基于PLC的智能手环全自动充电触点铜柱装配机设计
2024-06-01 19:50:00覃胜林岳高陈勇林覃文辉马秸耘
现代信息科技 2024年4期
覃胜林 岳高 陈勇林 覃文辉 马秸耘
收稿日期:2023-06-02
基金项目:广西大学生创新训练项目(S202210595108)
DOI:10.19850/j.cnki.2096-4706.2024.04.037
摘 要:智能手環的市场需求量持续增大,但因其结构复杂精细,传统人工装配生产效率低下且易因疲劳导致装配精度较差等质量问题。对此,提出一款基于PLC集成的智能手环充电触点铜柱全自动安装设备。设备采用可编程控制器PLC作为核心控制器,通过光电传感器和磁性开关采集机械装置工作状态信息并进行实时反馈与控制,实现智能手环充电触点铜柱全自动安装,推动智能手环产能、装配质量与优品率协同提升。
关键词:充电触点铜柱;自动化安装;PLC控制;机械设计制造
中图分类号:TP273 文献标识码:A 文章编号:2096-4706(2024)04-0180-05
Design of an Intelligent Bracelet Fully Automatic Charging Contact Copper Pillar Assembly Machine Based on PLC
QIN Shenglin, YUE Gao, CHEN Yonglin, QIN Wenhui, MA Jieyun
(School of Mechanical and Electrical Engineering, Guilin University of Electronic Technology, Guilin 541004, China)
Abstract: The market demand for smart bracelets continues to increase, but due to their complex and fine structure, traditional manual assembly production efficiency is low, and fatigue can easily lead to poor assembly accuracy and other quality problems. A fully automatic installation device for the charging contact copper pillar of an intelligent bracelet based on PLC integration is proposed. The