
碳纤维复合材料结构R区褶皱缺陷研究
2024-06-25 15:38张琛,张栋梁
纤维复合材料 2024年2期
张琛,张栋梁


摘要本文针对碳纤维织物预浸料阳模成型L/C型梁结构,在R区出现的面外纤维褶皱缺陷进行了研究。通过控制工艺方法得到了不同毛坯厚度的试验件;对试验件固化前后厚度压缩量进行了对比;并对褶皱进行了金相显微镜分析。结果表明,复合材料R区出现褶皱是由于成型过程中,预浸料在R区层间滑移受到限制,纤维方向不可压缩导致;固化前后厚度压缩程度对R区成型质量有很大影响,压缩量越大,R区越容易出现褶皱;相比于L型结构,C型结构对纤维滑移的限制更大,更容易在R区出现褶皱。
关键词复合材料;R区;缺陷;纤维褶皱;纤维滑移
Study on Folding Defects in R-zone of Carbon Fiber Composite Structure
ZHANG Chen, ZHANG Dongliang
(AVIC Composite Company Ltd.,Beijing 101300)
ABSTRACTThis article focuses on the study of out-of-plane fiber wrinkling defects in L/C-shaped beam structures made of carbon fiber fabric pre-impregnated prepregs. Experimental specimens with different thicknesses were obtained by controlling the process method. The thickness compression before and after curing of the specimens was compared, and the wrinkles were analyzed by metallographic microscope. The results show that the wrinkles in the composite material R region are caused by the restricted interlayer slip of the prepreg in the R region during the molding process, which leads to the inability of fiber direction to be compressed. The degree of thickness compression before and after curing has a significant impact on the molding quality of the R region, with larger compression resulting in a higher likelihood of wrinkles in the R region. Compared to the L-shaped structure, the C-shaped structure has a greater restriction on fiber slip, making it more prone to wrinkles in the R region.
KEYWORDScomposite material; R region; defect; fiber fold; fiber slip
1引言
