超薄玻璃基板深加工项目生产废水预处理工程设计
2024-05-06 06:30章婷婷慕昕志朱倩倩
净水技术 2024年4期
程 炜,章婷婷,慕昕志,朱倩倩
(1.同济大学建筑设计研究院<集团>有限公司,上海 200092;2.同济大学环境科学与工程学院,上海 200092;3.同济大学苏州研究院,江苏苏州 215101;4.香港科技大学<广州>, 广东广州 511453)
超薄玻璃基板深加工项目产生废水来自不同的生产工段,废水种类多、水质区别大、水质特征明显,不同来源的废水需要去除的特征污染物各有不同。进水组成中,含磷废水TP 的含量较高,含氟废水中含有较高浓度的氟离子,废水可生化性较差,处理难度较大。 高浓度含磷废水的处理中,使用较多的是化学沉淀法[1-2]。 含氟废水可使用沉淀法、吸附法、沉淀吸附联合等方法进行处理,使用较多的是化学沉淀法和吸附法[3-4]。 对于含较高浓度有机物的工业废水来说,一般主体生物处理可选择的方案是先经过水解酸化预处理,提高废水的可生化性,再进行生化处理。 就目前的污水处理工艺技术而言,污水中有机污染物的去除,仍以生物降解为主[5-6]。 虽然各类废水处理的研究很多,但针对多类废水组合处理的设计研究较少。 针对本工程的进水特点,废水采用分质处理,不同特征污染物的废水分开进行处理后再混合排放。 本文重点分析工艺流程、各主要构筑物的设计参数及工程技术经济指标情况,为类似工程设计提供参考。
1 工程概况
本工程服务对象是超薄玻璃基板深加工项目的各类生产废水,属于该项目配套的生产废水预处理工程。 超薄玻璃基板深加工项目的生产废水,经过厂内管道收集提升后,送至本工程污水处理厂集中处理。 本工程用地面积约为20 000 m2,建设污水处理厂规模为17 800 m3/d,其中一期废水量为89 00 m3/d,二期废水量为8 900 m3/d,总规模为17 800 m3/d。
废水处理系统土建及设备按17 800 m3/d 一次建成,废水站按所处理废水的性质分开处理。
2 进出水水质
本工程拟建废水处理系统设计进水水质如表1所示。

表1 设计进水水质水量指标Tab.1 Designed Indices of Influent Quality and Quantity
本工程各项废水经过废水处理站处理后,经由市政污水管网排往下游市政污水处理厂处理,出水指标要求如表2 所示。

表2 设计出水水质Tab.2 Designed Effluent Quality
3 工艺流程
3.1 项目水质处理重难点分析
根据设计进水水质资料,废水处理站预计进水组成中,工业废水占有相当的比例,主要以电子废水为主。 废水可生化性较差,污水处理难度较大,有机废水中CODCr、TN 浓度较高。 尤其是TN,若要处理至达标排放,需要外加碳源促进微生物对TN 的反硝化。 此外,绝大部分进水都具有强酸性或者强碱性,且酸碱性波动范围较大,容易对污水处理流程造成冲击,对污水处理建构筑物造成较大腐蚀,考虑来水中和、均质处置的同时,需要兼顾设备以及土建设施的防腐处理。 本项目进水中含磷废水含有较高的TP、含氟废水中含有较高的氟离子,并且出水水质对这两种物质均有着较高的去除要求,需要考虑经济可靠的处理方法,同时减少污泥的排放。 针对本项目进水水质处理的难点,必须选择一种先进、稳定、可靠、成熟、管理方便的污水处理工艺,以应对进水水质、水量等冲击负荷的影响,能够在进水可生化性较差的情况下,满足出水水质的严格要求,使污水厂出水稳定达标排放。
