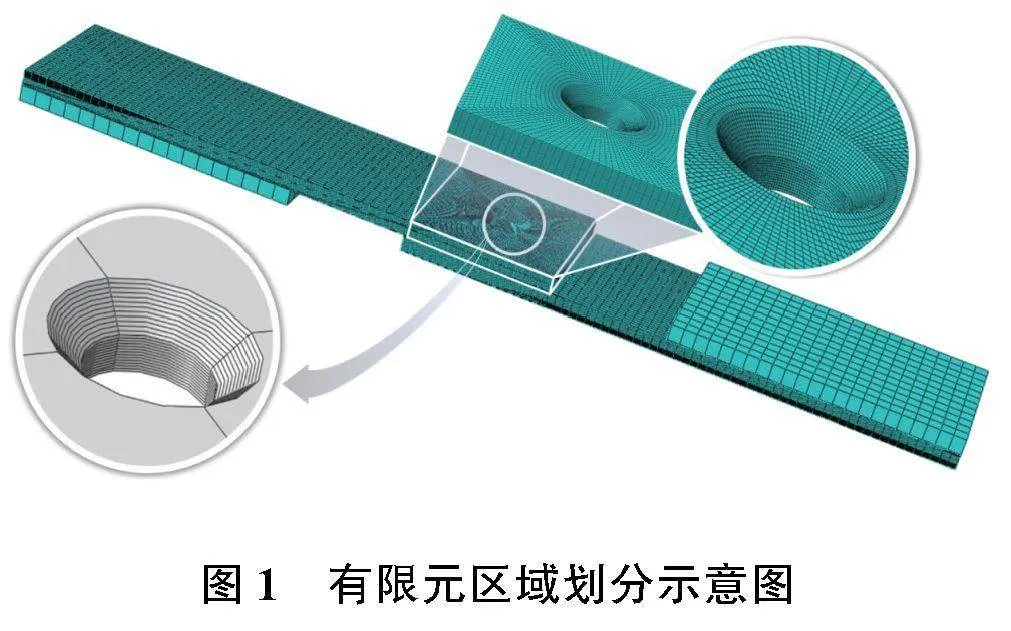
针对钉头突出层合板Ⅰ类(锪窝深度较浅)、钉头与层合板齐平Ⅱ类(锪窝深度等于钉头高度)、钉头在层合板内部Ⅲ类(锪窝深度较深)3种典型情况进行仿真分析。样品层合板的尺寸为135 mm×36 mm×4 mm,在UG中完成三维建模后将模型导入ABAQUS中。为合理降低软件计算量,在孔周边区域细化网格,其他区域相应降低网格量,模型采用六面体单元进行网格划分,单元类型为C3D8R,有限元区域划分如图1所示。螺栓定义为钛合金材料,层合板材料属性和损伤演化通过VUMAT子程序定义。由于拉伸过程应力主要分布于沿拉伸方向,故本文采用二维Hashin准则来进行简化计算,Hashin准则的损伤类型和损伤因子的定义如表1所示。表中d超过1.0时即视为该处的应力状态达到材料的强度极限而发生相应的损伤,材料的详细参数如表2所示。
赋予材料后,通过定义拆分平面对层合板进行分层处理并根据层合板铺层顺序逐层赋予材料方向,定义层合板之间的接触为面与面接触,有限元模型的接触关系如下:上板下表面和下板上表面、螺帽与板、螺帽和螺栓、螺栓沉头部分和沉头孔部分内壁、螺栓杆与上板通孔孔壁、螺栓杆与下板通孔孔壁,具体接触关系示意如图2所示。接触方法采用罚接触方法,滑移方式为有限滑移,层合板材之间摩擦因数μ=0.3,复材与螺栓之间的摩擦因数μ=0.15,算法选择动态显式算法。将板材一端设置为固定,另一端施加2mm/min的加载速度,持续0.5s。
1.2 拉伸过程孔周应力分布分析
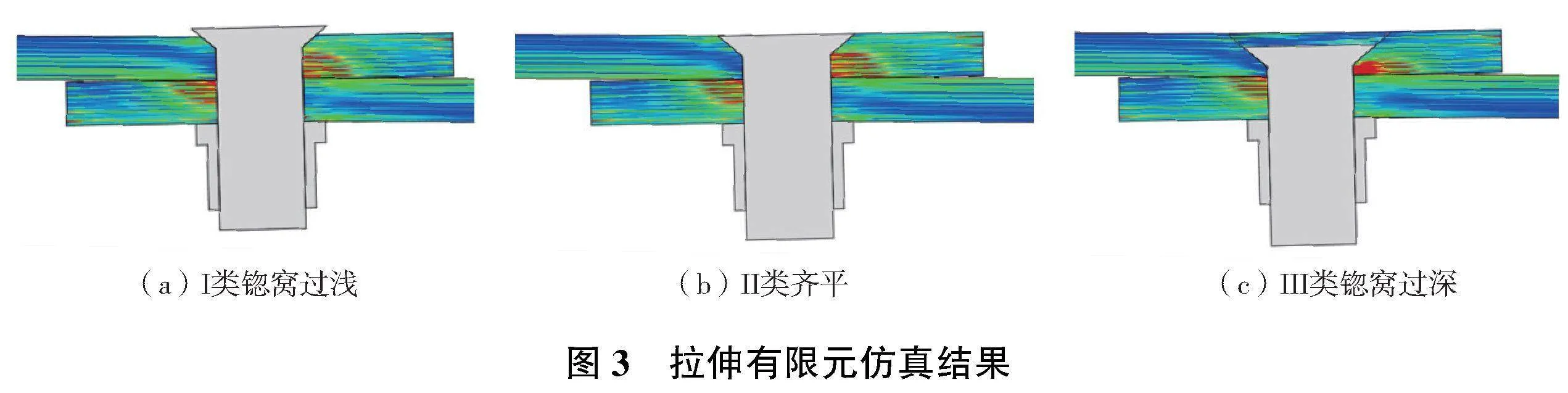
选取拉伸0.2s时的仿真结果分析拉伸载荷加载时的应力分布情况,如图3所示。从仿真结果可以看出,当锪窝深度低于标准值时,试验件的应力分布情况与标准窝深值的应力分布相似,都是集中在CFRP上下板接触处孔受载侧位置,而当锪窝深度大于标准值时,螺栓沉头处孔壁产生了较为明显的应力集中。这是因为过大的锪窝深度导致螺栓杆与孔壁的接触面积减小,由于沉头孔的存在,沉头孔下方的层合板厚度也随着锪窝深度增加而减小,从而导致整体的结构强度下降明显,层合板沉头孔处孔壁受到挤压也更为明显。
