单塔塔顶循环丙烷回收工艺特性与能耗评价
2024-05-03 09:00张伟哲大庆油田有限责任公司第一采油厂
石油石化节能 2024年4期
张伟哲 (大庆油田有限责任公司第一采油厂)
随着工业化进程的不断提升,市场对于丙烷及丙烷以上的轻烃需求量越来越大,因此在天然气生产过程中的丙烷回收工艺受到各油田的关注[1-2]。对丙烷实施回收,不仅可以降低非密闭流程中3%~5%的油气损耗,提高天然气的综合利用水平,还能降低天然气在储配和运输中的风险。
丙烷回收工艺按原理可分为吸附法、油吸收法和冷凝分离法等[3],其中冷凝分离法是目前国内陆上油田应用最为广泛的回收手段。重接触塔(DHX) 回收流程作为冷凝分离法的代表工艺[4-6],具有冷量利用合理、脱乙烷塔塔顶回流稳定等优点,但在实际应用中,DHX 塔底流出的液烃回流至脱乙烷塔,导致塔顶气中含有大量丙烷,不仅影响产品回收率,还存在系统热集成不合理和能耗持续偏高等问题[7]。单塔塔顶循环丙烷回收(SCORE)工艺是Orloff 公司在2000 年左右提出的DHX 回收流程的增强版,目前国内仅有英买凝析气田的丙烷回收采用该工艺[8]。
为发挥SCORE 工艺的优势,推动该工艺在国内天然气凝液处理中的应用范围,有必要分析脱乙烷塔塔压、侧线抽出液相流量、塔顶回流比、原料气分流比等参数变化对丙烷收率和总能耗的影响,研究工艺对不同气质组分的适应程度,以期为能耗的进一步降低提供实际参考。
1 SCORE 工艺简介
1.1 工艺流程
DHX 回收流程中的重接触塔和脱乙烷塔可以看成一个带上部侧线回流的复合塔,因此将重接触塔堆叠在脱乙烷塔上方,取消重接触塔,一方面可减少占地面积200~300 m2,优化工艺布局,另一方面可减少该工艺的风险点数量。通过不断调整气液相抽出量,形成单塔流程。
SCORE 工艺流程:原料气先经过预冷冷箱降温后,进入低温分离器;低温分离器顶部气相进入膨胀机降压后,打入脱乙烷塔上部,为塔内提供冷量;低温分离器分离出的液相经预冷冷箱升温后,进入脱乙烷塔下部;脱乙烷塔塔顶气与侧线抽出气相换热后,一部分作为脱乙烷塔回流形成一个循环,另一部分进入预冷冷箱为原料气提供冷量后,先后通过同轴膨胀机的压缩端、外输压缩机升压后外输;脱乙烷塔下部作为分馏段,侧线抽出液相经预冷冷箱复热后回流至脱乙烷塔下部;脱乙烷塔塔底液烃流入液化气塔,实现LPG 和稳定轻烃产品的稳定输出。
1.2 工艺特点