3.2 污水处理工艺选择论证
本工程废水来自不同的生产工段,废水种类多、水质区分大、水质特征明显,不同来源的废水需要去除的特征污染物各有不同。 因此,本工程废水处理工艺路线,按照废水情况采取分质处理的方式,不同特征污染物的废水分开进行处理后再混合排放;对于特征污染物相同或相似的废水,混合后进行处理,提高处理效率,降低建设及运行成本;充分利用废水中含有的酸、碱成分,混合后达到调节pH 的目的,节约药剂投加成本。
3.2.1 酸碱废水工艺选择
如表3 所示,酸碱废水主要水质指标均远低于出水要求,只需要进行调酸、调碱,使其pH 达到排放要求即可。 调节pH 主要通过投加药剂中和反应来实现。

表3 酸碱废水水质分析Tab.3 Analysis of Acid and Alkali Wastewater Quality
因此,针对酸碱废水只需要调节pH 这一特性,酸碱废水工艺技术选择只需要对其进行加药中和处理,根据进水水质不同,投加酸或碱调节pH,以达到出水要求。
3.2.2 含磷废水及含氟废水
由表4 可知,含磷废水需要处理的主要对象为TP、pH 及CODCr,重难点在于TP 的去除。 根据含磷废水的来源生产工段,废水中的TP 主要是磷酸盐带来的,对于该类型高浓度含磷废水中磷的去除,目前效果较好的常见处理工艺为化学加药反应沉淀。 可以通过投加CaCl2或者石灰,将废水中的磷酸盐沉淀下来,同时,投加石灰可以对废水偏酸性的pH 进行调节。

表4 含磷、含氟废水水质分析Tab.4 Water Quality Analysis of Phosphorus and Fluorine Containing Wastewater
含氟废水需要处理的主要对象为氟化物。其来源是生产工段中所使用的氢氟酸,对于该类型高浓度含氟离子废水中氟的去除,目前效果较好的常见处理工艺为化学加药反应沉淀。 可以通过投加CaCl2或者石灰,将氟离子生成氟化钙沉淀下来,同时,投加石灰可以对废水偏酸性的pH 进行调节。
含氟废水可使用沉淀法、吸附法、沉淀吸附联合 等方法进行处理。 使用较多的是化学沉淀法和吸附法。 吸附法主要是将工业含氟废水通过装有吸附剂的设备,使氟与吸附剂中的其他离子或基团交换而被吸附剂吸附除去,吸附剂再生后可回用。 吸附法一般适用于处理低浓度含氟废水或经其他方法预处理后氟化物浓度较低的废水。 对于高浓度含氟废水的处理,一般需进行前期预处理,否则要频繁再生吸附剂,增加了设备的运行成本。 考虑到本工程为生产废水的第一道处理工艺,氟离子浓度较高,采用吸附法效果不理想,再生成本高,故不作考虑。 沉淀法分化学沉淀和混凝沉淀法2 种。 化学沉淀法在高浓度含氟废水预处理应用中尤为普遍,目前,处理工业上高浓度废水时,使用最多的是石灰沉淀法。 混凝沉淀一般只适用于处理氟含量较低的废水,可采用铁盐和铝盐两大类混凝剂除去废水中的氟。 虽然采用化学沉淀法可以使废水中的氟离子质量浓度降低至10 mg/L 以下,但随氟离子浓度减少,反应速度将随之递减,沉淀时间也相应延长,进行规模处理显然是不可行的。 将化学沉淀与混凝沉淀相结合可解决此问题。
