
壳聚糖对氧化淀粉凝胶热挤压3D打印成型性的影响
2024-05-03 10:28陈玲吕嘉宇邱志鹏
华南理工大学学报(自然科学版) 2024年3期
陈玲 吕嘉宇 邱志鹏
(华南理工大学 食品科学与工程学院/广东省天然产物绿色加工与产品安全重点实验室/淀粉与植物蛋白深加工教育部工程研究中心,广东 广州 510640)
水凝胶是由高聚物或共聚物交联而成,在水中溶胀但不溶解,且能够呈现三维(3D)结构的高分子材料。淀粉是自然界中天然生成的数量较为巨大的高分子碳水化合物,由于其含有丰富的羟基,颗粒经过加热吸水糊化后可形成水凝胶,具有分布均匀的网络结构及可生物降解性、生物相容性、吸水和保水性等诸多优点,被广泛应用于辅料、功能因子输送[1]、组织工程[2]等食品和医药领域。然而,天然淀粉形成的凝胶材料在性能上存在一定的不足,无法满足实际应用的需求。其中,为了满足更高的亲水性和反应性需求,往往会在天然淀粉分子中引入羧基等亲水性和负离子基团。而次氯酸钠氧化淀粉是由天然淀粉与次氯酸钠氧化剂发生作用,使淀粉分子中的羟基被氧化成羧基而得到的一种化学改性淀粉,由于羧基的引入使淀粉亲水性和反应性能提升,极大地拓展了其在食品及生物医药等领域的应用[9]。
热挤压3D打印是一种基于计算机数字模型,将原料通过逐层堆积方式构建材料的物理改性技术[3]。淀粉凝胶作为一种典型的非牛顿型触变性流体,具有剪切稀化的流变学特点[4],适合于热挤压3D打印处理[5]。3D打印过程中的保温水热效应和打印过程中的挤出机械剪切力效应会促使糊化的淀粉进一步作用,导致分子链之间缠绕、物理交联和氢键等相互作用,以此形成凝胶多孔网络结构,并进行个性化塑形满足新型产品创制需求[6-8]。然而,氧化淀粉在制备过程中分子链会发生不同程度的降解,显著影响流变性质而导致其热挤压3D打印成型性变差、凝胶强度变弱,易发生坍塌,无法满足热挤压3D打印加工需求。
壳聚糖(CS)是甲壳素脱去部分酰基后的产物,由于其良好的生物相容性、生物可吸收性以及抑菌特性在食品及生物医学领域受到极大的关注[10]。有文献报道,通过双醛脱支淀粉中的醛基与壳聚糖中的氨基之间的动态希夫碱交联制备了性能优良的壳聚糖水凝胶[11]。Shaghayegh等[12]开发了一种壳聚糖-双醛淀粉复合水凝胶用于局部给药倍他米松,其中双醛淀粉与壳聚糖之间的希夫碱反应是这个混合体系原位凝胶化的关键因素之一。Ji等[13]制备了一种对原花青素有吸附作用的氧化淀粉-壳聚糖配合物,ATR-FTIR光谱测定表明,氧化淀粉的—COO-与壳聚糖的—NH+3之间可能存在静电相互作用。
凝胶网络结构与热挤压3D打印成型性和凝胶强度有着密不可分的关系。在热挤压3D打印加工中,壳聚糖不仅可与氧化淀粉形成阴阳离子的静电相互作用和氢键相互作用等非共价作用,还会发生希夫碱化学交联反应,从而影响氧化淀粉-壳聚糖凝胶的打印性能和凝胶强度。因此,本文通过利用热挤压3D打印不同比例的氧化淀粉-壳聚糖凝胶,考察不同添加量壳聚糖与氧化淀粉分子之间的非共价相互作用,以及希夫碱化学交联作用对复合凝胶材料流变性能、打印成型性和凝胶强度的影响,为利用壳聚糖调控氧化淀粉凝胶材料的热挤压3D打印可行性,以及打印性能优良的氧化淀粉-壳聚糖凝胶材料制备提供理论依据和基础数据。
1 实验
1.1 实验材料与仪器
1.1.1 实验材料与试剂
次氯酸钠氧化玉米淀粉(羧基含量0.65%,醛基含量1.13%,重均分子量为1.18×106g/mol),广东中轻枫泰生化科技有限公司生产;壳聚糖(低黏度:<200 mPa·s,重均分子量<105g/mol,脱乙酰度=90%),上海麦克林生化科技有限公司生产;冰醋酸(分析纯),江苏强盛功能化学股份有限公司生产。