SCORE 工艺具有如下特点:一是采用单塔设备即可实现以前的双塔效果,对于降低工艺投资具有重要意义。二是侧线抽出气相的回流可分为两股,一股作为塔顶回流,可增加塔内重组分的冷凝量,提高丙烷收率;另一股可作为塔内上部吸收段的进料,为侧线采出气相提供物流,保证塔内气液平衡。三是侧线抽出液相可为原料气提供冷量,既回收了塔内冷量,又增加了冷箱的热集成度,换热结构较为稳定。四是原料气在预冷冷箱中的换热工艺采用分流顺序换热,一股原料气的预冷冷量来自脱乙烷塔顶气;另一股原料气的预冷冷量来自低温分离器液相和侧线抽出液相,通过调整原料气分流比,可以很好得控制低温分离器温度和丙烷收率,也可大幅降低塔底重沸器能耗。从以上分析可知,该工艺适合原料气和外输气压力均较高,无压差可用的工况。
2 丙烷回收率及总能耗的影响因素
以某待改造站场为例,通过HYSYS 软件实现SCORE 工艺建模。状态方程采用PR 方程[9-10],膨胀机等熵效率75%,压缩机绝热效率75%,考察不同因素变化对丙烷收率及能耗的影响。其中,原料气压力6 MPa,温度30 ℃,实际体积流量1×104m3/h,要求外输干气压力6 MPa。原料气的摩尔组成见表1,C2+以上的摩尔含量为8.41%,具有较高的凝液回收价值。

表1 原料气摩尔组成Tab.1 Molar composition of raw gas%
2.1 脱乙烷塔塔压
对于SCORE 工艺,诸多物流在脱乙烷塔内实现闪蒸和气液平衡,因此脱乙烷塔塔压对于各项指标的影响极为敏感。保持塔顶和塔底的压差为100 kPa,以3.0 MPa 为起始压力,脱乙烷塔塔压与丙烷收率、总能耗的关系曲线见图1。
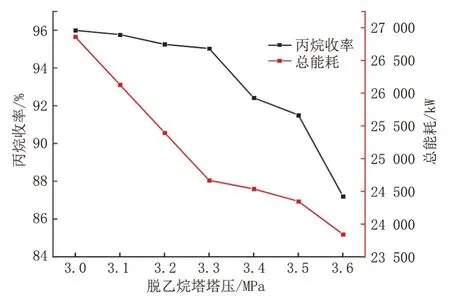
图1 脱乙烷塔塔压与丙烷收率、总能耗的关系曲线Fig.1 Relationship curves between deethylene tower pressure and propane yield and total energy consumption
随着脱乙烷塔塔压的升高,膨胀机的膨胀比减小,低温分离器分离出的气相流温度升高,可携带的冷量减少,降低了塔内精馏效果,丙烷收率下降。同时塔压升高,在外输压力不变的前提下,外输压缩机的能耗大幅降低,且塔顶温度升高,两条抽出侧线的温度也升高,降低了塔底重沸器能耗,总能耗有所下降。但不同塔压范围内,丙烷收率和总能耗的下降幅度有所不同,微小的压力波动均会导致各项指标的剧烈变化。 脱乙烷塔塔压3.0~3.3 MPa,丙烷收率在95%以上,而总能耗大幅下降;脱乙烷塔塔压3.3~3.5 MPa,丙烷收率大幅下降,而总能耗降幅很小;在脱乙烷塔塔压增加至3.6 MPa 以上时,塔内精馏效果急剧下降,已无法满足产品品质的要求。综合考虑塔压对丙烷收率和总能耗的影响,推荐塔压在3.0~3.3 MPa 下运行为较优工况。
