
基于ABAQUS镜像铣削铝合金表面残余应力有限元分析
2024-05-08 03:52:18高秋阁张立强
航空制造技术 2024年6期
高秋阁,张立强,杨 杰,钱 栊
(上海工程技术大学,上海 201620)
铝合金作为工业上高强度材料之一,因具有高强度比、低锻造温度、良好的断裂特性和优异的抗应力腐蚀性等特性,在军事和航空航天领域应用非常普遍。本文所研究的6061铝合金多用于航空领域,其工作环境要求工件精度高,蒙皮最薄处仅有1 mm,其厚度较薄,在加工过程中会出现加工误差,零件加工精度达不到要求,然而,精度的满足是保证工作性能的基本前提之一[1]。当前,有很多学者采用对镜像铣削的仿真和结构分析进行研究,祝小军[2-3]采用镜像五轴结构对其进行仿真的分析,并对飞机蒙皮镜像铣削原理和算法进行研究分析,提出更为合适的加工路线和铣削加工方法。薄壁件类零件在加工时极不稳定,颤振问题很难控制[1]。王昌瑞等[4]对飞机蒙皮镜像铣削加工的稳定性进行了分析,通过铣削有限元分析稳定性变化,做出了准确的预测并且用激光非接触测量判定切削状态。在国内以及国外众多机械研究机构和生产制造厂家提出蒙皮镜像铣削加工技术 (Mirror milling system,MMS)[5-7]。镜像铣削加工技术主要是保证镜像装置和刀具主轴的一致性同步运动来保证对工件的定位支撑能够有效防止颤振。广东工业大学的唐超兰等[8]对6061铝合金的切削工艺参数进行多目标优化。在金属的切削加工过程中,由于在加工层面产生了巨大的塑性变形和温度急剧升高,形成了局部热-力耦合产生的应力场,其分布局部均匀。本文主要对薄壁件的铣削模型进行分析研究,运用有限元分析法对实际切削加工过程中切屑移除、变形等问题进行仿真分析,研究加工路径、加工深度和主轴转速对样件表面上的残余应力的影响有何规律。
1 有限元建模
1.1 几何建模
建立几何模型,通过ABAQUS有限元软件建立工件镜像铣削示意图及几何模型,如图1所示。
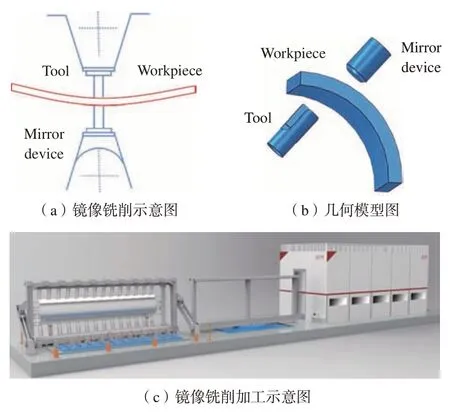
图1 镜像铣削仿真原理及模型图Fig.1 Mirror milling simulation principle and model diagram