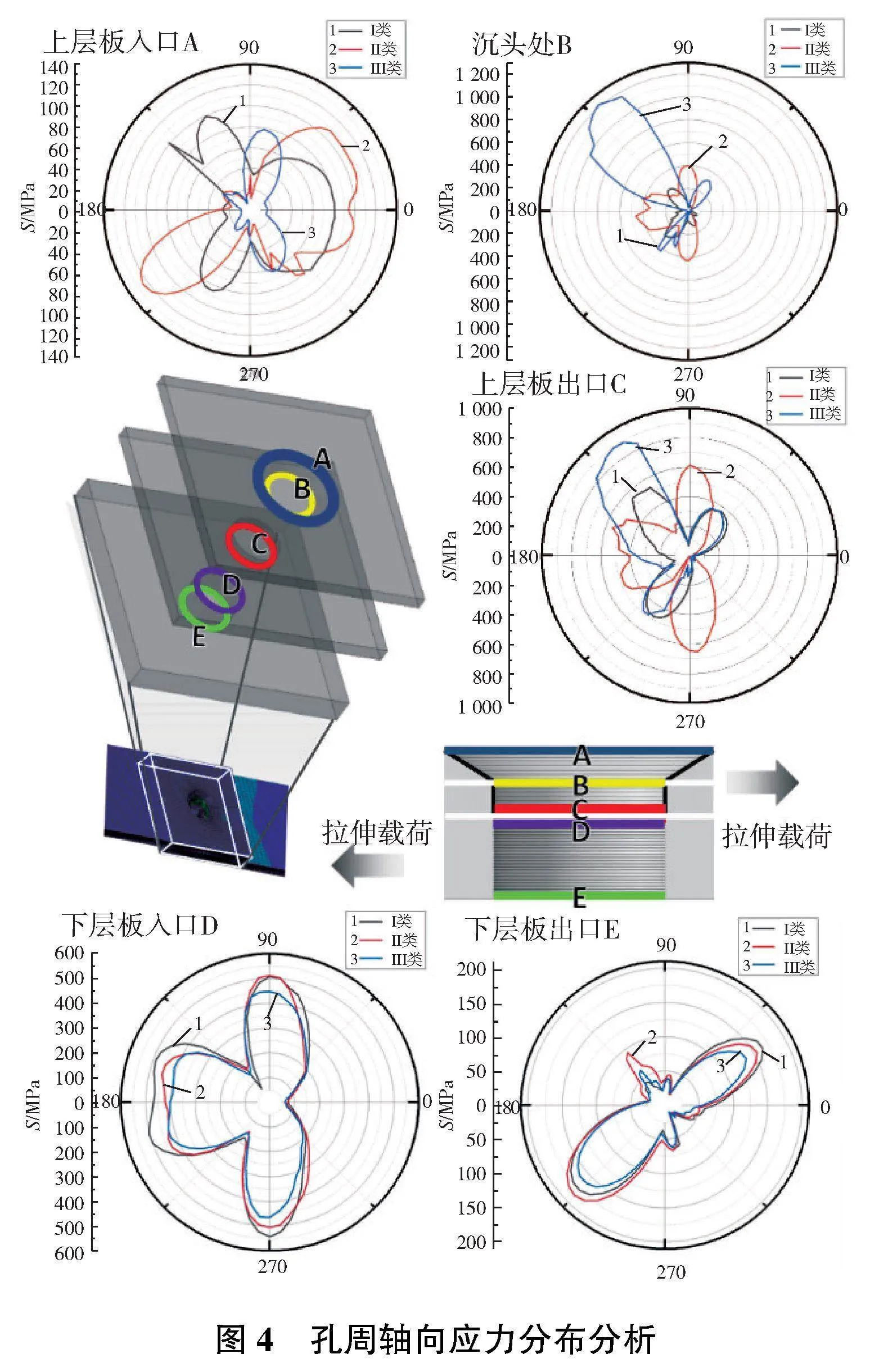
为了更进一步分析孔周的应力分布情况,将层合板按层分开,分别提取上层板入口A、沉头处B、上层板出口C、下层板入口D、下层板出口E的孔周应力分布数据,处理数据后观察每层应力分布,如图4所示。
可以看出在相同的载荷作用下,在A截面处Ⅰ、Ⅱ类试验件的应力分布略有差异,但最大应力差别较小,Ⅲ类试验件由于锪窝深度过大导致沉头螺栓尚未与层合板接触,所以应力极小;Ⅰ、Ⅱ类试验件在B、C截面最大应力差别不大,但Ⅲ类试验件相比于Ⅰ、Ⅱ类试验件出现了明显的应力集中。这是因为同样的载荷下,Ⅲ类试验件由于锪窝过深,导致螺栓杆与孔壁接触面积减小,在同样的拉伸载荷作用下,更易在沉头孔处产生应力集中,当拉伸载荷持续作用时,将会先于其他两类试验件发生结构破坏;D、E截面处3种类型试验件应力分布类似。
在拉伸过程中,对比5处截面的应力分布和大小,可以看出应力主要集中在层合板沉头位置及搭接处的孔受载侧,拉伸过程中孔的损伤将会从这些位置开始。
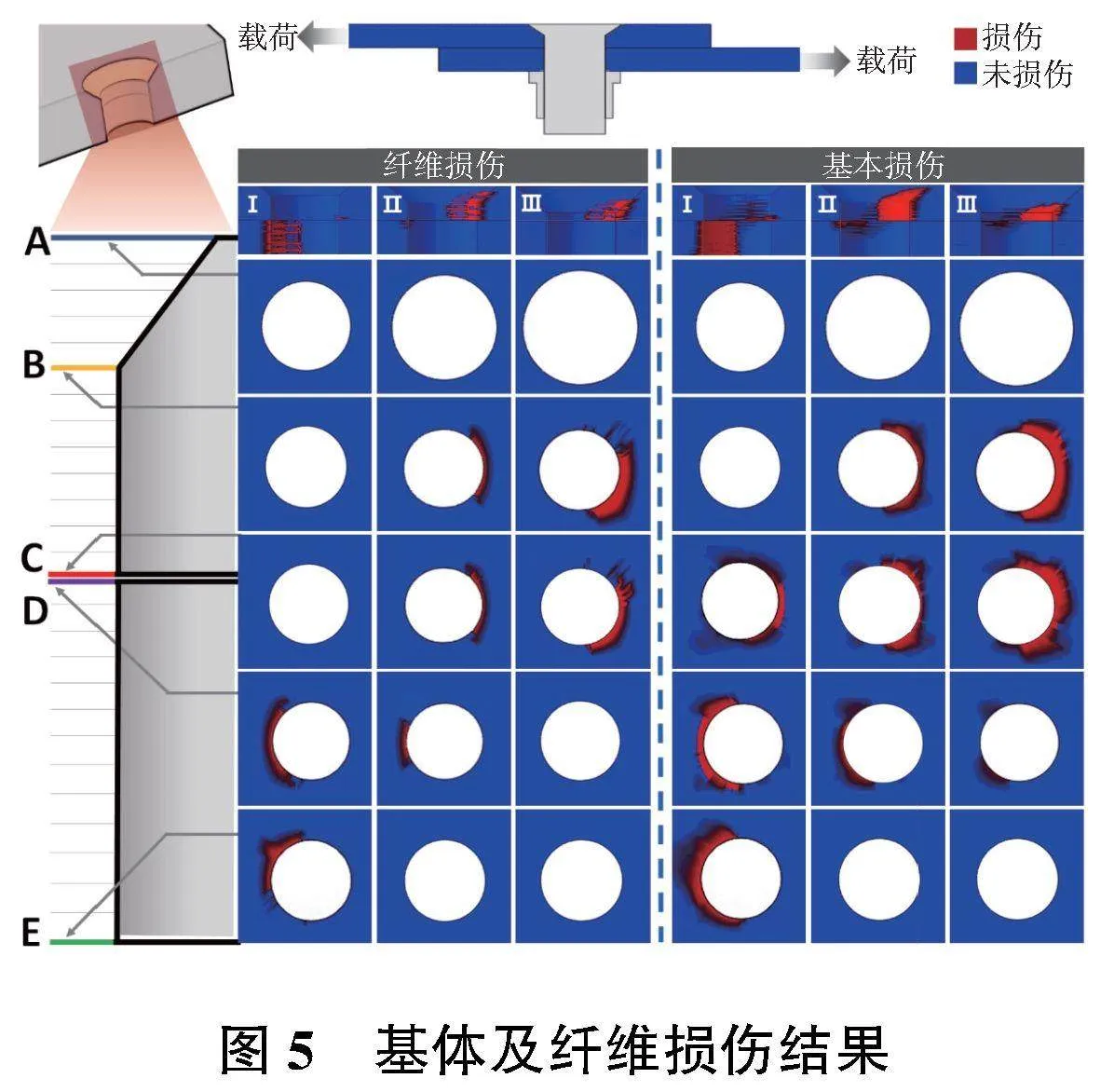
1.3 拉伸过程孔周区域损伤分析
在孔周应力分布分析后,选取拉伸至结束(0.5s)时的仿真结果进行拉伸过程中的孔周损伤分析。如图5所示,连接孔周围发生损伤破坏的部分用红色表示,未发生损伤的区域用蓝色表示;A、B、C、D、E分别表示5个不同的轴向孔周位置(本刊为黑白印刷,如有疑问请咨询作者)。