2.2 侧线抽出液相流量
液相从第9 块塔板抽出,从第10 块塔板回流,侧线抽出液相流量参数主要影响低温分离器温度和重沸器能耗。在满足预冷冷箱最小传热温差大于3 ℃的条件下,以3 000 kmol/h 为起始流量,侧线抽出液相流量与丙烷收率、总能耗的关系曲线见图2。
随着侧线抽出液相流量的增加,丙烷收率先小幅增加后快速下降。侧线抽出液相流量对总能耗的影响较大,主要体现在冷量回收量增大,降低了塔底重沸器中公用工程的加热负荷,也降低了外部制冷剂循环负荷,总能耗持续下降。综合考虑侧线抽出液相流量对丙烷回收率和总能耗的影响,推荐侧线抽出液相流量在3 200~3 400 kmol/h 下运行为较优工况。
2.3 塔顶回流比
侧线抽出气相流量在进入塔顶回流罐后实施了分流,吸收段和精馏段的液相回流直接影响塔内丙烷收率,因此侧线抽出气量和回流比(回流量与回流罐中液相流量的比值)的关系较为紧密。以0.4为起始回流比,塔顶回流比与丙烷收率、总能耗的关系曲线见图3。随着塔顶回流比的增加,丙烷收率先增大后减小,不同侧线抽出气量下存在最佳回流比。侧线抽出气相流量越多,脱乙烷塔吸收段的冷凝效果越好,丙烷收率越高,且在满足塔内所需冷量的基础上,增大抽出气量可降低塔顶最佳回流比,用于补充气相抽出。
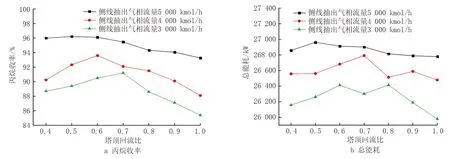
图3 塔顶回流比与丙烷收率、总能耗的关系曲线Fig.3 Relationship curves between top reflux ratio and propane yield and total energy consumption
随着塔顶回流比的增加,总能耗基本呈先增加后减小趋势,塔顶回流比影响各塔板温度分布、闪蒸、气液平衡及分离效果,侧线抽出气量越大,回流泵的输出功率越大,总能耗越高。综合考虑塔顶回流比对丙烷收率和总能耗的影响,推荐侧线抽出气相流量在5 000 kmol/h,塔顶回流比为0.4~0.6 时运行为较优工况。
2.4 原料气分流比