equipment adopts a programmable logic controller (PLC) as the core controller, which collects the working status information of the mechanical device through photoelectric sensors and magnetic switches, and provides real-time feedback and control. It realizes the fully automatic installation of the charging contact copper pillar of the smart bracelet, promoting the synergistic improvement of intelligent bracelet production capacity, assembly quality, and excellent product rate.
Keywords: charging contact copper pillar; automated installation; PLC control; mechanical design and manufacturing
0 引 言
智能手环是一种智能穿戴式设备,除能通过记录日常锻炼、睡眠等实时数据来指导用户健康生活外,未来随着移动通信、图像技术与人工智能等技术的不断发展,还有望成为工作辅助设备并运用于日常工作以及通信和医疗等行业中,其市场需求量巨大[1]。触点充电式手环使用寿命持久且充电效率高,而高质量高精度的充电触点铜柱安装是其生产过程的重要一环,传统手工安装质量不稳定且工作效率低,无法满足规模化高质量生产需求[2]。自动化生产质量稳定且工作效率高,适合充电手环的大批量生产,但目前研制的充电触点铜柱装配机器体型较大且自身成本较高,有待进一步优化。针对上述情况,本文基于PLC逻辑控制器开展小体积、高精度与低成本全自动手环充电触点铜柱装配机设计与优化,实现铜柱的全自动化控制与安装功能控制,以满足智能手环优质与高效的自动化生产需求。
1 设计思路与总体结构
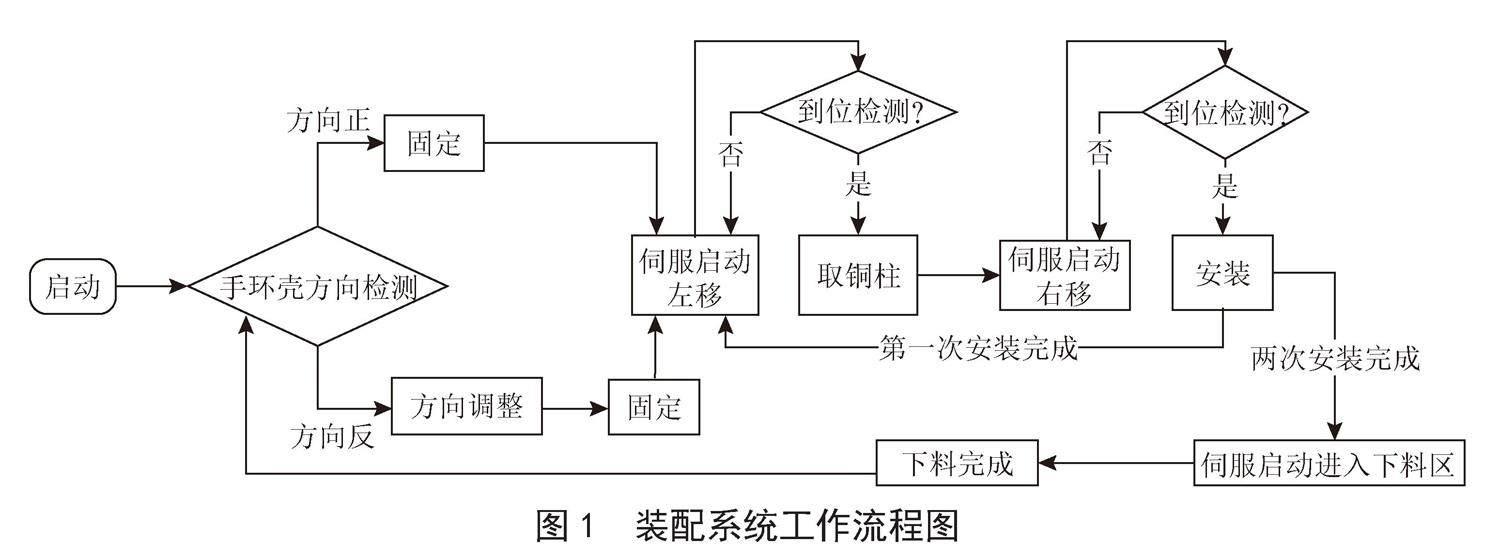
综合现有生产设备与充电触点铜柱安装方法,本文设计出一种基于PLC控制的智能手环充电触点铜柱自动装配系统。其中,PLC控制器整合光电传感器和磁性开关的状态信息,执行相应的程序指令来控制驱动伺服电机模组和控制外部继电器通断,间接控制机械装置中的各式气缸,实现系统的供料、吸取、装配和下料等功能,实现连续自动装配手环充电触点铜柱,其具体工作流程如图1所示。