1.1.2 主要仪器设备
MCR 302型流变仪,奥地利Anton Paar公司生产;Nicolet 5700型傅里叶变换红外光谱仪,美国Thermo公司生产;EVO18型扫描电子显微镜,德国ZEISS公司生产;TA.XT PlusC型质构仪,英国Stable Micro Systems公司生产;SHINNOVE S2型热挤压3D打印机,杭州时印科技有限公司生产。
1.2 实验方法
1.2.1 氧化淀粉凝胶材料的制备
氧化淀粉-水悬浮液中氧化淀粉质量分数为40%(淀粉干基质量为基准),经过70 ℃糊化15 min后转移到3D打印机,70 ℃保温5 min后开始打印,其中设定喷嘴相对高度为1.0 mm,打印速度为30 mm/s,回抽速度为50 mm/s,回抽距离为2 mm,喷嘴内径为0.8 mm。将打印好的样品立即放入-80 ℃冰箱中冷冻,并采用真空冷冻干燥机将样品干燥,备用。糊化样品标记为OMS,打印样品标记为3DH。
1.2.2 不同壳聚糖添加量的氧化淀粉-壳聚糖凝胶材料的制备
固定上述氧化淀粉干基质量比例,在水中分别加入质量为0.5%、1%、2%淀粉干基的壳聚糖,调节pH值并搅拌至溶解,后加入氧化淀粉并在70 ℃水浴加热搅拌糊化15 min,后续操作如上。糊化样品标记为OMS-0.5%/1%/2%CS,打印样品分别标记为3DH-0.5%/1%/2%CS。
1.2.3 流变性能测定
在70 ℃水浴糊化后,立即将氧化淀粉糊OMS及其与不同壳聚糖添加量糊OMS-0.5%/1%/2%CS转移至流变仪测试平台上。设置测试温度为70 ℃,平行板直径为25 mm,板与平台间隙为1 mm。样品的边缘覆盖硅油,以避免水分蒸发。
剪切稀化性能测试:设置剪切速率测试范围为10-1~102s-1,得到黏度随剪切速率变化曲线,由此观察样品的剪切稀化程度。
触变性测试:对各个样品在振荡模式下进行循环剪切试验,首先在1%应变下保持2 min,使用线性黏弹性区域内的低应变值,模拟静止阶段;接着在100%应变保持2 min,使用线性黏弹性区域外的高应变值,模拟材料从喷嘴被挤出的剪切阶段;然后在1%应变下保持2 min,模拟静态时的结构恢复过程,如此进行两个循环交替应变剪切试验。实验结果是用动态剪切测试(DSR)来表征样品的结构在整个模拟3D打印过程中的破坏和恢复情况。
应力扫描测试:设置恒定的角频率(10 rad/s),在剪切应力范围为0.01~1 000 Pa进行测试,得到储能模量随剪切应力变化的曲线,从中获得样品的流动应力τf和屈服应力τy。
1.2.4 热挤压3D打印成型性测试
线宽测试:选择模型打印60 mm×60 mm的正方形线条,用于测定线宽。打印完成后,将线条放在光学显微镜下测定宽度,测试3次,计算平均值。
层数测试:选择模型打印30 mm×30 mm×60 mm的圆柱体薄壁,打印层高为0.7 mm,记录最高打印层数,测试3次,计算平均值。
1.2.5 傅里叶红外光谱测定
参考Liu等[14]的方法进行测试。将预先平衡好水分的样品装于OMNI采谱样器中,利用ATR支架对样品进行全反射光谱扫描。测试条件如下:分辨率4 cm-1,扫描范围4 000~400 cm-1,扫描次数64,空气作为背景扫描。利用OMNIC软件对所获得的红外光谱图进行二阶导数求导。
1.2.6 SEM形貌观察