航空领域碳纤维增强树脂基复合材料用量逐渐增加,使用部位从非承力件逐渐向次承力件和承力结构部件扩展。目前,复合材料已经逐渐在机身、机翼、航空发动机等结构中大量使用[1]。由于碳纤维增强树脂基复合材料具有高比强度、高比模量、耐腐蚀、抗老化、并且易于大面积整体成型等优点,在航空航天领域应用逐渐增加,目前,复合材料在飞机梁、肋等结构中广泛应用,国内已经对复合材料R区结构进行了大量研究,制造工艺覆盖了手铺、自动化成型等多种工艺方式[2-8],但成型过程中R区经常会出现纤维褶皱现象。研究表明,树脂流动和纤维滑移是复合材料成型过程中的重要行为,T. G. Gutowski等[9-11]提出了纤维褶皱形成的理想运动学模型,纵向平面内剪切模式,即相邻纤维之间相互滑动,以及层间相对滑动的剪切模式。在一层内进行一定程度的横向剪切和纵向穿过厚度的剪切,通过不同的粘滞剪切机制,使排列的纤维符合复杂的几何形状。P. Hallander等[12-13]通过针对双曲结构变截面C型梁,对不同铺层、铺层厚度和铺层预压实的试验,研究复合材料层合板成形过程中产生褶皱的机理,证明褶皱缺陷更容易出现在过渡区的位置,在成形过程中处于整体张力下的层板凹陷区域存在压缩,层间摩擦对层间载荷传递起着重要作用,毛坯的变形能力越强,越有利于缺陷的控制。T.J. Dodwell等[14]针对阳模成型C型梁R区面外褶皱进行研究,提出了一维模型,认为铺层类似于书页,提高层间滑移能力,使铺层可以进行充分滑移,可以有效改善R区褶皱。J. Sjlander等[15]通过数值模拟的方法解释了纤维层板起皱的原理,认为产生褶皱是由于整体铺层的压缩或局部单层压缩,在成形过程中,由于材料剪切而发生局部压缩,随后发生面内褶皱,从而在材料中产生压应力。纤维平行于压应力的层更容易弯曲,从而引起面外褶皱。各项研究表明,纤维增强聚合物复合材料制造过程中褶皱缺陷形成的机理,是层压板的体积压缩,预浸料材料在纤维方向上的不可压缩性,以及由于摩擦系数或层压板的相关边界条件,影响了预浸料片相对于另一层的滑动能力,这三种因素共同影响了褶皱缺陷产生。
目前国外已经针对复合材料结构R区褶皱问题进行了一些理论研究,并建立了一些模型进行描述,但国内对该问题的研究,主要集中在力学性能和无损检测方面,对于其产生原因及影响因素鲜见报道。本文通过对复合材料毛坯厚度,试验件结构形式等因素进行了系列试验研究,通过金相显微镜对R区皱褶进行了表征,结合树脂流动及纤维滑移等理论分析了复合材料R区褶皱的产生原因及影响因素。
纤维复合材料2024年2期碳纤维复合材料结构R区褶皱缺陷研究2试验部分
2.1原材料及设备
原材料:T300级碳纤维织物增强增韧环氧树脂预浸料(碳纤维面密度为193 g/m2,含胶量40 %,固化后单层厚度为0.21 mm,中航复合材料有限责任公司)。
设备:热压罐,德国肖茨(SCHOLZ)公司;Smartzoom 5蔡司数码显微镜,德国Carl Zeiss AG集团。
2.2试验过程
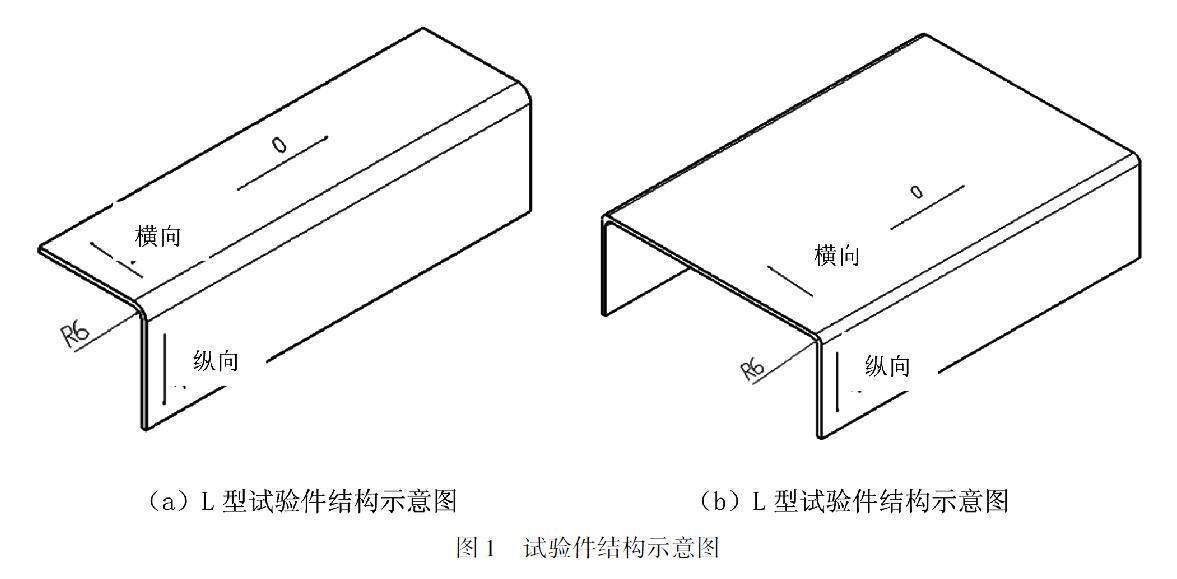
本文采用手工铺叠阳模成型的方法制备L型和C型试验件,结构示意图如图1所示。试验件铺层设计为:[45/-45/0/90/-45/45/0/90/-45/45/0/90/0]s,理论厚度3.78 mm,结构R角半径6 mm。
通过预浸料预浸工艺调整以及铺叠过程工艺调整,可以得到不同厚度的L型及C型结构毛坯,对固化前后R区域的厚度测量,计算出压缩量,同时通过宏观观察和金相剖切的方法对R区皱褶缺陷进行表征。
所有试验件固化工艺制度如图2所示,均采用:加压0.6 MPa,当罐内压力达到0.14 MPa时真空袋接通大气,同时升温至180 ℃,保温120 min,降温卸压,升温速率为0.5~2 ℃/min,降温速率为0.5~3 ℃/min。