由图5可以看出,Ⅰ类试验件在拉伸载荷的作用下纤维和基体损伤主要出现在通孔受载侧。这是由于在拉伸载荷的持续作用下,通孔受载侧相比于沉头孔受载侧具有更小的受力面积,相比于沉头孔受载侧更容易发生纤维和基体的损伤,其损伤分布均匀。Ⅱ类试验件在上板出口处、下板入口处均出现了纤维和基体的损伤,主要集中在沉头孔受载侧及搭接处通孔受载侧,上层板损伤程度大于下层板,且损伤程度较为均匀,总体损伤程度较小。Ⅲ类试验件对比于Ⅰ、Ⅱ类试验件,锪窝深度过深,使得在沉头孔受载侧受力面积过小,同时抵抗拉伸载荷轴向分力的部分过薄,导致在沉头孔受载侧及上板出口受载侧出现极为明显的基体和纤维损伤,故在拉伸载荷的作用下,结构的损伤主要集中在这些区域,在下板入口处出现微小基体损伤,下板出入口均几乎未出现纤维损伤。
2 材料及试验实施方案
2.1 材料及试验安排
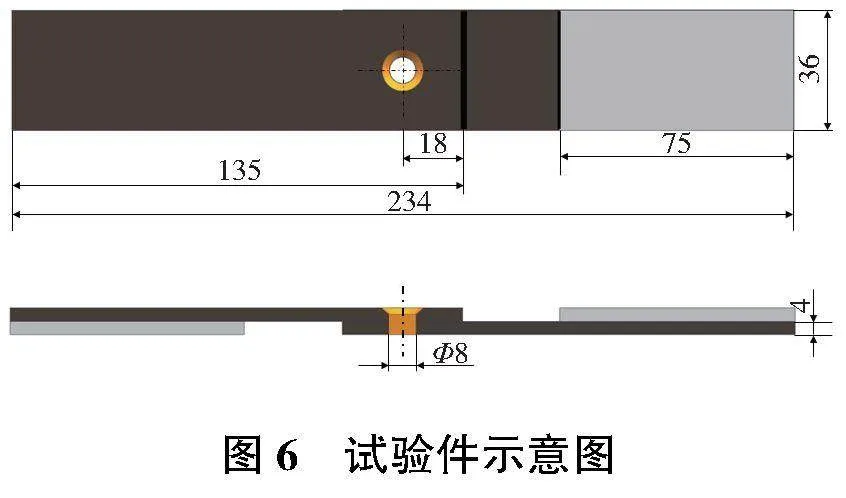
试验件是根据ASTM D 5961[11]标准设计的单螺栓单搭接样品,材料为AC531/CCF800H高韧性环氧树脂基复合材料,其铺层顺序为[0/-45/0/90/45/0/-45/0/90/45/0/-45/0]s,试验件示意图如图6所示。样品层合板的尺寸为135mm×36mm×4mm,在两端使用强力胶粘附尺寸为75mm×36mm×4mm的垫片以保证试验件在负载下的稳定性。
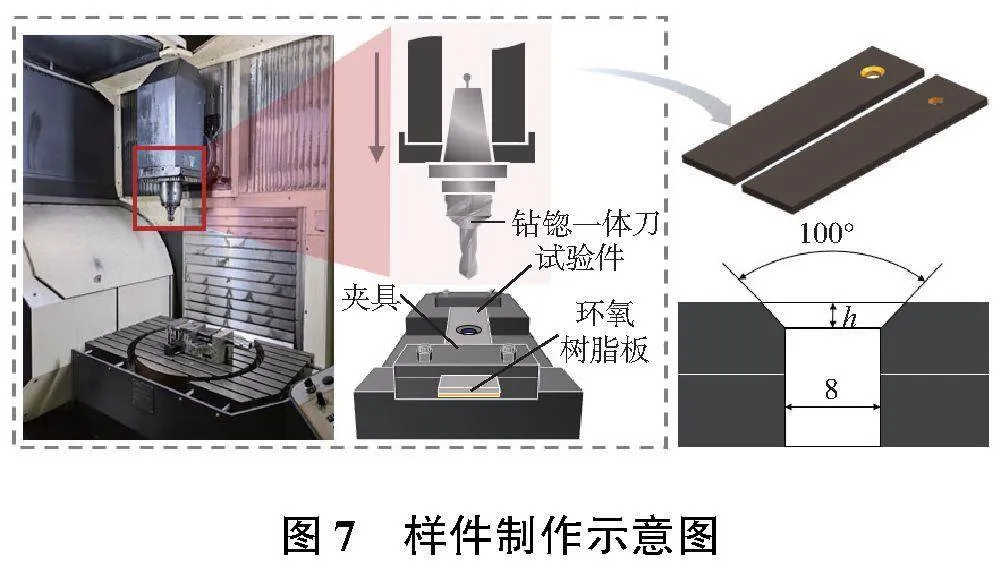
为提升沉头孔的制孔精度和效率,采用直径8mm钻锪一体刀完成制孔工作,型号为D8×19.68×D18×100°×75×d10,在距板材边缘18mm处制孔。试验件的加工在DMU 60 mono BLOCK高精度五轴加工中心完成,其锪窝精度可以控制在±0.01mm范围内。制孔时,机床主轴转速设置为3 500r/min,进给速度设置为10mm/min。为确保制孔质量,通过专用夹具固定试验件,并在下方放置一层环氧树脂板来控制出口处的毛刺和分层问题。