经过综合分析比选,含磷废水处理拟采用化学沉淀法,含氟废水处理拟采用化学沉淀与混凝沉淀相结合的方法。 两种废水水量及pH 相似,投加的化学药剂较为接近,都是以石灰、CaCl2及铝盐为主,因此,本工程考虑将含磷废水与含氟废水混合后进行反应澄清,通过投加石灰、CaCl2、聚合氯化铝(PAC)以及聚丙烯酰胺(PAM)等药剂,将废水中的磷酸盐以及氟离子去除至排放标准,同时调节废水的pH。
3.2.3 有机类废水
废水来源中染料废水、TMAH 废水、Stripper 废水以及有机废水4 种水水质特点较为接近,均为高CODCr有机废水,主要污染物为CODCr、BOD5及TN。 污染物来源为彩膜工序中使用的各种醇类有机溶剂及颜料清洗废液。 对这性质相似的4 种废水进行分析,如表5 所示。

表5 有机类废水水质分析Tab.5 Analysis of Organic Wastewater Quality
由表5 可知,有机类废水的处理重点在于CODCr、BOD5及TN,难点在于CODCr与TN 的去除。本工程拟将这4 种有机废水混合后进行生化处理,现对污水性质分析:本工程有机废水综合后B/C=0.20,可生化性较差,但是通过对几种有机废水来源生产工段的调查研究,废水中含有的有机污染物主要为醇类及酯类(如乙二醇、丙二醇、乙酸丁酯、丙酸乙酯等),均属于较易降解的简单有机物种类,具备一定的可生化性,通过水解酸化对污水进行改性处理后可以使得B/C 有较大的提高,可以采用生化处理方法去除有机物。 本工程BOD5/TN= 1.78。污水中碳源短缺。 通过对几种有机废水来源生产工段的调查研究,废水中的TN 大部分来自蚀刻液中的HNO3,通过投加碳源,可以保证反硝化脱氮过程在较高速率下顺利进行。 本工程设计进水水质TP质量浓度为4.5 mg/L,BOD5为316 mg/L,BOD5/TP=70.2,可以采用生物除磷工艺。 出水TP 质量浓度要求低于5 mg/L,因此,在本工程生化处理段不考虑对TP 的去除,重点考虑CODCr及TN 的去除。
根据以上分析,本工程污水处理厂在正常设计工况时完全可以采用生物法对污水进行脱氮脱碳处理。 但是BOD5/CODCr、BOD5/TN 的比值可能会小于设定值,需额外投加碳源。
对于含较高浓度有机物的工业废水来说,一般主体生物处理可选择的方案是先经过水解酸化预处理,提高废水的可生化性,再进行生化处理。 就目前的污水处理工艺技术而言,污水中有机污染物的去除仍以生物降解为主。 生物脱氮系统中硝化与反硝化反应需要具备如下条件。 硝化阶段:足够的溶解氧(DO),质量浓度>2 mg/L,合适的温度条件(最好为20 ℃,不能低于10 ℃),足够长的污泥泥龄,合适的pH。 反硝化阶段:硝酸盐的存在,缺氧条件DO质量浓度在0.2 mg/L 左右,充足的碳源(能源),合适的pH[7]。
根据进出水水质要求,可选择悬浮性活性污泥法和生物膜法。 生物膜法比较常用的是曝气生物滤池(BAF)工艺,该工艺最大优点是占地小、可模块化设计,缺点是投资大、运行管理复杂,本工程不作推荐。 因此,本工程主要从悬浮性活性污泥法中选择工艺。 本工程厂区用地限制,氧化沟工艺占地面积过大,难以布置,因此不推荐使用。 AAO 系列工艺在处理效果、构筑物占地、运行费用、设备投资、运营管理上皆具有一定优势,因此,推荐AAO 系列工艺作为本工程的主体生物处理工艺。 由于本工程生化处理无需考虑除磷,生化处理主体采用AO 工艺,即缺氧/好氧处理工艺。
