
白酒中氨基甲酸乙酯及其前体物的控制方法
2024-05-14 09:25:40周韩玲宋廷富李隆淼
中国酿造 2024年4期
周韩玲,赵 东,郭 艳,宋廷富,李隆淼,郑 佳,2*
(1.宜宾五粮液股份有限公司,四川 宜宾 644007;2.固态发酵资源利用四川省重点实验室,四川 宜宾 644000)
氨基甲酸乙酯(ethyl carbamate,EC)是食品在发酵或存储过程中天然产生的一种2A类致癌物[1-2],其中,饮料酒中EC含量较高[3]。加拿大、捷克和日本等国家针对蒸馏酒中EC制订的限量标准为150 μg/L,美国规定蒸馏酒中EC的上限值为125 μg/L[3-4]。作为世界六大蒸馏酒之一,中国白酒中含有一定量的EC[5],目前,EC已成为我国白酒走向国际化的技术壁垒之一[6]。
中国白酒香型众多,每种香型的白酒都有其独特的生产工艺和酒体风格[7],如何在不改变酿造工艺、不影响酒体感官和不降低白酒产量的前提下降低EC含量,是酒企面临的共同难题[6,8]。活性炭可用于吸附白酒中的EC,但会将酒中微量风味成分吸附过滤掉,对酒体感官影响较大[9];白酒酒头中醛类等低沸点香味物质含量较高,酒企一般将酒头回蒸或贮存另作它用[7],“掐头”法有助于控制成品酒中EC含量,但会降低产量且损失部分香气成分[10];王金梦等[11]将壶式二次蒸馏技术应用于酒厂中试生产,酒中EC去除效果较好,但是挥发性脂肪酸含量显著降低,蒸馏后的酒体香味及丰满度较原酒差。
氰化物是白酒中EC的一种重要前体物,酿造原料高粱中蜀黍氰苷又是白酒中氰化物的重要前体物[6,12-13],控制酒体中氰化物及高粱中蜀黍氰苷的含量可有效降低白酒中EC含量[6]。本研究对氰化物挥发法、氰化物反应法、高粱去皮法和低氰高粱选择法降低白酒中EC含量及前体物的效果进行了比对,并对四种方法在实际生产中的应用前景进行了探讨,以期为白酒生产企业降低酒中EC含量、提高白酒品质提供参考。
1 材料与方法
1.1 材料与试剂
H1高粱:产地为中国东北地区;H2高粱:产地为中国西南地区。
铜丝网(0.2 mm,20目):市售。
氨基甲酸乙酯(纯度99%):梯希爱(上海)化成工业发展有限公司;D5-氨基甲酸乙酯(纯度98%)、蜀黍氰苷(纯度95%):美国Sigma-Aldrich公司;氰标准溶液(质量浓度为50 mg/L):中国计量科学研究院;正己烷、乙酸乙酯(均为分析纯):天津市科密欧化学试剂有限公司;乙醚、磷酸、氯胺T(均为分析纯):成都市科隆化学品有限公司;甲醇(色谱纯):德国Merck公司。
1.2 仪器与设备
7890A型气相色谱仪、7890A-5975C型气相色谱-质谱联用仪:美国Agilent公司;ExionLC-5500型三重四级杆液相色谱-质谱联用仪:美国AB Sciex公司;DMA 35型手持式密度计:奥地利安东帕公司;SBEQ-CG1012型固相萃取装置:上海安谱实验科技股份有限公司;SHB ⅢA型循环水式真空泵:杭州大卫科教仪器有限公司;TTL-DCⅡ型氮吹仪:北京同泰联科技发展有限公司;Milli-Q型超纯水仪:美国Millipore公司;ML1602型百分之一分析天平、AE200型万分之一分析天平:美国梅特勒-托利多公司;LRH-250型生化培养箱:上海一恒科学仪器有限公司;FSJ-Ⅱ型锤片式粮食粉粹机、JLG-Ⅲ实验砻谷机:中储粮成都粮食贮藏科学研究院;YM-060S型超声波清洗机:深圳市雨盟超声波清洗机设备厂。
1.3 实验方法
1.3.1 氰化物挥发法