在铣削加工中,工件受到多方面的影响,包括加工参数、加工环境及切削热等因素[9],建立准确的刀具铣削微元模型和坐标系统是建模的基础。
现在对刀具进行以下规定:(1)假定刀具是刚体,不考虑其磨损; (2)由温度因素造成的化学变化情况,予以忽略; (3)被加工的工件材料是各向同性的; (4)不考虑刀具,工件的振动。采用材料为PCD硬质合金铣刀进行铣削,铣刀刀具的模型如图2所示,其中刀具直径为20 mm ,圆角半径为3 mm,刀具定义为刚体。
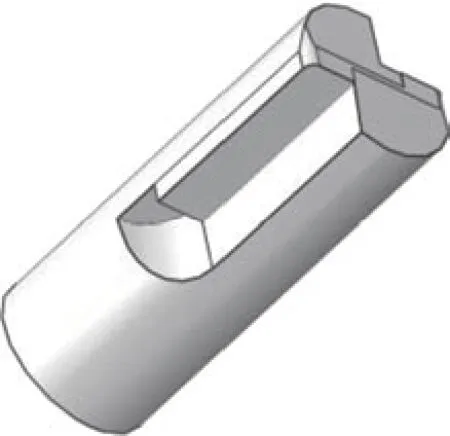
图2 PCD刀具几何模型Fig.2 PCD tool geometry model
1.2 工件材料参数
工件材料是6061铝合金,其物理性能如表1所示[10]。
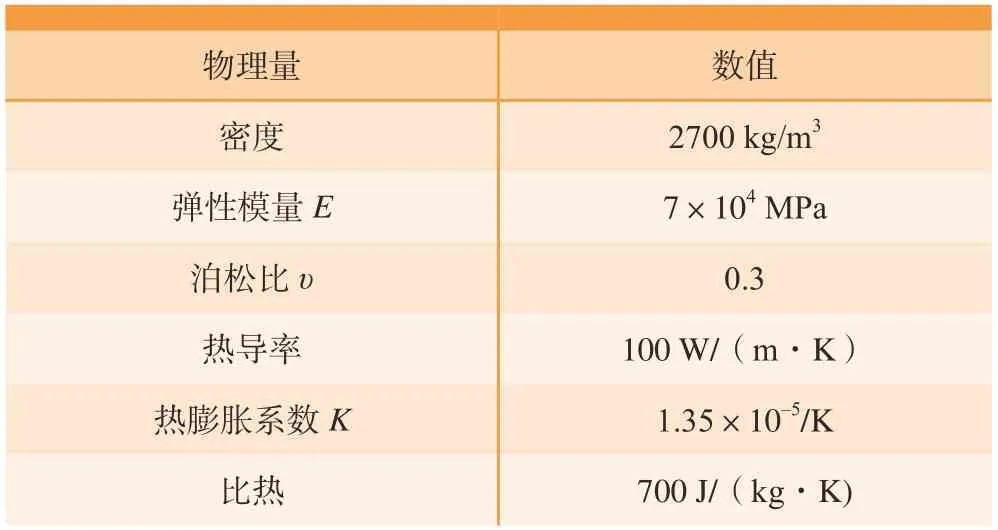
表1 工件基本物理性能参数[10]Table 1 Basic physical performance parameters of the workpiece[10]
1.3 切削方程
本构模型与切削仿真的准确性有着密切的关系,具体如式 (1)所示[11]。Johnson-Cook材料本构模型的关系如式 (2)所示[12]。在切削过程中材料会受到塑性屈服等因素的影响,需要借助材料力学中的行为描述模拟结构的瞬时响应参数,Johnson和Cook建立了屈服函数的失效应变函数,如式 (3)所示[13]。对Al6061进行模拟,采用的Johnson-Cook材料模型参数如表2所示[14]。表3是Al6061的Johnson-Cook剪切失效模型参数[14]。
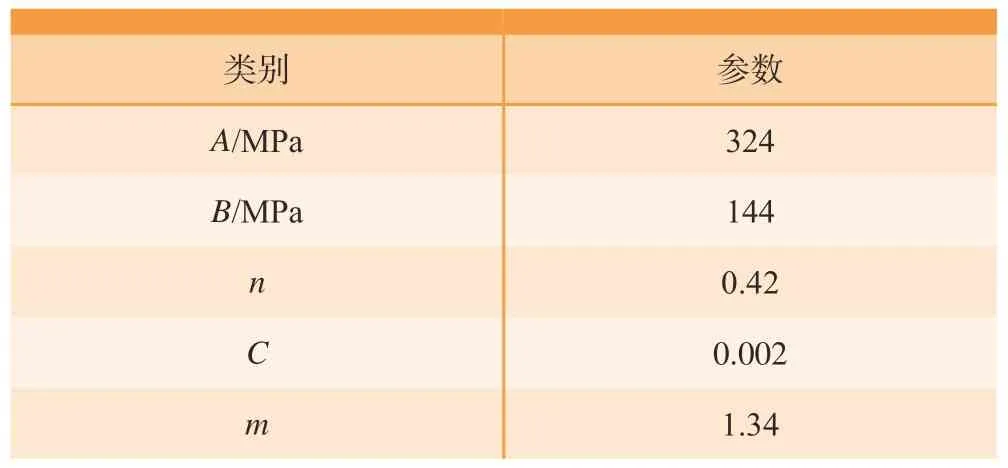
表2 Johnson-Cook材料模型参数[14]Table 2 Johnson-Cook material model parameters[14]
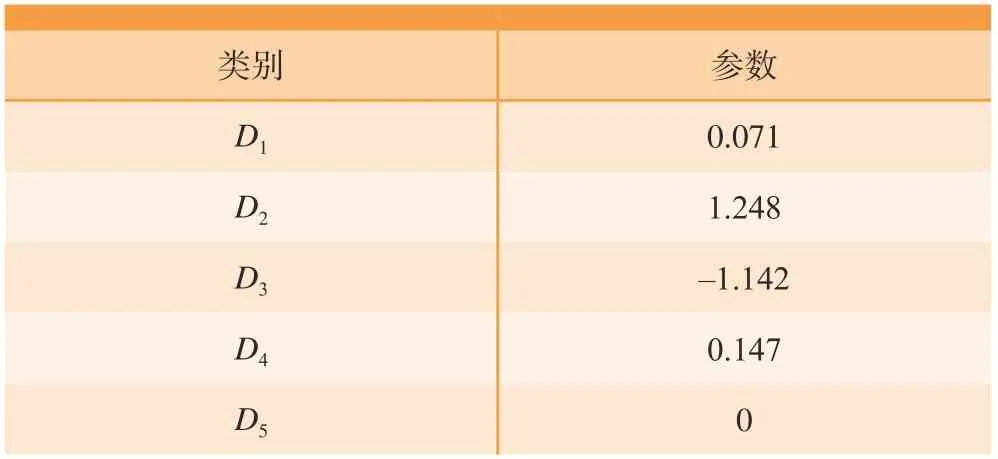
表3 Johnson-Cook剪切失效模型参数[14]Table 3 Johnson-Cook shear failure model parameters[14]
式中,σ为材料内部流动应力;ε为应变力;为等效塑性应变率;T为温度。