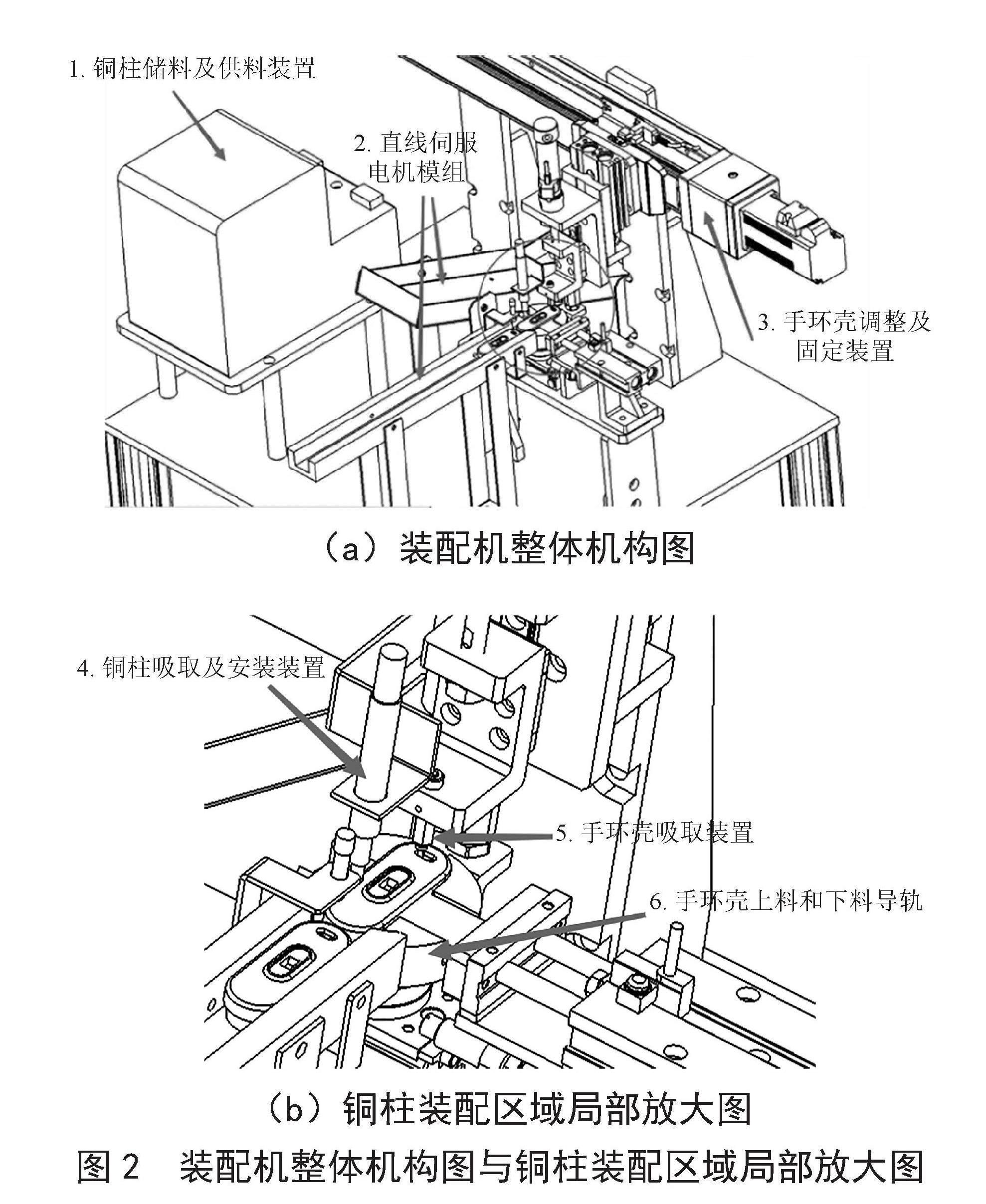
按照上述思路,本文设计的装配系统主要由铜柱储料及供料装置、直线伺服电机模组、手环壳调整及固定装置、铜柱吸取及安装装置、手环壳吸取装置、手环壳上料和下料导轨六部分组成,如图2所示,各部分功能如下:
1)铜柱储料及供料装置:储存充电铜柱并为设备提供原料,供吸盘重复吸取进行安装。
2)直线伺服电机模组:作为桥梁,利用伺服电机携带部分直线气缸和吸盘在不同装置间进行移动。
3)手环壳调整及固定装置:包括旋转气缸和双轴直线气缸,进行手环壳方向的调整和安装前的固定操作。
4)铜柱吸取及安装装置:对铜柱进行吸取及安装,将其安装于直线伺服电机模组。
5)手环壳吸取装置:对手环壳进行吸取与转移,将其安装于直线伺服电机模组。
6)手环壳上料和下料导轨:引导手环壳进料和出料。
(a)装配机整体机构图
(b)铜柱装配区域局部放大图
图2 装配机整体机构图与铜柱装配区域局部放大图
2 电气控制系统设计
自动化控制是该智能手环自动装配系统功能实现的重要环节,本文主要采用可编程逻辑控制器PLC来实现铜柱的全自动化控制与安装。PLC控制器是一种专门为工业生产应用而开发的数字运算操作与电子控制系统,有望直接应用到现有的智能手环生产流程与控制中[3,4]。设计采用DELTD DVP40ES00T2型PLC控制器,同时采用ISPsoft软件进行编程。针对装配机和PLC工作特点,将总体程序分为多个程序单元,并使用梯形图和SFC图完成程序单元及总程序的编写,外部的光电传感器及磁性开关负责提供程序单元运行时所需的部分条件及转移条件,顺序控制机器完成整个装配过程实现自动装配功能[5]。PLC编程方便简洁,可高效完成充电触点铜柱的装配,具有高可靠性、良好的兼容性和灵活性等优点[6]。
3 控制软件设计
程序设计整体基于ISPsoft软件中的顺序功能流程图完成编写。程序整体分为多个功能模块顺序执行完成全自动装配功能,程序主要功能模块包括手环壳方向判断功能模块、伺服脉冲输出功能模块、充电铜柱吸取功能模块及铜柱安装功能模块。
3.1 手环壳方向判断功能模块
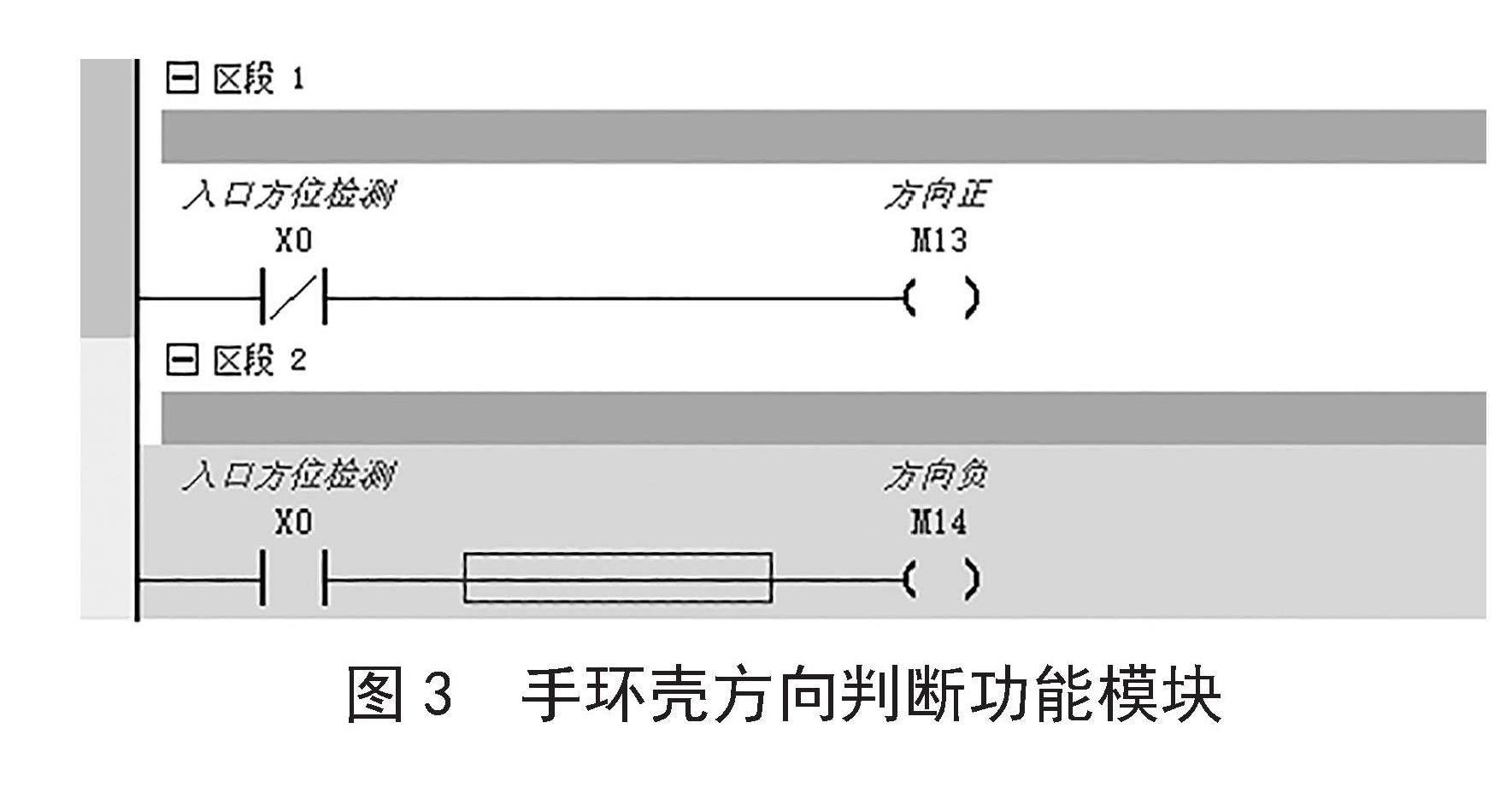
此功能模块主要作用为判断处于上料导轨末端的手环壳的方向,是基于进入导轨末端的激光对射传感器的信号X0变化进行手环壳方向判断。手环壳处于进入导轨末端等待固定安装时,若手环壳方向为正,激光对射传感器的激光通过未安装充电铜柱的孔,未检测到遮挡物,传感器信号输出低电平,程序判断为方向正,转移条件M13输出,进入程序分支1;若手环壳方向为反,则会检测到遮挡物,传感器信号输出高电平,程序判断为方向反,转移条件M14输出,进入程序分支2。程序分支1、2区别在于是否对手环壳方向进行调整。功能模块设计如图3所示。