在宜宾地区某浓香型酒厂中试车间进行试验:窖池中取出6甑酒醅混合在一起,加上适量粮食后混匀,平均分成两堆,一堆为实验组粮糟,另一堆为对照组粮糟。
实验组:向实验组粮糟中加入糠壳拌匀后物料上甑,盖上甑盖,加大蒸汽,待甑盖发烫且连接弯管处有酒汽冒出时关小蒸汽,1 min后完全关掉蒸汽,10 min后连接冷却器,按正常工艺蒸酒。
对照组:向对照组粮糟中加入糠壳拌匀,按正常工艺上甑、蒸酒。
实验组和对照组同时蒸酒,依照浓香型白酒生产工艺按质摘酒[7],各进行3次试验,每次各取酒头、前段酒、后段酒500 mL,测定酒精度,按照国标GB 5009.36—2023《食品安全国家标准食品中氰化物的测定》中气相色谱法测定酒中氰化物含量后[14],将酒样密封,置于28 ℃恒温培养箱中贮存1年,按照国标GB 5009.223—2014《食品安全国家标准食品中氨基甲酸乙酯的测定》方法测定EC含量[15]。
1.3.2 氰化物反应法
在宜宾地区某浓香型酒厂小试车间进行试验:窖池中取出6甑酒醅混合在一起,加上适量粮食混匀,平均分成两堆,一堆为实验组粮糟,另一堆为对照组粮糟。
实验组:向实验组粮糟中加入糠壳拌匀后上甑,在上完甑后的粮糟上铺置一层铜丝网,盖上甑盖,按正常工艺蒸酒。
对照组:向对照组粮糟中加入糠壳拌匀,按正常工艺上甑、蒸酒。
实验组和对照组同时蒸酒,各进行3次试验,每次各取酒样500 mL,测定氰化物含量,按照国标GB/T 10345—2022《白酒分析方法》对酒样进行感官品评[16]。
1.3.3 高粱去皮法
使用实验砻谷机分别对H1、H2高粱样品进行去皮处理:每次碾磨量16.00 g,碾磨时间120 s,碾磨完后收集去皮后的高粱米(胚乳和胚)和高粱糠(果皮和种皮)。分别将两种高粱、高粱米和高粱糠粉粹,过120目筛,称取1.50 g,经20 mL甲醇水溶液(95∶5,V/V)超声提取1 h、8 000 r/min离心10 min后,取上清液0.4 mL,超纯水稀释3倍,经0.2 μm滤膜过滤后进三重四级杆液相色谱-质谱联用仪分析,计算去皮前籽粒、高粱米和高粱糠中蜀黍氰苷含量[17]。
1.3.4 低氰高粱选择法
试验在宜宾地区某酒厂小试车间进行,将4口窖池分成两个组(实验组和对照组),每组2口,其中实验组以H2高粱(蜀黍氰苷含量为1.62 mg/kg)为高粱原料,对照组以H1高粱(蜀黍氰苷含量为7.26 mg/kg)为高粱原料,另四种原料(小麦、大米、玉米、糯米)相同,两个组均按照五粮浓香型白酒生产工艺进行酿酒试验,各进行6轮试验,每口窖池的每轮白酒蒸馏出来后,取样,测定原酒酒精度,测定氰化物含量后将酒样密封,置于28 ℃恒温培养箱中贮存360 d,测定EC含量。
1.3.5 数据处理
采用Excel 2019进行数据分析,试验数据均重复测定3次,结果以“平均值±标准差”表示,并采用SPSS 24.0数据分析软件对数据进行显著性分析。
2 结果与分析
2.1 氰化物挥发法
实验组和对照组相应的各段酒酒精度差异较小,酒头酒精度为75%vol,前段酒酒精度为72%vol,后段酒酒精度为65%vol。对照组和实验组各白酒酒样中氰化物和EC含量测定结果见表1。
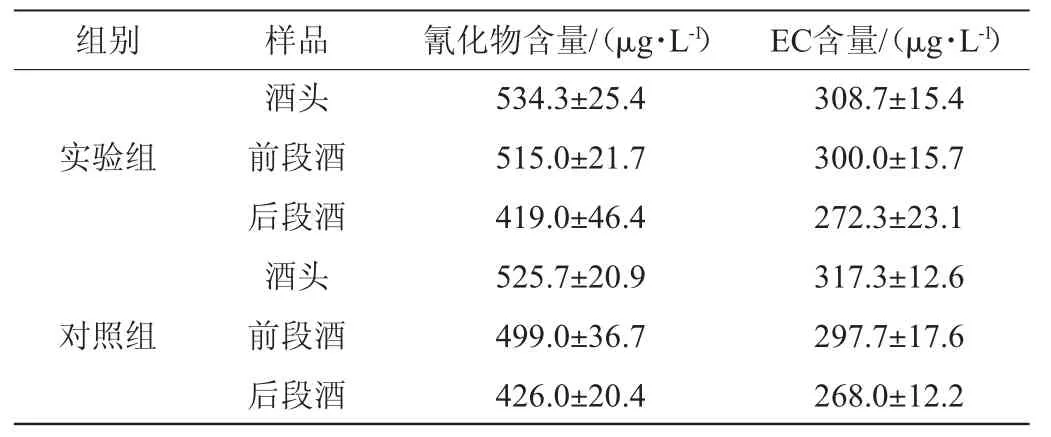
表1 白酒酒样中氰化物和氨基甲酸乙酯含量测定结果Table 1 Determination results of cyanide and ethyl carbamate contents in Baijiu samples