式中,σ为von Mises流动应力;为等效塑性应变;为参考应变率;为无量纲温度;Tm为熔点;Tr为室温;为材料的应变率强化效应;(1-)为材料的热软化效应;A,B,C,m,n是材料的本构方程参数,分别为参考应变率和参考温度下的初始屈服应力、应变硬化模量、应变率强化参数、热软化指数、硬化指数。其中参考应变率= 0.001/s,Tr= 20 ℃,Tm= 1660 ℃。
式中,εf为失效塑性应变;D1~D5为材料失效模型参数;σ*为静水压力与等效应力的比值;[D1+D2expD3σ*]表达材料的破坏应变与应力三轴关系;[1+D4ln]为材料应变率对破坏应变的影响;[1+D5T*]为温度的热软化效应对材料韧性的影响。
1.4 仿真创建设置
采用动态力学分析创建分析步,暂不考虑温度的传递。在设置刀具与工件之间的作用之前进行接触设置,需先对刀具和顶撑装置进行刚体化。创建交互属性刀具和工件之间切向接触方式,罚函数作为摩擦公式,摩擦系数取0.5。法向接触方式采用硬接触、保证切削力在单元格之间的传导。
由于模拟切屑失效的过程是动态的,材料温度等条件参数会发生变化,材料的失效需要由塑性应变累积准则进行判断,即,其中,D是损伤参数,是有效塑性应变增量。对整个仿真过程的增量进行累加,当D的值达到1的时候,材料就可以视为断裂。
2 有限元仿真
残余应力可以分为3类,包括机械应力导致的塑性变形、热应力导致的塑性变形及相变引起的塑性变形。从6061铝合金的仿真分析可知,切削生成的切削热远不及铝材的相变温度,而热应力又很小,远未超过铝材的屈服极限,故此主要分析由机械应力产生的残余应力。
工件的表面残余应力经历4个阶段,即切削加工阶段、卸载阶段、约束转换阶段及冷却阶段[15-16]。残余应力提取是从刀具切入工件达到稳定切削之后,再到切削结束之前这个阶段,但是需要注意的是,此时提取的残余应力包含了切削热与切削力所带来的影响。而本文所做的工作均是在切削结束后进行的,此时提取的残余应力不受切削热与切削力影响。
在仿真分析中,采用ABAQUS/Explicit求解器对6061铝合金进行研究。
2.1 加工路径对残余应力的影响
探究加工路径对残余应力的影响,需分别对S型、回型和单向型3种路径进行加工路径的影响分析,具体加工方式如图3所示,试验参数及加工方式如表4中试验1~3所示。
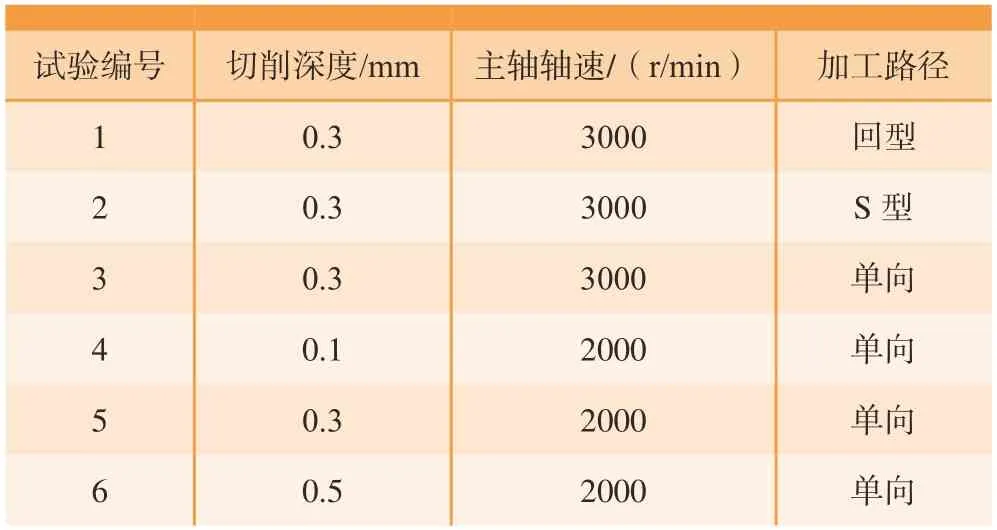