本工程出水TN 质量浓度≤45 mg/L,但进水TN 质量浓度接近180 mg/L,浓度较高,因此,本项目对于TN 的去除要求更高。 常规的AAO 脱氮工艺已无法完全满足项目TN 出水的标准,需要进一步强化脱氮工艺。 在污水强化脱氮技术的研究、开发和应用中,有许多行之有效的处理工艺,这些强化脱氮工艺可区分为物化法和生物法两大类。 但从整体上看,物化脱氮法不包括有机氮转化为氨氮、氨氮氧化成硝酸盐的过程,通常只能去除氨氮,所以实际运用中受到一定的局限,难以大规模推广使用。 同时,由于物化强化脱氮法存在处理成本较高、对环境影响较大以及循环再生利用的方法还未完善等问题,不适用于市政污水处理厂项目。 而生物强化脱氮技术由于其具有成本低、操作运行简单、环境影响小等特点,被广泛应用于市政污水项目。 因此,本工程强化脱氮工艺采用生物脱氮技术,并结合目前全国各已建工程案例的实际情况,针对本项目进出水水质的要求,提出生物膜法强化脱氮和活性污泥法强化脱氮(AAO+后置AO)两种生物强化脱氮的方案。
本工程必须采用具有生物脱氮功能的污水处理工艺,才能够大幅度削减CODCr、BOD5、TN 等污染物浓度。 根据进出水水质要求,加上本工程厂区用地限制,因此,结合生化处理工艺主体采用AO 工艺,为提高土地利用率,将后置AO 反应段与主体AO 池合建,组成AO+后置AO 的两级AO 工艺。
3.2.4 杂排废水
由表6 可知,杂排废水主要水质指标均满足出水要求,杂排废水水量远期为1 100 m3/d,占比低,可以不经过处理与其他几种废水混合稀释后直接排放。

表6 酸碱废水水质分析Tab.6 Analysis of Acid and Alkali Wastewater Quality
3.2.5 污泥处理工艺
本废水处理站远期规模为17 800 m3/d,日产生污泥量如表7 所示。
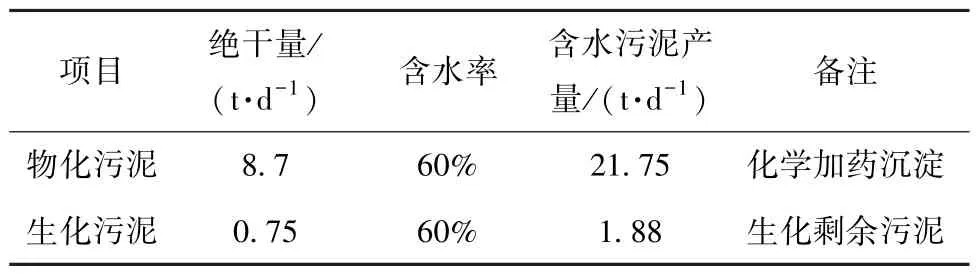
表7 污泥量明细Tab.7 Sludge Quantity Details
根据本次工程含水率60%以下的处理目标,本次工程采用浓缩池刮泥机+板框压滤机作为污泥的处理工艺。 污泥脱水至60%总体工艺:各阶段排泥→污泥浓缩池→板框脱水机→干污泥外运。
3.2.6 臭气处理工艺
本工程需对脱水机房、浓缩池进行除臭,根据上述各除臭工艺特点,结合本工程的地理位置、构筑物所产生的臭气特点及处理量,拟选用生物法除臭工艺处理所收集的臭气[8-9]。
3.3 污水处理工艺技术路线
针对本工程特点,废水来自生产企业不同生产工段,不同工段的废水独立经由污水管道排放至本工程新建废水处理站。 通过技术经济比较论证,本次扩能工程拟采用不同类污水分质组合处理的工艺技术路线。 污泥经浓缩后通过高压板框脱水机处理至含水率≤60%后外运处置。 工艺流程如图1所示。

图1 污水处理流程Fig.1 Process of Wastewater Treatment
4 主要构筑物设计
4.1 调节及事故池