为保证制备好的试验件符合实验要求,采用专用仪器检测制孔后孔的质量。用SBM-8CX内径千分尺测量孔的直径,V9106高新精密三坐标测量机测量孔垂直度,TrulokSR801锪窝深度量规测量锪窝深度误差。合格的试验件孔径精度需控制在±0.02mm,垂直度精度需控制在±0.2°,锪窝深度误差控制在±0.02mm。
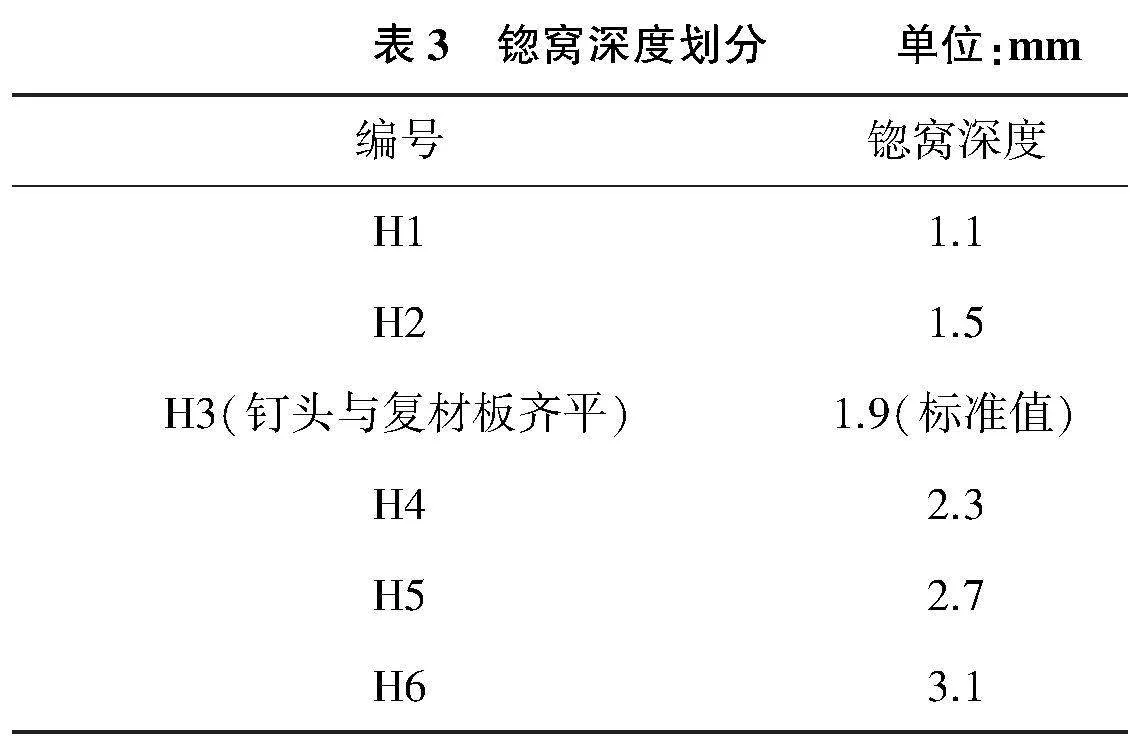
本实验针对实际工程中锪窝深度可能出现的沉头螺栓钉头与连接件的表面齐平、沉头螺栓钉头内凹进连接件表面、沉头螺栓钉头外凸出连接件表面的3种锪窝深度类型,将沉头孔锪窝深度水平值分为6组,通过改变钻锪一体刀的垂直进给量来控制沉头孔深度h,范围为1.1mm~3.1mm,其中锪窝深度1.9mm为沉头螺栓钉头与连接件表面齐平的标准锪窝值。考虑到实际制孔时窝深过深的情况更为棘手,制孔时选择2组锪窝深度小于标准值,4组锪窝深度大于等于标准值,具体锪窝深度如表3所示,制作过程如图7所示。
2.2 静强度试验设置
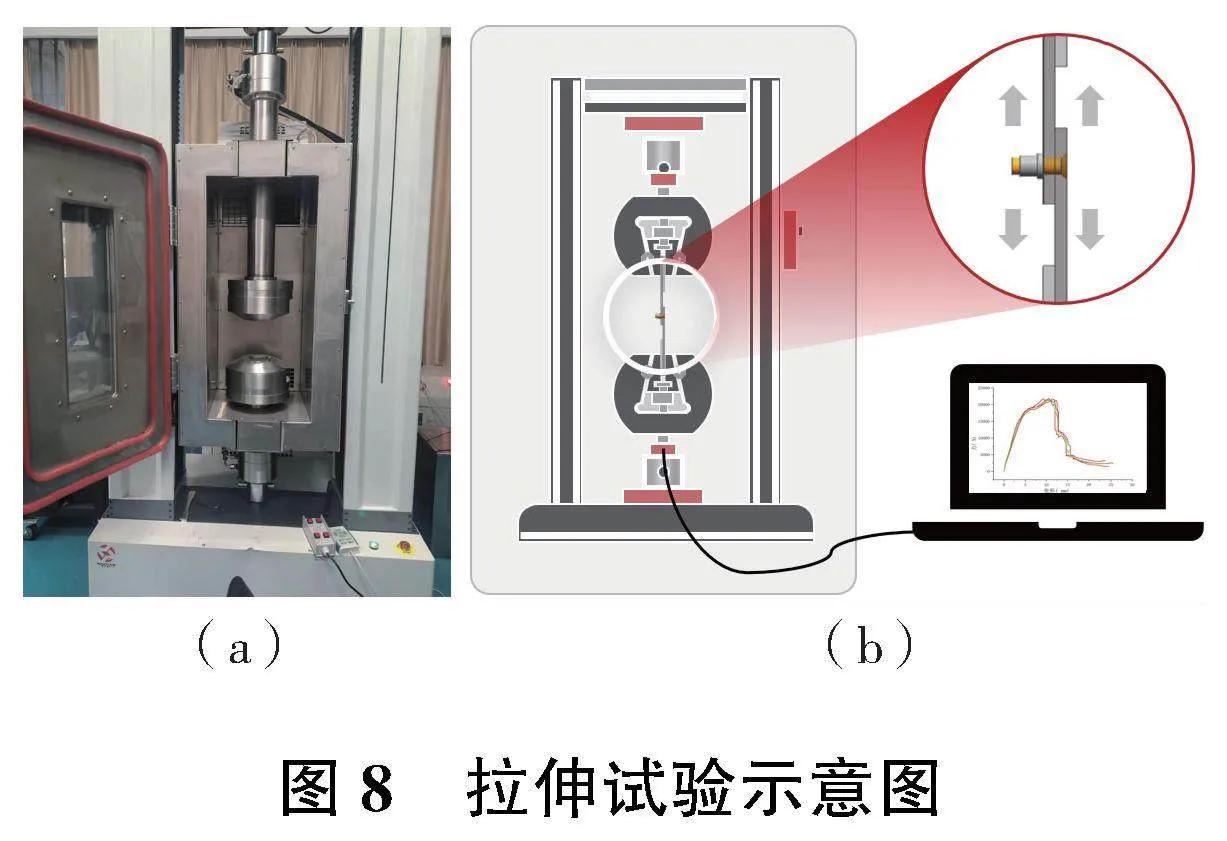
静拉伸试验过程依据ASTM D5961标准的要求,对于不同窝深水平值的试验件进行静拉伸试验,测得发生破坏时的最大静态承载力。使用PT-1167GDW万能试验机进行试验,采用YSA302抗剪型钛合金沉头高锁螺栓作为连接紧固件。试验装置如图8所示。采用位移控制,拉伸速率设置为2mm/min。试验在正常室温下进行,当试验件发生明显破坏后,继续加载一段位移至拉伸力处于较低时停止试验,根据锪窝深度的划分,试验设为6组,每组进行5次试验。
3 结果分析及讨论
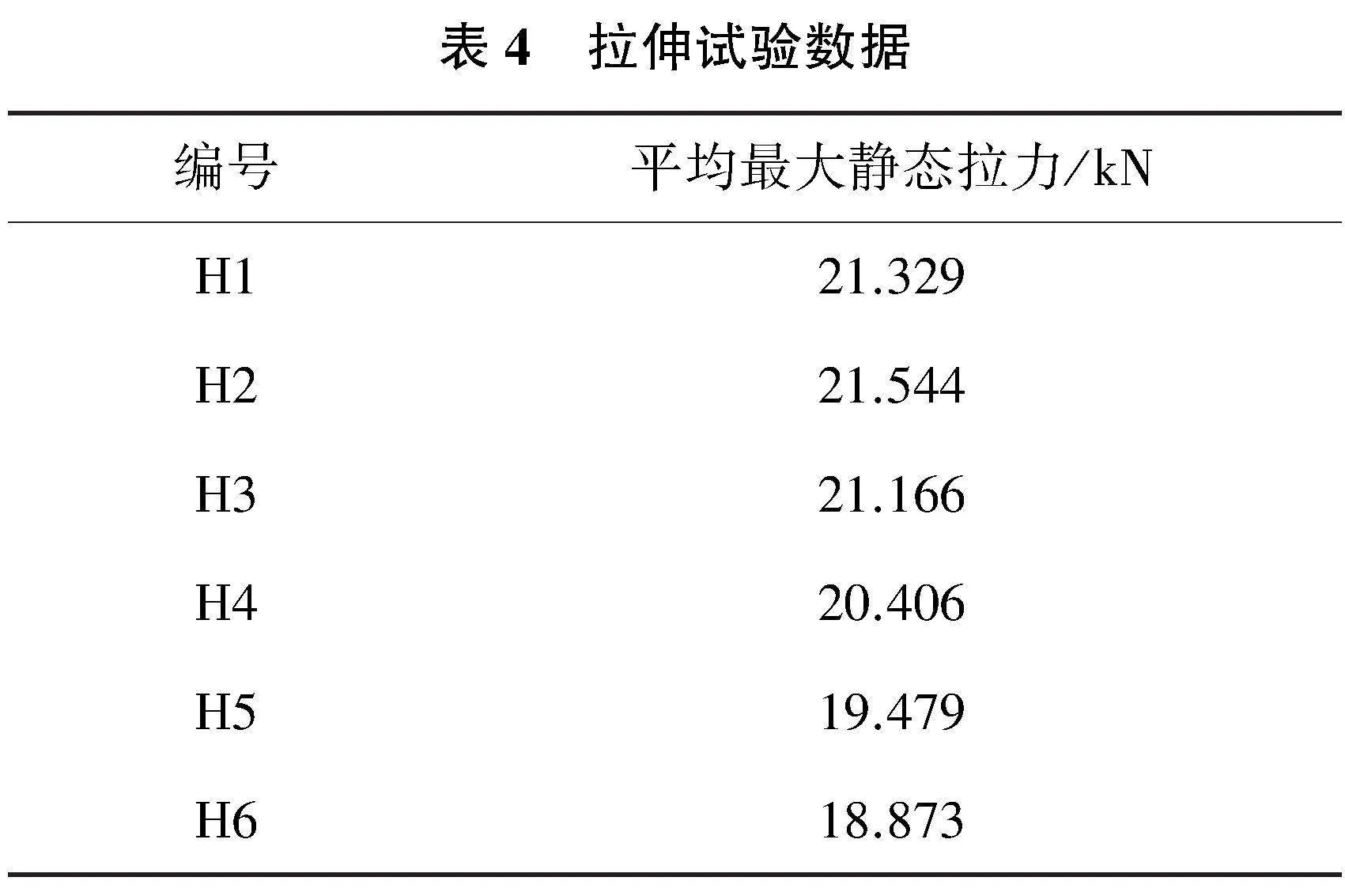
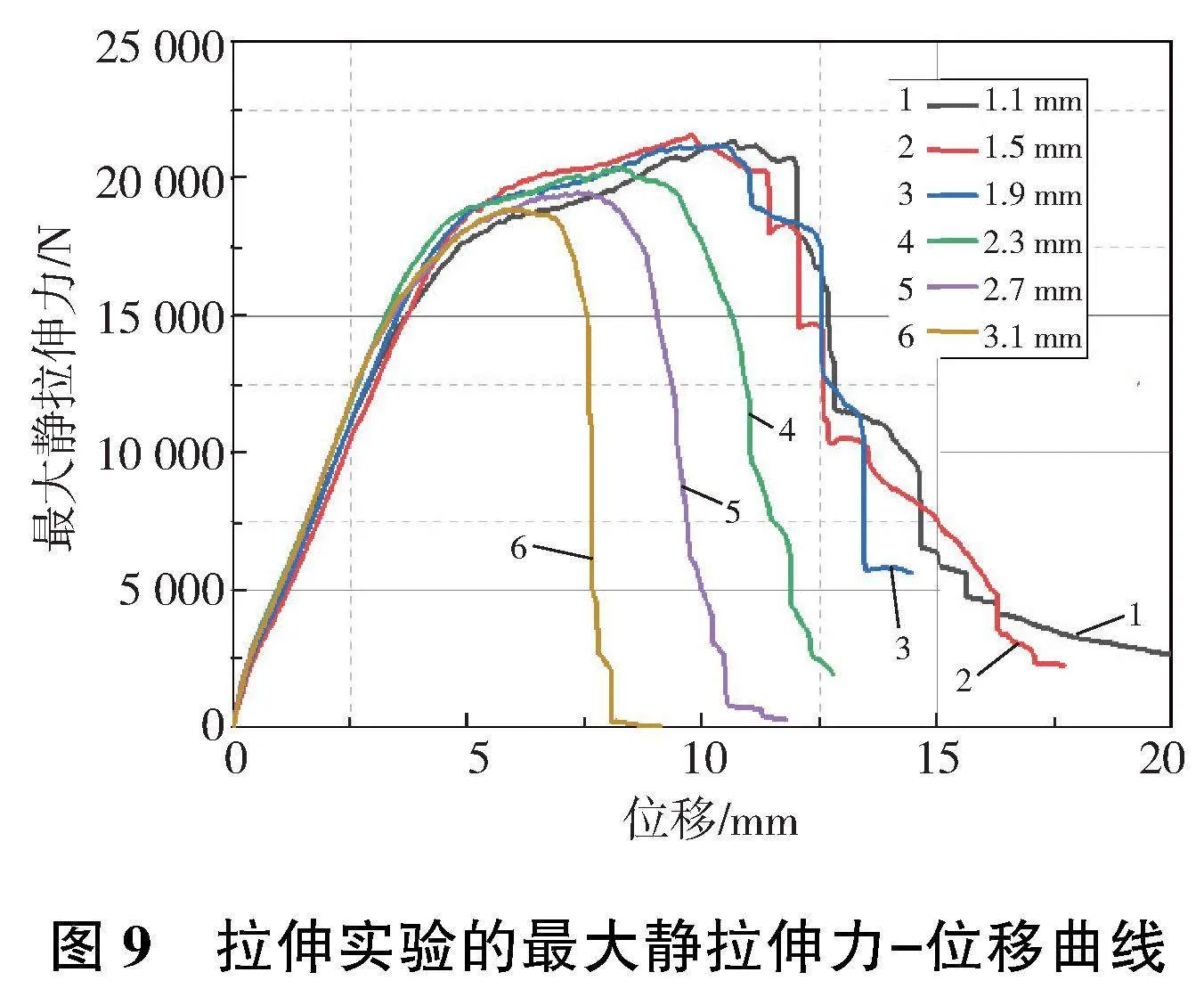
拉伸试验完成后,记录不同锪窝深度的平均最大静态拉力,导出最大静拉伸力-位移曲线如图9所示。拉伸试验数据如表4所示。同时记录不同锪窝深度试验件的具体失效形式。