高粱中蜀黍氰苷水解可生成氢氰酸[18],本研究尝试利用氢氰酸沸点低(25.7 ℃)的特点,在蒸酒过程中将其挥发掉,从而降低酒体中氰化物含量,进一步达到降低EC的目的。由表1可知,实验组和对照组的酒头、前段酒和后段酒中初始氰化物含量差异不显著(P>0.05)。酒样于28 ℃下贮存1年后,其EC含量达到相对稳定状态[6],实验组和对照组的酒头、前段酒和后段酒中EC含量差异不明显(P>0.05),说明氰化物挥发法降低白酒中氰化物和EC含量效果较差。
由表1亦可知,随着蒸酒的进行,氰化物逐步被蒸出并进入到各段酒中,酒头中氰化物含量略高于前段酒,前段酒中氰化物含量高于后段酒;达到相对稳定状态时,酒头、前段酒和后段酒中EC含量与氰化物趋势相似。蒸酒过程中,酒头中氰化物的富集作用不显著,因此,采用“掐头”法降低浓香型白酒中氰化物和EC含量时,效果不理想。
2.2 氰化物反应法
测定实验组和对照组酒样中氰化物含量,并对酒样进行感官品评,结果见表2。

表2 酒样中氰化物含量及感官品评结果Table 2 Cyanide contents and sensory evaluation results of Baijiu samples
Cu2+可催化氰化物反应生成EC[19],本研究尝试在氰化物进入酒中前将其催化反应掉,从而达到降低酒体中氰化物和EC含量的目的。由表2可知,实验组酒样中氰化物平均含量比对照组低43.9%,差异极显著(P<0.01),氰化物去除效果较好,但对酒样进行感官品评时有明显的金属味。
感官品评是白酒质量评判的重要手段,品评项目包括酒体的色泽和外观、香气、口味、口感和风格等[16,20],酿造工艺决定了白酒的香型,香型不同,白酒的感官品质不同[7];同一种香型的白酒,质量等级不同,呈现出的感官也不同[21]。因此,在研究白酒中EC控制方法时,要以不改变酿造工艺、不影响酒体感官为前提,否则方法无法得到实际应用。氰化物反应法虽然去除氰化物效果较好,但将异杂味带入酒中,严重影响了酒体风格,降低了产品质量,且铜丝网的使用可能会引起糟醅中Cu2+含量升高,Cu2+浓度过高影响微生物的生长代谢,进而影响糟醅发酵,因此,氰化物反应法不适合应用于企业实际生产。
2.3 高粱去皮法
分别测定H1、H2高粱样品及其碾磨后的籽粒、高粱皮中蜀黍氰苷含量,结果见表3。
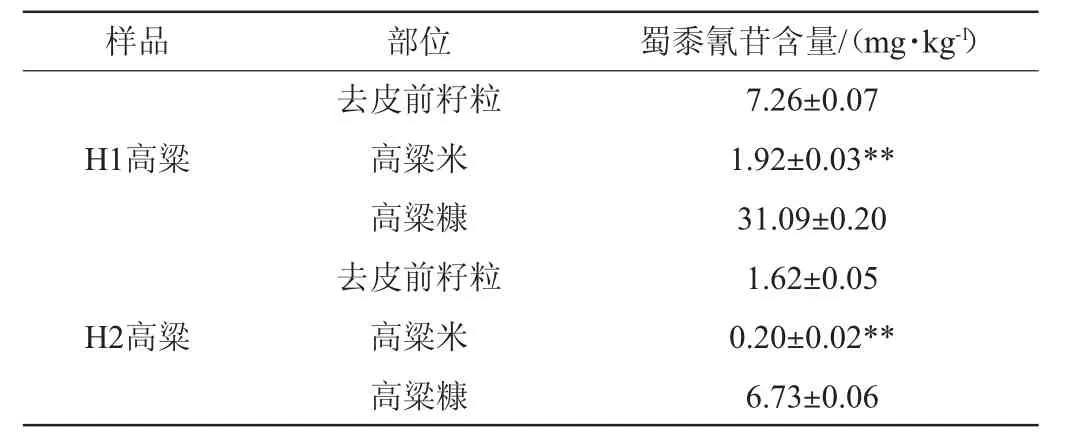
表3 高粱籽粒各部位蜀黍氰苷含量测定结果Table 3 Determination results of dhurrin contents in various parts of sorghum grains
由表3可知,H1高粱中蜀黍氰苷含量较高,去皮前籽粒和去皮后的高粱米中蜀黍氰苷含量分别为7.26 mg/kg、1.92 mg/kg,差异极显著(P<0.01),经去皮处理后,H1高粱籽粒中蜀黍氰苷含量降低了73.6%,高粱糠中蜀黍氰苷含量高达31.09 mg/kg。H2高粱中蜀黍氰苷含量为1.62 mg/kg,经去皮处理后,籽粒中蜀黍氰苷含量降低了87.7%。高粱中的蜀黍氰苷是白酒中氰化物的重要前体,氰化物又是EC的重要前体物,蜀黍氰苷主要存在于高粱的皮层中,由此可推测,将酿酒高粱进行去皮处理,可大幅降低蜀黍氰苷含量,进而能降低白酒中氰化物和EC含量。