图3 手环壳方向判断功能模块
3.2 伺服脉冲输出功能模块
此功能模块的作用主要是输出脉冲给伺服电机驱动器,控制伺服电机。进入该功能模块,达成初始条件后,通过脉冲输出指令DPLSY和Y0输出端口输出,脉冲同时通过输出端口Y1的输出信号确定运动方向,使直线运动模组按既定方向运行。脉冲输出完成后,辅助继电器M1029接通。基于铜柱吸取位置的霍顿开关的信号输出X11判断是否到达既定位置。若没有到达既定位置,则会通过分支程序重新返回该程序功能模块输出脉冲;反之进入下一程序功能模块。图4所示为完成手环壳固定操作后的第一次输出脉冲功能模块。
3.3 充电铜柱吸取功能模块
如图5所示,充电铜柱吸取功能模块的作用主要是对充电铜柱进行吸取,一个完整功能流程需要进行两次充电铜柱的吸取。直线运动模组到达铜柱吸取位置(左侧位),直线气缸携带小吸盘向下运动,紧压充电铜柱。延时T9结束后,进行吸取铜柱。功能基于输出端口信号,接通或断开外部继电器,控制气缸。其中,延时T9、T10是为保持设备运行的稳定性,给予气缸运行完成所需的必要时间,可根据实际情况修改。
图5 充电铜柱吸取功能模块
3.4 充电铜柱安装功能模块
如图6所示,充电铜柱安装功能模块的作用主要是对充电铜柱进行装配,一个完整功能流程需要进行两次充电铜柱的安装。直线运动模组携带充电铜柱到达安装位置右侧位(第二次安装,到达右侧位后先进行位置的精确微调),由两个直线气缸携带被吸附的充电铜柱压入既定孔,完成后恢复初始状态并进入下一步。其中,延时T11、T12是为保持设备运行的稳定性,给予气缸运行完成所需的必要时间,可根据实际情况修改。
图6 充电铜柱第一次安装功能模块
4 气动控制系统
4.1 气缸装置
气缸主要利用气体膨胀做功,气动机构与工作部件可因超载而停止不动,无过载的危险,因而具有反应迅速、耗能低与安全性高的特点[7],是该设计中的主要动力器件。相较于目前的前端手环壳调整方式,本设计增加了旋转气缸和双轴气缸作为核心装置分别来调整手环壳方向以及固定手环壳,其连接顺序与装配结构如图7所示。
图7 旋转气缸和双轴气缸
旋转气缸和双轴气缸的作用及工作过程分别介绍如下。
4.1.1 HRQ2旋转气缸
其上方安裝有载物台,当设备运行时,手环壳进入导轨的末端,经激光对射传感器检测并确定其方向,若方向为正(激光无遮挡),手环壳进入载物台立即由双轴气缸进行固定;若方向为反(激光有遮挡),则会先利用旋转气缸进行方向调整然后再由双轴气缸固定。使用旋转气缸可有效简化结构并提高自动化,样机测试结果显示方向检测正确率达到96%以上。