表4 试验参数及加工方式Table 4 Experimental parameters and processing methods
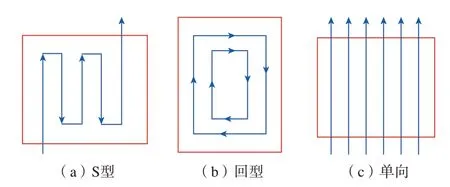
图3 加工路径Fig.3 Processing paths
在铣削工件的加工过程中,加工表面的应力会随着刀具位置的变化而变化[17]。为减小应力对提取数据的影响,在完成加工后,提取加工表面的残余应力数据,并通过MATLAB对数据进行处理。
图4是不同加工路径下,样件表面的残余应力分布,以及加工后的样件表面形变位移图。图5是取加工表面上的一组形变位移数据绘制的误差棒图和折线图,以及加工路径对最大残余应力影响的折线图。
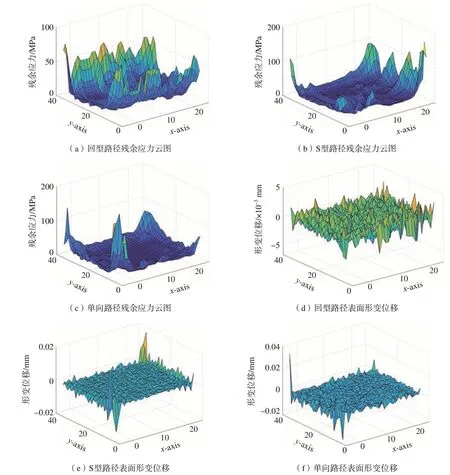
图4 不同路径下铣削残余应力云图及表面形变位移矢量云图Fig.4 Cloud diagram of residual stress in milling of different paths and vector diagram of surface deformation and displacement
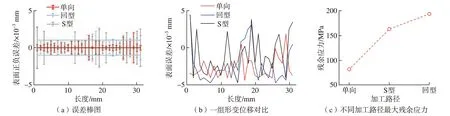
图5 不同路径铣削形变位移矢量误差棒图及最大残余应力对比Fig.5 Deformation displacement vector error bar graph and maximum residual stress comparison of different milling path
从图4可知,在以不同路径进行铣削加工时,单向型走刀路线的残余应力分布是最均匀的,在一定范围内得到的表面形变位移矢量云图也是最可靠的。从图5可知,单向走刀后加工表面的残余应力较为平缓且相对集中,其在加工面的边缘突变应力比回型和 S型路径要小。故可得出,单向走刀路径较为可靠。可以看出,在单向走刀路线下,其最大残余应力是最小的。
2.2 加工深度对残余应力的影响
结合2.1节中仿真效果可知,单向走刀路径仿真结果较为理想。为分析加工深度对残余应力的影响,加工路径采用单向走刀方式,具体加工参数如表4中试验4 ~ 6所示。