3试验结果
3.1L型试验件制造结果
测量未固化毛坯厚度,与固化后试验件的厚度进行对比,得到试验件固化前后厚度压缩量,对制造结果进行判断,制造结果如表1所示。
当试验件固化前后厚度压缩量为14.0 %和19.2 %时,R区未出现明显褶皱;当固化前后压缩量为22.9 %时,R区出现褶皱。
3.2C型试验件制造结果
测量未固化毛坯厚度,与固化后试验件的厚度进行对比,得到试验件固化前后厚度压缩量,对制造结果进行判断,制造结果如表2所示。
当试验件固化前后厚度压缩量为9.8 %时,R区未出现明显褶皱;当固化前后压缩量为18.9 %和20.9 %时,R区出现褶皱。
4结果及讨论
4.1压缩量对R区褶皱的影响
通过试验测试得到L 型和C型两种构型压缩量对R区褶皱的关系,如表1和表2所示。
可以看出,在本试验条件下,R区褶皱与复合材料固化前后的压缩量成正相关。固化前后厚度压缩量较低时,R区不容易出现褶皱,压缩量达到一定程度后,将出现褶皱。
4.2结构形式对R区褶皱的影响
通过对比L型和C型两种构型,可以看出,R区褶皱与试验件的结构形式有关。当厚度压缩量程度相同时(L-2/C-2),C型结构比L型结构更容易产生R区褶皱。
4.3R区褶皱的特点及规律分析
通过金相显微观察L-1~L-3,C-1~C-3,可以看出试验件产生R区纤维褶皱的位置,均靠近贴袋面,即接近表层位置,贴近模具的铺层未出现褶皱。以C-1和C-3为例,如图3所示,褶皱处纤维出现堆积,未能向两侧充分滑移展开,纤维明显向外拱起;大量树脂填充在拱起的纤维下方,树脂含量明显增加。
由于在复合材料成型过程中,树脂流动和纤维滑移的结果决定了制件的成型质量,特别是存在R角结构的产品,R区位置的纤维滑移效果决定了最终制件的外形质量。在热压罐工艺中,树脂在固化过程中随温度升高粘度变低,在压力作用下会出现向面内和层间的流动,同时纤维在厚度方向逐渐密实,制件整体厚度降低,但在纤维方向是不可压缩的,由于树脂的剪切流动,铺层之间应会出现滑移,但由于层间摩擦力的存在以及外界压力会增加层间摩擦,滑移效果受到影响,导致纤维无法充分滑移,而出现皱褶。同时增韧剂的存在,使预浸料系统内除了热固性树脂典型的渗流流动外,也表现出了热塑性树脂的剪切流动,使纤维滑移进一步受到限制。
材料压缩具有累积性,材料压缩示意图如图4所示。假设材料每层之间均匀压缩,不同铺层因压缩而产生的位移量计算方法为:
Sn=(h0-h)×(n-0.5)(1)
式中,h0为固化前单层厚度;h 为固化后单层厚度,n为层数。
理想的成型过程,如图5(a)所示,随着厚度的压缩,纤维自由滑移至相应位置。但实际成型过程中,纤维滑移受阻,当压缩量过大时,如图5(b)所示,材料在R区出现堆积,由于靠近表层的位置,材料的位移量更大,堆积更严重。在树脂低粘度阶段纤维未能充分滑移并适应型面,就会出现弯曲,最终形成褶皱。
相比于L型结构,C型结构由于两侧R角的互相约束使其对纤维滑移的束缚更大,如图6所示,因此更容易出现R区纤维褶皱。
5结语
(1)复合材料R区出现褶皱是由于成型过程中,预浸料在R区层间滑移受到限制,纤维方向不可压缩,导致出现纤维弯曲,形成面外褶皱。
(2)复合材料固化前后厚度压缩程度对R区成型质量有很大影响,压缩量越大,R区越容易出现褶皱。
(3)相比于L型结构,C型结构对纤维滑移的限制更大,更容易在R区出现褶皱。
参 考 文 献
[1]魏然,苏震宇,刘洋. 先进树脂基复合材料在商用航空发动机中的应用 [J]. 科技创新与应用, 2024, 14 (03): 193-196. DOI:10.19981/j.CN23-1581/G3.2024.03.046.