4.1.2 TN10X20S双轴气缸
手环壳经旋转气缸调整方向完毕且经漫反射激光传感器确认到位后,双轴气缸将执行直线运动并用缓冲橡胶垫压紧手环壳并固定。双轴气缸能有效固定手环壳,提高铜柱安装时的稳定性以及产品质量,降低次品率。
4.2 伺服电机
伺服电机是一种补助马达间接变速装置,具有运转平稳与噪声较小等优点,可以克服步进电机低速运转时的低频振动[8]。在本设计中,铜柱和手环壳的吸取主要依靠吸盘来完成,伺服电机的稳定性可以保障在较低气压下吸盘能够快速可靠的吸取壳体或铜柱完成转移动作,所用伺服电机型号为ECMA-C20401GS[9]。在双轴气缸完成手环壳固定后,PLC控制器向伺服电机驱动器输出脉冲,通过控制伺服电机转移吸取铜柱以及吸取手环壳的吸盘,完成铜柱安装及装配完成后手环壳的转移。在可靠转移条件下,铜柱转移效率可以达到50个/每分钟。伺服电机可在保证设备安全性提高的同时大幅度提高其装配稳定性及装配效率。
4.3 传感检测模块
本设计采用大量的传感器来实时监测物料位置信息和设备工作状态信息,为PLC控制器提供信息支持并实现其有效逻辑控制[10],从而提高设备的稳定性、安全性与可靠性。各类传感器信息如表1所示。
表1 传感器信息表
传感器名称 作用
磁性开关 信号转化,完成对气缸工作状态的采集
激光对射传感器 检测孔的位置,确定是否需要调整方向
限位开关 直线运动模组位置信息采集
漫反射传感器 检查壳体位置,确保到位
5 测试分析
根据上述结构设计方案和电路设计方案得出样机。经样机测试分析得出部分数据,其中,样机占地面积仅为0.5平方米,整体装配完成平均速率达到32个/每分钟,部分情况如表2所示。
表2 样机测试情况
测试项 数值/个 样本数/个 成功率/ %
方向检测准确度 48 50 96
充电触点铜柱吸取成功率 50 50 100
充电触点铜柱装配成功率 48 50 96
整体装配完成成功率 46 50 92
6 结 论
本文基于PLC控制设计了一款小体积、低成本的全自动手环充电触点铜柱装配机。该设备以气缸和伺服电机作为主要动力器件,通过各式传感器保障程序运行逻辑和设备稳定运行,实现手环充电触点铜柱全自动装配的功能。样机测试结果显示装配速率可以达到32个/每分钟,装配效率提高20%,具有产品质量高、装配效率高与安全性高等优点。该装配机基于PLC控制,与现有主流设备相比,该设计占地面积仅为0.5平方米,减少了占地面积,可接入智能化的工厂制造系统并采用并联式生产线提高产能,有望替代现有装配设备,具有较高的应用价值。
参考文献:
[1] 李鸣佩.智能手环设计和研究 [J].科学技术创新,2021(28):194-196.