图6为不同切削深度下的样件加工表面残余应力分布图及加工表面的形变位移图。图7为加工表面上的一组形变位移数据绘制的误差棒图和折线图以及切削深度对最大残余应力影响的折线图。
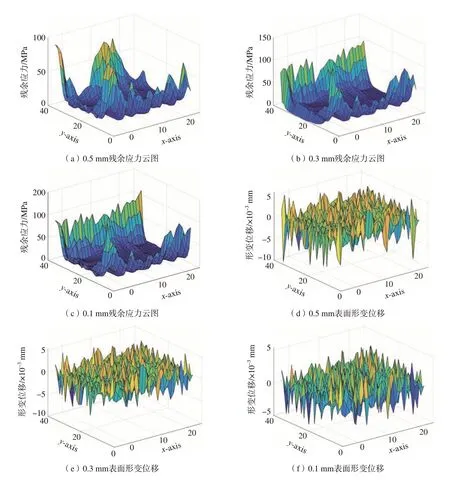
图6 不同铣削深度下残余应力云图及表面形变位移矢量云图Fig.6 Residual stress cloud diagram and surface deformation displacement vector cloud diagram under different milling depths
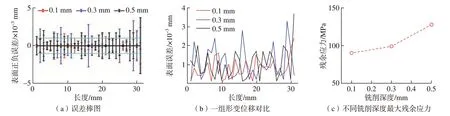
图7 不同深度铣削形变位移矢量误差棒图及最大残余应力对比Fig.7 Deformation displacement vector error bar graph and maximum residual stress comparison under different milling depth
从图6可知,在以不同铣削深度进行铣削加工时,铣削深度为0.1 mm时的残余应力分布是最均匀的,在一定范围内得到的表面形变位移矢量云图也是最可靠的,其次是0.3 mm。从图7可知,切削深度较小时的残余应力较为平缓且相对集中。整体而言,切削深度对表面残余应力的综合影响不如切削路径影响程度大。可以看出,铣削深度对残余应力的影响趋势相似。
2.3 加工速度对残余应力的影响
为探究加工速度对残余应力的影响,结合2.1节和2.2节的仿真可知,在单向走刀和切削深度为0.1 mm时得到的仿真结果是最为理想的,故选择切削深度为0.1 mm和单向加工路径,具体主轴转速见表5。图8是不同转速下加工表面的残余应力分布及不同主轴转速加工下的工件表面形变位移图。图9(a)和 (b)是取加工表面上的一组形变位移数据绘制的误差棒图和折线图,以及主轴转速对最大残余应力影响的折线图。
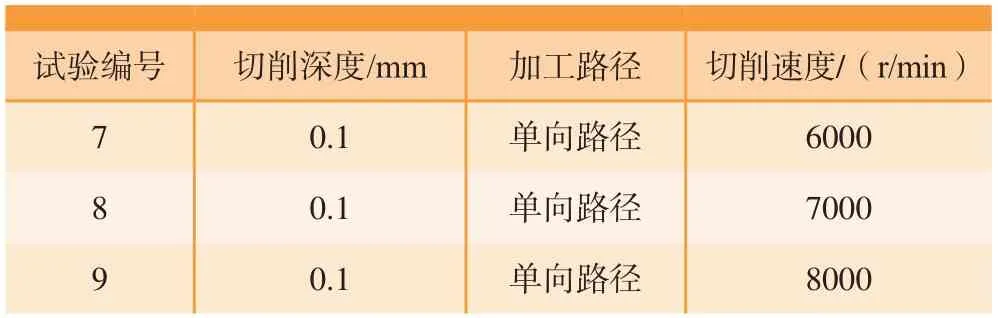
表5 不同主轴转速试验参数Table 5 Test parameters for different spindle speeds
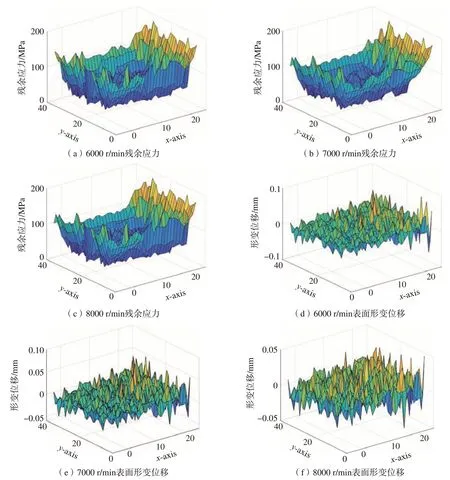