新建调节及事故池1 座,调节池与事故池合建。其中,调节池主要用于进厂废水的水量调节及水质均质,包括有机类废水调节池、酸碱废水调节池、含磷废水调节池、含氟废水调节池以及杂排废水调节池;事故池用于事故废水的储存及转运。 调节池采用罗茨风机经由穿孔管空气搅拌。 调节及事故池规模均按17 800 m3/d 设计,调节池停留时间(HRT)为8 h,事故池HRT 为4 h。 调节池与事故池合建,平面尺寸为70 m×16 m,最大水深为8 m,池高为9 m,池内底为地下1 m。
4.2 含氟、含磷废水反应澄清池
新建含氟、含磷废水反应澄清池1 座,处理规模按远期含氟、含磷废水总水量为3 000 m3/d 设计。分两组,每组设置两级反应沉淀池,每一级包含反应区和澄清区,总平面尺寸为26 m×17 m,池高为6.6 m,池内底为地下3.0 m。 其中,每级反应区反应时间为110 min,沉淀区单格边长为8 m,表面负荷为1.32 m3/(m2·h),池边水深为5.7 m。
反应区内投加CaCl2、Ca(OH)2、PAC、PAM 等药剂,去除氟离子、磷酸盐以及部分悬浮物含量。
4.3 有机类废水反应沉淀池
新建综合有机废水中和反应沉淀池1 座,分2组,处理规模按远期综合有机废水总水量为9 000 m3/d 设计,单组处理水量为4 500 m3/d。 中和反应沉淀池包含反应区与沉淀区,总平面尺寸为21 m×14 m。 其中反应区反应时间为45 min,沉淀区单格边长为10 m,表面负荷为2.50 m3/(m2·h),池边水深为5.7 m,池内底为地下1.0 m。
反应区内投加PAC、PAM 进行混凝反应,形成絮体经过后续沉淀池从水中分离,降低污水中的悬浮物含量。
4.4 有机类废水水解酸化池
新建水解酸化池1 座,总处理规模按远期综合有机废水总水量为9 000 m3/d 设计,HRT 为12 h。主要功能是对污水中有机物进行改性,提高污水的可生化性。 总平面尺寸为28 m×22 m,有效水深为7.5 m,池高为8.0 m,池内底为地下3.2 m。 设计MLSS 质量浓度为8 000 mg/L。
4.5 有机类废水生化池
新建有机类废水生化池1 座,分2 组,与二沉池合建。 总处理规模按远期综合有机废水总水量为9 000 m3/d 设计,单组处理规模为4 500 m3/d。 主要功能是降解废水中有机污染物,并实现脱氮,属于生化处理的主体构筑物。 总平面尺寸为57 m×48 m,有效水深为7.0 m,池高为8.0 m,池内底为地下3.4 m。 设计水温为12 ℃(冬季)、20 ℃(夏季);设计MLSS 为3.5 g/L;生物反应池BOD5污泥负荷为0.17 kg BOD5/(kg VSS·d);脱氮速率Kde(20)为0.031 kg NO-3-N/(kg MLSS·d);外回流按50% ~100%可调;内回流按100%~200%可调;外加碳源质量浓度为445 mg/L(乙酸钠);缺氧区HRT 为16 h;好氧区HRT 为24 h;后置缺氧区HRT 为8 h;后置好氧区HRT 为2 h; 实际总需气量为107 m3/min;气水比为16.9 ∶1.0;剩余污泥绝干量为750 kg/d;剩余污泥量为107 m3/d (含水率按99.3%)。