大多数名优白酒之所以都采用高粱作为主要酿造原料,除淀粉含量高、蛋白质及脂肪含量适中、氨基酸种类全面等原因外[22],还有一个重要原因:高粱中含有一定量的单宁,发酵过程中,单宁不仅能抑制有害微生物的生长,提高出酒率,其产生的衍生物丁香酸和丁香醛等香味物质还能增加白酒的芳香风味[23]。而高粱籽粒里的单宁主要分布在皮层中[24],进行去皮处理时也会将大部分单宁去掉,此外,高粱去皮后硬度等物理性状发生了改变,其吸水率等也可能会随之发生改变,因此,能否将高粱去皮法应用于实际生产,还需通过长时间的酿酒试验来进行验证。
2.4 低氰高粱选择法
实验组采用蜀黍氰苷含量低的H2高粱,对照组采用蜀黍氰苷含量高的H1高粱酿造白酒。测定白酒酒样中氰化物和EC含量,结果见表4。

表4 白酒酒样中氰化物和氨基甲酸乙酯含量测定结果Table 4 Determination results of cyanide and ethyl carbamate contents in Baijiu samples
由表4可知,实验组白酒酒样中氰化物含量为163.3mg/kg,对照组酒样中氰化物含量为565.0 mg/kg,实验组酒样中氰化物含量显著低于对照组(P<0.01),贮存1年后,白酒酒样中EC含量为214.0 mg/kg,实验组酒样中EC含量显著低于对照组(P<0.01)。采用低氰高粱选择法可降低白酒中氰化物和EC含量。
低氰高粱选择法不改变白酒原有酿造工艺,酒体风格也不受影响。理论上,企业在收购原料时,只需针对高粱中蜀黍氰苷设定一个相对较低的值,就可达到控制白酒中氰化物和EC含量的目的,但是,在实际应用中依然存在困难:一是将蜀黍氰苷含量值设定为多少较合适,若白酒生产企业将此值设定过高,酒中EC含量控制效果可能不佳,若针对高粱中蜀黍氰苷设定一个极低值,则可能影响原料的选用,收购的高粱不能满足生产的需求。因此,需在生产水平上研究出高粱中蜀黍氰苷含量与白酒中EC含量的明确的对应关系才能针对高粱设定一个合适的含氰量,而白酒生产工艺及其传统、复杂,该项研究难度非常大。二是蜀黍氰苷在高粱中为痕量物质,不同高粱中含量差异极大[25],大型酒企每年高粱用量高达几千甚至数万吨,很难针对所有生产用高粱中蜀黍氰苷含量进行精准的检测。
3 结论
EC广泛存在于各类香型白酒中,探索白酒中EC生成机理并寻求降低方法一直是行业研究的热点和难点。本研究对氰化物挥发法、氰化物反应法、高粱去皮法和低氰高粱选择法降低EC及其前体物的效果和实际应用前景进行了比对和探讨。氰化物挥发法效果较差;氰化物反应法将异杂味带入到酒中,影响了酒体风格;高粱去皮法降低蜀黍氰苷效果较好,能否应用于实际生产还有待验证;低氰高粱选择法可有效降低白酒中氰化物和EC含量,既不改变酿造工艺,又不改变酒体风格,但企业将其应用于实际生产时还存在诸多困难。
本研究已证实低氰高粱选择法可有效降低白酒中氰化物和EC含量,若企业能解决如何获得大量、稳定低氰高粱的问题,产品中EC含量即能得到有效控制。
猜你喜欢
中国酿造(2023年10期)2023-11-06 09:05:16
食品与发酵工业(2021年24期)2022-01-13 08:53:04
天津化工(2019年6期)2019-12-10 00:40:08
西南农业学报(2019年2期)2019-04-09 06:15:02
电镀与环保(2017年3期)2017-06-23 08:24:52
现代世界警察(2016年2期)2016-12-05 13:53:10
西藏科技(2016年9期)2016-09-26 12:21:42
意林·作文素材(2015年24期)2016-01-27 21:06:54
销售与市场(评论版)(2015年6期)2015-11-11 08:04:46
中国酿造(2015年7期)2015-04-12 09:35:56