图8 不同转速下残余应力云图及表面形变位移矢量云图Fig.8 Residual stress cloud diagram and surface deformation displacement vector cloud diagram at different speeds
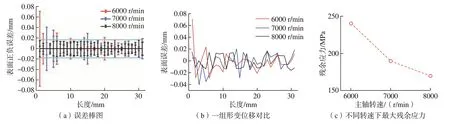
图9 不同主轴转速下形变位移矢量误差棒图及最大残余应力对比Fig.9 Deformation displacement vector error bar graph and maximum residual stress comparison under different spindle speeds
从图8可知,在不同主轴转速下进行镜像铣削加工时,转速为8000 r/min时的残余应力分布是最均匀的,在一定范围内得到的表面形变位移矢量云图也是最可靠的,其次是7000 r/min。从图9可知,单向走刀路线,切削深度为1 mm,主轴转速为8000 r/min时的残余应力较为平缓且相对集中,且从图8和9可以看出,主轴转速对残余应力分布的影响趋势相似。高速切削加工主轴转速一般是普通切削的5~10倍,铝合金材料主轴转速一般取8000 r/min,从图8(e)和 (f)可以侧面验证高速切削后的表面质量高于低中速切削加工后的表面质量。
2.4 讨论
由2.1节、2.2节和2.3节可知,单向走刀切削深度为0.1 mm,在高速切削时,镜像铣削加工得到的表面质量最优。为探究普通数控铣削加工与镜像铣削加工两种加工方法加工后零件表面质量的优劣,设置10组试验,采用单向走刀,切削深度0.1 mm、主轴转速8000 r/min,加工方式为普通数控加工。
图10为在相同加工参数下普通铣削加工仿真时得到残余应力分布云图及加工表面形变位移矢量云图。对比图8(c)和 (f)可以看出,在相同条件下,镜像铣削加工后的表面质量远高于普通铣削加工后的表面质量。
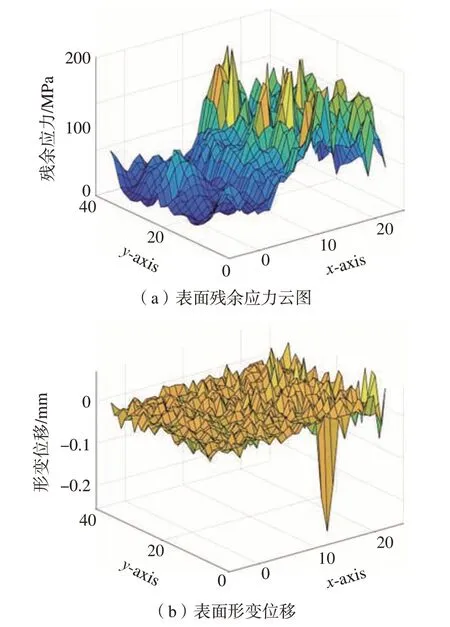
图10 普通铣削加工表面残余应力云图与表面形变位移矢量图Fig.10 Residual stress cloud diagram and the deformation displacement vector diagram of the surface through conventional milling