4.6 有机类废水二沉池
新建二沉池1 座,分2 组,总处理规模按远期综合有机废水总水量为9 000 m3/d 设计,单组处理规模为4 500 m3/d,与两级AO 池合建。 主要功能实现泥水分离,污泥回流至AO 生化池前端,剩余污泥至污泥浓缩池。 采用辐流中进周出式沉淀池,直径为18 m,有效水深为4.0 m,池内底为地下2.1 m。设计表明水力负荷为0.74 m3/(m2·h)。
4.7 鼓风机房及配电间
新建1 座,鼓风机房与变配电间合建。 鼓风机房规模按远期综合有机废水总水量为9 000 m3/d设计,变配电间规模按全厂远期规模为17 800 m3/d设计。 设计供气量为107 m3/min;设计风压为8.0 m;结构形式为框架。 平面尺寸为27.0 m×14.0 m。层高为7.5 m。
4.8 污泥脱水机房
新建污泥脱水机房1 座,将废水处理过程中产生的物化污泥与生化污泥分开进行脱水,加入石灰调理后,将污泥脱水至60%后外运。 设计处理污泥量:物化污泥为8.7 t/d(绝干量),生化污泥为0.75 t/d(绝干量)。 设计脱水后污泥含水率为60%。 平面尺寸为26.5 m×18.0 m,2 层框架结构。 建筑层高为14.8 m。
4.9 除臭系统
新建1 套生物除臭装置,用于收集调节池、水解酸化池、AO 池缺氧区、浓缩池、脱水机房等区域产生的臭气。 经计算,单套生物除臭装置的处理能力为40 000 m3/h。 除臭设备为成套设备,基础占地面积为20 m×13 m。
4.10 主要设备选型方案论证
4.10.1 鼓风设备选型方案论证
曝气设备有机械曝气和鼓风曝气两大类,机械曝气设备不需设鼓风机房,一次性建设费用较少,设备维护保养方便,但动力效率低,通常小于2.2 kg O2/(kW·h);鼓风曝气通常由鼓风机供气,管道系统和曝气设备组成,系统较复杂,基建投资也较机械曝气高。 然而,其动力效率可高达6 ~7 kg O2/(kW·h),是机械曝气系统的2~3 倍,日常运行费用较低。 选用高效率的设备是污水厂建设的重要原则,且原一期鼓风机房有空余的风机位置。 因此,本次设计选用鼓风曝气系统。
曝气是污水好氧生物处理系统中一个重要的工艺过程,同时也是一个非常耗能的过程,一般情况下曝气的能耗要占整个处理系统能耗的60%~80%。因此,工程设计选用高效节能的专用微孔曝气器是非常重要的。
通过对橡胶膜盘式曝气器、刚玉盘式曝气器、橡胶膜管式曝气器和管式微孔曝气器的材料、结构形式、技术性能、布置方式和经济效益等方面的综合分析和比选,采用管式微孔曝气器,污水处理能耗能降低20%~50%,本工程设计推荐采用管式微孔曝气器。
4.10.2 污泥脱水机选型方案论证
污泥脱水机常用的有4 种,即带式压滤机、板框压滤机、离心脱水机和叠螺脱水机。 为合理确定脱水机的机型,对4 种设备进行了详细的技术经济比较。
根据不同型式脱水机性能的比较分析可以看出,不同的污水处理厂在选择脱水机型式时,应从处理工艺、污泥特性、对泥饼的要求、污泥处置方式、人员配置及资金成本等多个方面综合考虑,才能做出相对合理的选择。 鉴于本项目要求脱水后泥饼含水率为60%,而上述几种脱水中,只有板框压滤机能满足这个性能要求,为此,本项目污泥处理系统考虑采用高压隔膜板框压滤机。