从图9和表4可以看出,在锪窝深度小于标准值时,试验件的破坏曲线与标准件类似,最大静拉伸力变化不大;锪窝深度大于标准值时,试验件的平均最大静态拉力逐渐减小,本实验锪窝过深的3组锪窝深度试验件对比标准件分别下降约3.5%、7.9%、10.8%,发生破坏时的位移量也越来越小。
由图9可以看出,随着位移的逐渐加载,静拉伸过程可以分为4个阶段:第一是弹性变形阶段,这一阶段发生在静拉伸载荷加载初期,试验件的载荷和位移成线性关系并快速增长;第二阶段,弹性变形结束,进入塑性变形阶段,载荷随位移增加缓慢增大,逐步达到静拉伸的最大载荷;第三阶段,塑性变形阶段结束,进入局部失效阶段,CFRP板出现部分纤维和基体的损伤破坏,结构承载能力下降,随着位移增大,载荷逐渐减小,此阶段可以听到纤维断裂的声音;第四阶段分为两种情况,当锪窝深度大于钉板齐平时的锪窝深度时,沉头螺栓直接发生拉脱,曲线将会以近乎垂直的趋势快速达到一个载荷较低值,当锪窝深度小于钉板齐平时的锪窝深度时,将继续剪切CFRP板,载荷维持缓慢降低的趋势直到达到较低值,在第四阶段的末期,结构件均丧失正常承载能力。锪窝深度误差导致的破坏形式差异如图10所示。
经过观察,发现当锪窝深度小于标准值时,破坏形式均为试验件被剪切破坏,由沉头螺栓光杆强行将材料挤压剪切,如图10(b)所示;当锪窝深度等于标准值时,部分试验件发生剪切破坏,部分试验件发生拉脱破坏;而当锪窝深度大于标准值时,破坏形式均为拉脱破坏,如图10(c)所示。这是由于当锪窝深度小于标准值时,主要是螺栓杆承力,破坏形式是层合板的孔壁受到螺栓光杆挤压,进而发生层合板的剪切破坏。随着锪窝深度的逐渐增大,沉头孔所在位置的层合板厚度会逐渐减小,并且由于拉伸过程中螺栓的倾斜,层合板所受的径向分力会先将厚度较小位置的层合板挤压破坏,接着发生整体强度突降,钉头被拽出层合板,发生螺栓拉脱破坏。