[2]陈文,黄哲,杨帆,等. 基于国产T300级碳纤维复合材料C型肋结构成型工艺 [J]. 高科技纤维与应用, 2024, 49 (01): 64-69.
[3]薛向晨,胡江波,王犇,等. 基于叠层滑移工艺的复合材料J形和C形梁成形技术 [J]. 航空科学技术, 2020, 31 (06): 27-34. DOI:10.19452/j.issn1007-5453.2020.06.005.
[4]程文礼,魏然,梁宪珠. 先进复合材料制造及过程控制技术 [J]. 民用飞机设计与研究, 2020, (01): 85-90. DOI:10.19416/j.cnki.1674-9804.2020.01.015.
[5]王凯,陈敏英,苏月. 复合材料梁结构件的成型方法研究概况 [J]. 纤维复合材料, 2019, 36 (04): 63-67+72.
[6]房晓斌,郭俊刚,王宏博,等. 浅谈复合材料C型梁的制造工艺 [J]. 粘接, 2019, 40 (01): 50-53+57.
[7]李雪芹,安学锋,郭双喜,等. 含斜坡过渡区的复合材料C型梁热隔膜成型模拟[C]// 中国复合材料学会,杭州市人民政府. 第三届中国国际复合材料科技大会摘要集-分会场16-19. 北京航空材料研究院,先进复合材料重点试验室;中航工业复合材料技术中心;, 2017: 1.
[8]韩小勇,苏佳智,徐少晨,等. 复合材料C型肋零件回弹研究 [J]. 航空制造技术, 2016, (20): 63-67. DOI:10.16080/j.issn1671-833x.2016.20.063.
[9]GUTOWSKI T G, CAI Z, BAUER S, et al. Consolidation Experiments for Laminate Composites[J]. Journal of Composite Materials, 1987,21(7):650-669.
[10]GUTOWSKI T G, MORIGAKI T, ZHONG C. The Consolidation of Laminate Composites[J]. Journal of Composite Materials, 1987,21(2):172-188.
[11]Li T . Laminate wrinkling scaling laws for ideal composites[J]. Composites Manufacturing, 1995.
[12]Hallander P , Akermo M , Mattei C , et al. An experimental study of mechanisms behind wrinkle development during forming of composite laminates[J]. Composites Part A Applied Science and Manufacturing, 2013, 50(50):54-64.
[13]A P H , B J S , B M K . Forming induced wrinkling of composite laminates with mixed ply material properties; an experimental study[J]. Composites Part A: Applied Science and Manufacturing, 2015, 78:234-245.
[14]Dodwell T J , Butler R , Hunt G W . Out-of-plane ply wrinkling defects during consolidation over an external radius[J]. Composites Science & Technology, 2014, 105(dec.):151-159.
[15]Sjlander J , Hallander P , Kermo, M. Forming induced wrinkling of composite laminates: A numerical study on wrinkling mechanisms[J]. Composites Part A Applied Science & Manufacturing, 2016, 81:41-51.
猜你喜欢
建材发展导向(2022年2期)2022-03-08
民用飞机设计与研究(2020年1期)2020-05-21
纤维复合材料(2018年3期)2018-04-25
电子测试(2017年11期)2017-12-15
文艺生活·下旬刊(2016年10期)2016-11-03
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
应用化工(2014年10期)2014-08-16
无机化学学报(2014年4期)2014-02-28
环球时报(2014-02-17)2014-02-17