[2] 李晓东.计算机控制技术在工业自动化控制中的应用 [J].现代制造技术与装备,2023,59(5):204-206.
[3] ZHOU L,CUI Y. The Application of PLC Control Technology in Electric Automation [J/OL].International Journal of Frontiers in Engineering Technology,2022,4(1)[2023-05-06].https://francis-press.com/papers/5641.
[4] 张雷. PLC控制系统在智能制造中的应用 [J].电子技术,2023,52(1):307-309.
[5] 刘艳苹.PLC技术中的顺序控制设计分析 [J].电子技术,2022,51(7):166-168.
[6] 马海山.PLC控制系统在电气自动化中的应用 [J].集成电路应用,2023,40(5):382-383.
[7] 谭磊.基于有限元的高压气缸动态特性研究 [D].武汉:华中科技大学,2019.
[8] 周俊.浅议伺服电机的安装与调试 [J].中国设备工程,2022(17):101-103.
[9] 張宇皓.基于PLC控制双伺服电机驱动连铸结晶器非正弦振动研究 [D].秦皇岛:燕山大学,2022.
[10] 黄勇超,邓发云.光电传感器在自动生产线中的应用 [J].现代信息科技,2021,5(14):162-164+169.
作者简介:覃胜林(2001—),男,汉族,广西梧州人,本科在读,研究方向:专业电子封装技术;通讯作者:岳高(1987—),男,汉族,四川绵阳人,讲师,工学博士,研究方向:电子束表面处理、金属高温腐蚀防护与自动化设计。
猜你喜欢
建筑建材装饰(2016年11期)2016-12-29 19:13:49
科技创新与应用(2016年34期)2016-12-23 18:52:54
科学与财富(2016年18期)2016-12-22 18:00:55
科学与财富(2016年18期)2016-12-22 18:00:22
科学与财富(2016年18期)2016-12-22 18:00:06
科学与财富(2016年18期)2016-12-22 17:51:16
电子技术与软件工程(2016年20期)2016-12-21 10:59:12
电子技术与软件工程(2016年19期)2016-12-19 18:49:35
数字技术与应用(2016年9期)2016-11-09 22:09:07
科学与财富(2016年28期)2016-10-14 19:52:27