拉伸试验的结果表明锪窝深度小于等于标准锪窝深度值时,对结构连接性能影响不大,而当锪窝深度大于标准锪窝深度值时,连接性能则会出现明显折损且破坏形式更为严重,这与有限元仿真中孔周区域应力和损伤分析得出的规律一致。
4 结语
本试验研究了沉头孔锪窝深度误差对碳纤维复合材料单搭接单螺栓连接性能的影响,结合有限元仿真分析,对比试验结果研究了孔周应力分布,通过受载孔静态拉伸试验,分析不同锪窝深度对连接性能的影响,得到以下结论。
1)锪窝深度大于钉板齐平时的锪窝深度时,孔周应力分布表明在受力时各层间的承载极为不均,沉头孔位置有非常明显的应力集中,这会直接导致纤维和基体产生较大损伤,引发结构发生破坏。
2)当锪窝深度小于钉板齐平时的锪窝深度时,连接件静拉伸强度变化不明显,破坏形式主要为剪切破坏。
3)锪窝过深直接影响结构件连接性能。当锪窝深度大于钉板齐平时的深度时,连接件的静拉伸强度会随着锪窝深度的增加而减少,最多下降约10.8%。同时在拉伸载荷作用下,锪窝深度较大的连接件也会更早地发生结构破坏失效,并且锪窝深度越大,失效越快,破坏形式主要为拉脱破坏。
参考文献:
[1] TIAN S,LI C Y,DAI W B,et al. Effect of the countersunk hole depth on tensile-tensile fatigue behavior of riveted specimens of AA2024-T3 alloy[J]. Engineering Failure Analysis,2020,115:104639.
[2] ZHU Y, XIONG J J. Temperature effect on mechanical performances and failure mechanisms of single-lap countersunk-screwed CFRPI-metal joint[J]. Composite Structures,2022,289:115459.