通过调节原料气分流比,可以控制原料气预冷温度,进而控制低温分离器冷凝效果。在不超过外输干气提供冷量的基础上,以0.7 为起始分流比,原料气分流比与丙烷收率、总能耗的关系曲线见图4。随着原料气分流比的增加,丙烷收率和总能耗表现为相同的变化趋势,均先快速增大,后保持稳定。分流比越大,原料气预冷温度越低,进入脱甲烷塔内的气相温度也越低,有利于塔内重组分分离,丙烷收率上升;同时,可用于给低温分离器液相和侧线抽出液相换热的原料气量减少,导致两股液相换热后温度降低,脱乙烷塔重沸器的能耗升高。在冷箱最小温差大于3 ℃的约束条件下,当分流比增加到一定程度后,用于给预冷冷箱提供冷源的外输干气流量是有限的,丙烷收率和总能耗无法持续增大。综合考虑原料气分流比对丙烷收率和总能耗的影响,分流比应保持在0.78 以上,并根据气质组分的贫富进行优化调整。
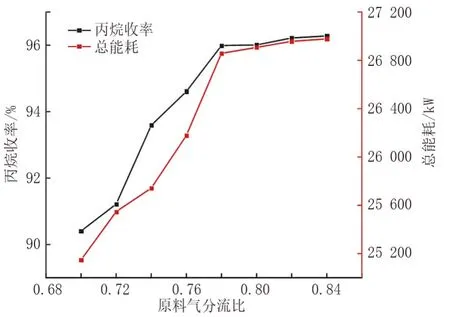
图4 原料气分流比与丙烷收率、总能耗的关系曲线Fig.4 Relationship curves between raw gas split ratio and propane yield and total energy consumption
3 原料气组成对SCORE工艺能耗的影响
考虑到现场工况中气藏气或伴生气的组成可随时间变化,在表1 的基础上,选取4 组GPM 值(每千标准立方英尺气体中可回收的液烃体积,GPM 值越大,表示气质越富) 为1.53~7.73 的不同原料气(表2),在原料气温度、压力不变,外输干气压力不变条件下,分析不同原料气组成对SCORE 流程关键参数和总能耗的影响,结果见表3。在丙烷收率基本维持在96%的工况下,气质越富,虽然塔顶回流比越大,脱乙烷塔塔顶温度越高,但侧线抽出液相和侧线抽出气相的流量也在减少,最终导致脱乙烷塔和脱丁烷塔的重沸器能耗大幅降低,工艺总能耗呈降低趋势。可见SCORE 工艺对不同原料气组成的适应性较好。
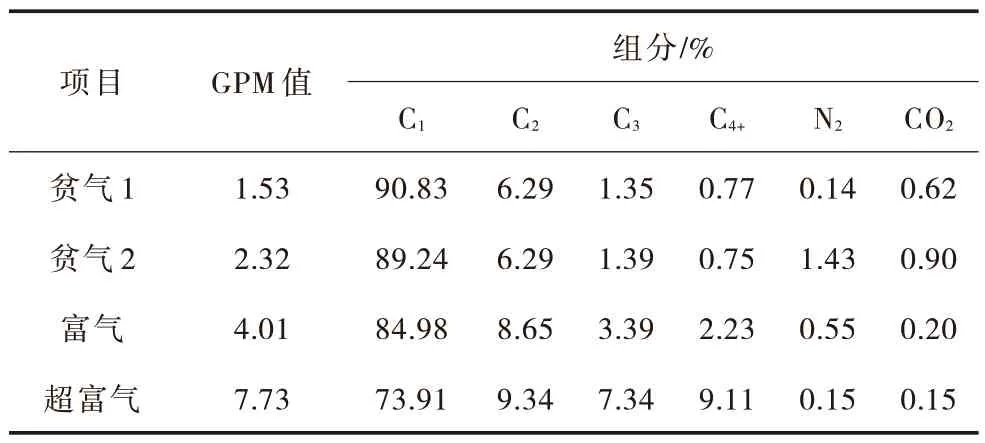
表2 不同原料气的摩尔组成Tab.2 Molar composition of different raw gases
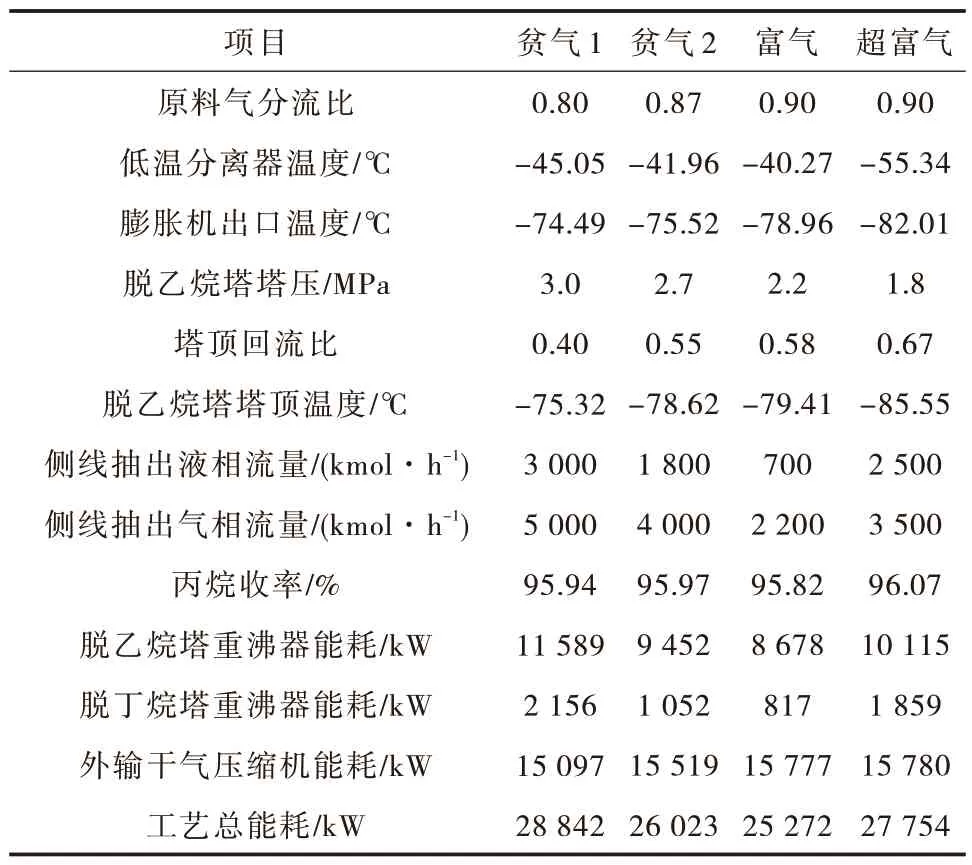
表3 不同原料气条件下的流程模拟结果Tab.3 Process simulation results under different raw gas conditions
从表3 中可知,超富气中低温分离器的温度较低,该温度主要由较大的原料气分流比控制,一方面不利于降低脱乙烷塔重沸器能耗,另一方面对于低温分离的耐低温水平也有较高要求。油田伴生气在开发后期多属于富气或超富气,故考虑对于较富的气质增加外部循环制冷流程。在满足流程冷量需求的前提下,可取消侧线抽出液相流股(改进流程一)或取消低温分离器分离液相换热过程(改进流程二),提高流程的热集成度。