铣削路径因素列:1 < 2 < 3,单向轨迹路线为最优路径;
铣削深度因素列:6 < 5 < 4,铣削深度为0.1 mm;
主轴转速因素列:7 < 8 < 9,主轴转速8000 r/min为最优转速。
将2.1节、2.2节和2.3节中的9组镜像铣削仿真3种不同因素对残余应力和最大形变的影响,与2.4节中第10组的普通数控加工仿真试验进行对比,数据分析如表6所示。

表6 不同影响因素对比Table 6 Comparison of different influencing factors
从图4(f)、图6 (f)、图8(f)及表6可以得到最优的加工路径、切削深度和主轴转速参数。
用最优组参数进行普通铣削加工仿真,将得到的结果与镜像铣削加工结果对比,镜像铣削的优势明显,最大形变位移减小了33%。
3 结论
(1)在ABAQUS有限元仿真中,在镜像铣削6061铝合金的加工仿真中,影响表面残余应力的因素顺序为主轴转速>加工路径>铣削深度。仿真分析证明,对比组镜像铣削加工后的形变位移比普通铣削加工减小了33%,但由于在仿真中为理想状态,且和实际加工有偏差,有些地方还需进一步改进。
(2)从ABAQUS仿真中可以得到最佳的加工组合,即在主轴转速8000 r/min、单向走刀路线、铣削深度0.1 mm时得到的加工表面上的残余应力最小,其表面的形变位移也是最优的。
猜你喜欢
纺织科学研究(2021年6期)2021-12-02 20:32:56
数学小灵通(1-2年级)(2021年9期)2021-10-12 05:37:08
装备制造技术(2020年9期)2021-01-26 00:15:08
当代党员(2020年20期)2020-11-06 04:17:52
小康(2018年23期)2018-08-23 06:18:52
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
电子工业专用设备(2015年4期)2015-05-26 09:10:40
小康(2015年4期)2015-03-31 14:57:40
小康(2015年6期)2015-03-26 14:44:27