5 调试与运行数据
项目水质调试运行数据如表8 所示。
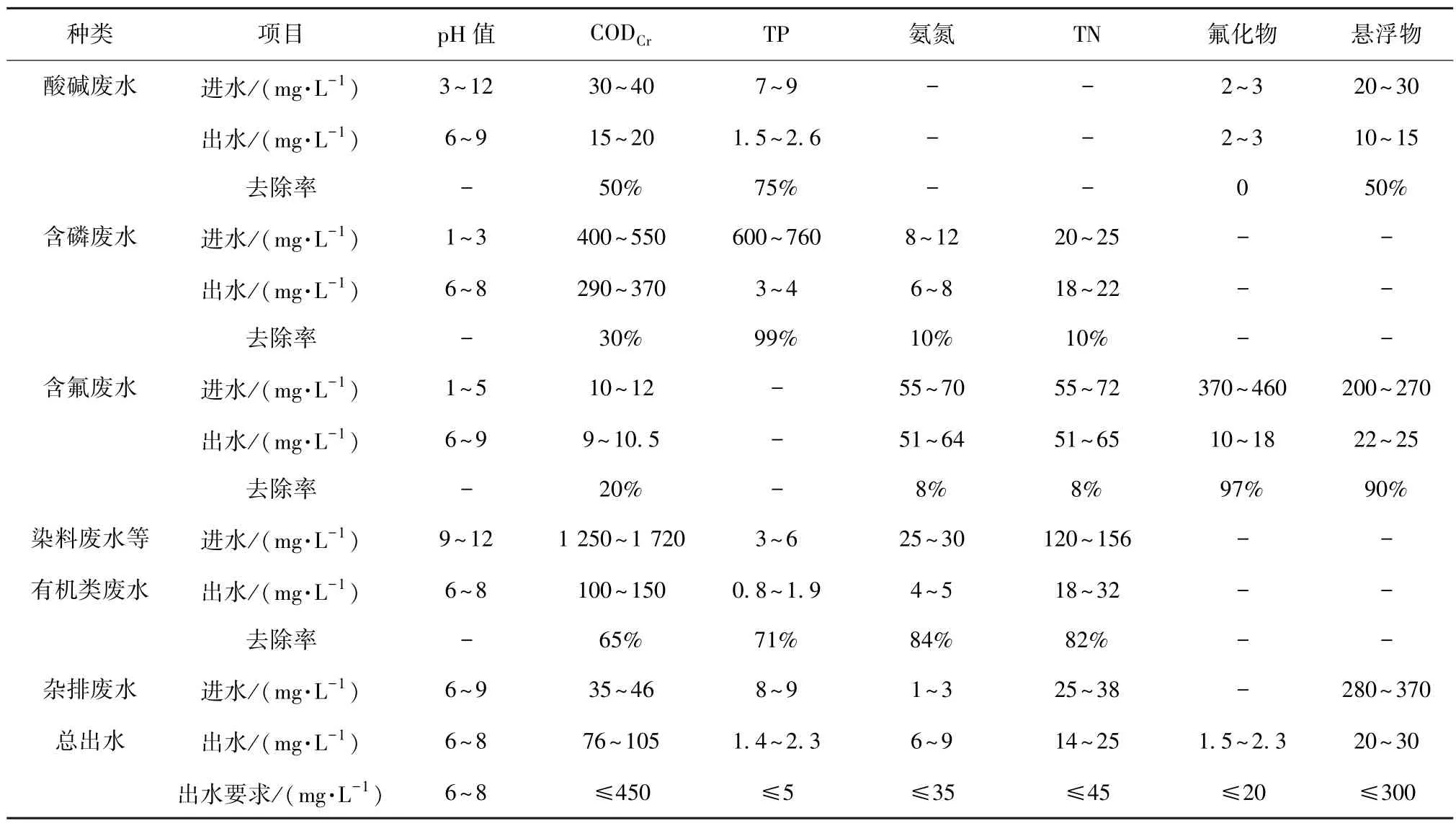
表8 项目水质调试运行数据Tab.8 Project Data of Water Quality Commissioning Operation
根据水质调试运行数据,各类废水的出水水质:pH 值为6 ~8、CODCr质量浓度为76 ~105 mg/L、TP为1.4~2.3 mg/L、氨氮为6 ~9 mg/L、TN 为14 ~25 mg/L、氟化物为1.5 ~2.3 mg/L、悬浮物为20 ~30 mg/L,满足pH 值为6 ~8、CODCr≤450 mg/L、TP≤5 mg/L、氨氮≤35 mg/L、TN≤45 mg/L、氟化物≤20 mg/L、悬浮物≤300 mg/L 的出水要求。 由此可以看出,项目工艺流程及参数设置能够满足各类废水处理排放要求。
6 工程经济技术指标
本工程概算投资为20 200 万元,其中:建筑工程为7 000 万元,安装工程为2 400 万元,设备购置为7 100 万元,其他费用为3 700 万元。
年总成本费用为3 378.4 万元,单位处理成本为5.2 元/m3,单位处理经营成本为4.0 元/m3,单位处理可变成本为3.0 元/m3。
7 结论
(1)污水分质处理与分类组合相结合。 不同特征污染物的废水分开进行处理后再混合排放;对于特征污染物相同或相似的废水,混合后进行处理,提高处理效率,降低建设及运行成本。 充分利用废水中含有的酸、碱成分,混合后达到调节pH 的目的,节约药剂投加成本。
(2)采用先进的水解池池型。 根据进水水质的实际情况,CODCr、TN、TP、氟离子的去除是关键,本工程服务对象工业废水占比较大,为改善废水可生化性,水解是一个极其重要工艺环节。
充分发挥水解池降解高分子、难降解有机污染物的功能,提高污水B/C。 采用两级AO 的生化主体处理工艺,提高难降解有机物去除率。 投加化学药剂进行沉淀,在实际运行中设置连通管可以实现将含磷废水与含氟废水混合处理,利用磷酸钙与氟化钙协同沉淀为氟磷酸钙的反应机理,可以一定程度上减少反应沉淀池中化学药剂的投加量,同时获得更好的沉淀效果与更高的去除率。
(3)加盖除臭、景观绿化。 为防止和避免污水处理厂臭味对周围居民生活的影响,本工程设置除臭处理设施,主要收集和处理构筑物内的臭气。 从单体结构稳定性、工程投资及整体美观等综合考虑,确定厂区水池构筑物采用混凝土加盖,保证良好除臭效果。 对于污泥输送机等设备密封采用有机玻璃钢罩密封,对脱水机房等产生臭气的车间采取全车间抽吸收集臭气。
猜你喜欢
少儿美术(2019年1期)2019-12-14
小哥白尼(趣味科学)(2018年6期)2018-09-14
中学生数理化·高一版(2018年6期)2018-07-09
中学生数理化·高一版(2017年10期)2017-12-19
能源(2017年5期)2017-07-06
西北工业大学学报(2015年4期)2016-01-19
化工进展(2015年6期)2015-11-13
中国塑料(2015年7期)2015-10-14
分析化学(2014年7期)2014-12-13
应用技术学报(2014年1期)2014-02-28