以超富气为例,不同改进流程的能耗情况见表4。换热方式改进后,原料气分流比有所下降,低温分离器温度上升,侧线抽出气量有不同程度的上升,工艺总能耗大幅下降。其中,改进流程一和改进流程二的能耗下降幅度分别为9.56%和6.04%,改进流程一的效果更好,这与原料气分流比减小,降低了重沸器能耗和外部循环制冷能耗有关。
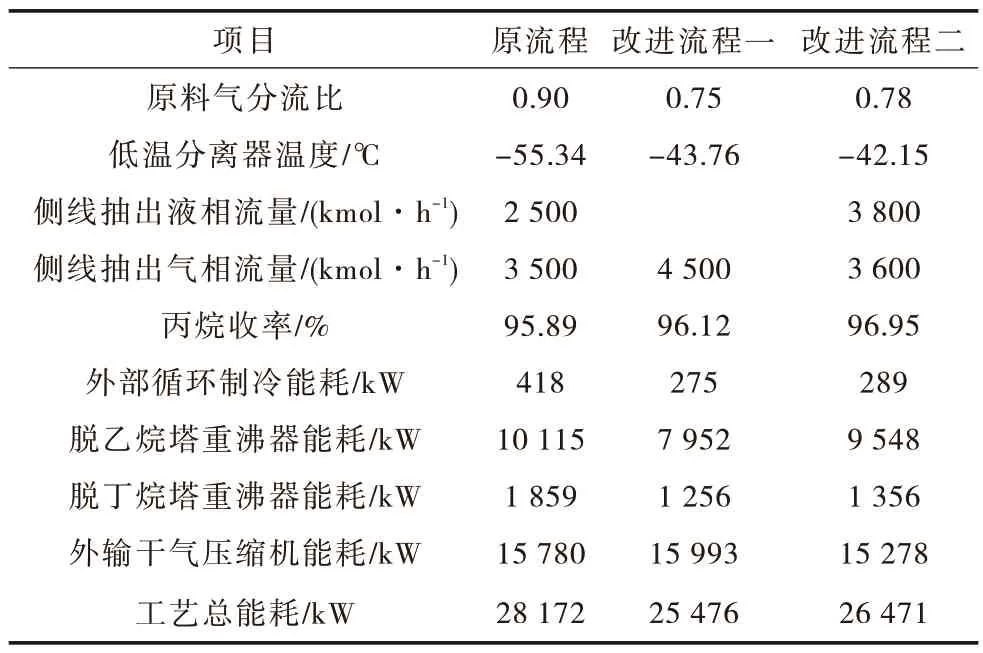
表4 不同改进流程的能耗情况Tab.4 Energy consumption of different improvement processes
4 结论
针对常规DHX 丙烷回收流程能耗较高、对不同气质适应性较差的问题,通过HYSYS 软件建立SCORE 工艺模拟流程,研究了不同因素下的丙烷收率和工艺总能耗,得到如下结论:
1)脱乙烷塔塔压与丙烷收率呈反相关,原料气分流比和侧线抽出气相流量与丙烷收率呈正相关,侧线抽出液相流量和塔顶回流比存在最佳丙烷收率对应的数值。
2)脱乙烷塔塔压、侧线抽出液相流量与工艺总能耗呈反相关,原料气分流比和侧线抽出气相流量与丙烷收率呈正相关,塔顶回流比存在最大总能耗对应的数值。
3)对气质较富的原料气,可考虑在增加外部循环制冷流程的前提下,取消侧线抽出液相流股,降低总体能耗水平;SCORE 工艺流程与DHX 工艺相比,采用单塔流程,节省了设备占地空间,降低了热能和动能损失,可以在其他区块推广使用。
4)模拟结果表明,在贫气工况下,脱乙烷塔压在3.0~3.3 MPa 下运行为较优工况,侧线抽出液相流量在3 200~3 400 kmol/h 运行为较优工况,侧线抽出气相流量在5 000 kmol/h,塔顶回流比为0.4~0.6 时运行为较优工况,分流比应保持在0.78以上;当原料气组分较富时,可考虑在增加外部循环制冷流程的前提下,取消侧线抽出液相流股,降低总体能耗水平。
猜你喜欢
化工设计(2022年1期)2022-03-07
科学技术创新(2021年19期)2021-07-16
石油化工(2020年8期)2020-09-15
锦绣·下旬刊(2019年2期)2019-10-14
石油石化绿色低碳(2019年6期)2019-01-14
铁道通信信号(2016年7期)2016-06-06
小学阅读指南·低年级版(2016年8期)2016-05-14
设备管理与维修(2016年6期)2016-03-16
石油炼制与化工(2014年9期)2014-04-06
食品工业科技(2014年13期)2014-03-11