[3] LEE J , HONG T , SEO C H. Implicit force and position control to improve drilling quality in CFRP flexible robotic machining[J]. Journal of Manufacturing Processes,2021,68:1123-1133.
[4] DUDAREV A,SVIRSHCHEV V,MAKAROV V,et al. Non-cylindricity of holes formed with robotic complex[J]. IOP Conference Series:Materials Science and Engineering,2020,709(4):044067.
[5] MEI B,ZHU W D,DONG H Y,et al. Coordination error control for accurate positioning in movable robotic drilling[J]. Assembly Automation,2015,35(4):329-340.
[6] CHISHTI M,WANG C H,THOMSON R S,et al. Experimental investigation of damage progression and strength of countersunk composite joints[J]. Composite Structures,2012,94(3):865-873.
[7] LIU P, CHENG X, WANG S, et al. Numerical analysis of bearing failure in countersunk composite joints using 3D explicit simulation method[J]. Composite Structures,2016,138:30-39.
[8] NEZHAD H Y, EGAN B, MERWICK F, et al. Bearing damage characteristics of fibre-reinforced countersunk composite bolted joints subjected to quasi-static shear loading[J]. Composite Structures,2017,166:184-192.
[9] PARK C Y, GRANDT JR A F, SUH J J. Stress intensity factors for surface cracks at countersunk holes[J]. Engineering Fracture Mechanics,2006,73(13):1878-1898.
[10] LIU B,YAN C,WANG H. Effects of countersunk hole′s geometrical deviation on the strength of bolted carbon fiber-reinforced plastic/polymer metal joints under tensile loading[J]. Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2020,234(3):621-628.
[11] ASTM D5961/D5961M-01 Standard test method for bearing response of polymer matrix composite laminates[S].