将热挤压3D打印制备的氧化淀粉及其复合凝胶材料掰成细条状,使用导电胶将其粘附在样品台上。然后将样品台置于离子溅射镀膜仪中镀金300 s,取出后放入SEM样品室。在10 kV的电压下进行测试,样品与探头的距离约9 mm,并在适合的放大倍数下选取有代表性的区域进行拍照。
1.2.7 凝胶强度测试
分别将吸水前后的凝胶材料直接放置在测试台上,选用P/0.5S探头。测试条件为:测试速度2 mm/s;触发力5 g;压缩比例30%,实验重复3次。
1.2.8 溶胀性能测试
将2 cm×2 cm的样品浸入25 mL蒸馏水(37.5 ℃)中以达到平衡,测定溶胀率。用滤纸擦拭表面后称重,确定溶胀后的重量,重复实验3次。凝胶溶胀率按照以下公式计算:
式中:Mt为溶胀率,%;Wt为样品在t时刻的重量,g;W0为吸水前干样品的重量,g。
1.2.9 数据分析方法
采用Excel 2019软件建立数据库,表格中的显著性分析(p<0.05)采用SPSS软件中的ANOVA方法进行处理;图片采用Origin和PowerPoint 等软件进行绘制。
2 结果与讨论
2.1 CS对OMS流变性能的影响
凝胶材料的流变性能制约其热挤压3D打印成型性,尤其必须具有剪切稀化特性才能顺利从喷嘴中挤出[16]。图1为氧化淀粉OMS及其与不同添加量壳聚糖糊OMS-CS体系黏度随剪切速率变化的曲线。氧化淀粉凝胶具有较高黏度,而壳聚糖的加入会进一步增加体系的黏度。4种样品的黏度均随剪切速率增大而降低,表明壳聚糖的加入没有改变氧化淀粉的剪切稀化特性。这是由于随着外界的应力作用增大,体系凝胶网络结构不断被破坏,分子链间缠绕程度不断降低,流动阻力减小,流层之间的剪切应力降低,从而使得体系黏度随之降低。

图1 氧化淀粉及其与壳聚糖复合凝胶材料的黏度曲线Fig.1 Viscosity versus of oxidized starch and its composite gel material with CS
氧化淀粉及其与壳聚糖复合凝胶材料的这种剪切稀化特性可用幂函数(Power-Law)流变模型(η=Kγn-1)进行拟合[15],所有样品的K、n值及相关系数R2列于表1,其中n为样品流态特征指数,K为稠度系数。由表可知,所有相关系数均在0.996~0.999范围内,说明幂定律对流变曲线具有良好的拟合效果。所有凝胶材料的n值均小于1,说明均为典型的非牛顿流体,具有剪切稀化特性使之适合作为热挤压3D打印材料。而不同添加量壳聚糖的加入均显著增加氧化淀粉凝胶材料的K值,表明其会与氧化淀粉发生分子互作而增强了体系的非共价作用。
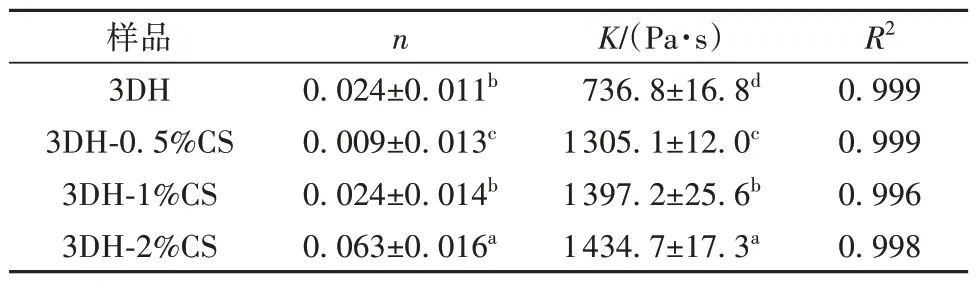
表1 氧化淀粉及其与壳聚糖复合凝胶材料黏度曲线的幂方程拟合参数1)Table 1 Power-law parameters for oxidized starch and its composite gel material with CS
图2和表2展示了氧化淀粉及其与壳聚糖复合凝胶材料的触变性,DSR3-1和DSR5-3分别代表凝胶材料结构在整个触变性测试中的破坏和恢复情况。G'1,G'3和G'5分别为第1、第3和第5个阶段低剪切作用的储能模量;G'2和G'4分别为第2和第4个阶段高剪切作用的储能模量;DSR3-1指G'3与G'1的比值;DSR5-3指G'5与G'3的比值。由表中数据可知,经过第1次高剪切作用后,4种样品均表现出显著的触变性,而在低剪切作用下的结构迅速恢复能力较低,尤其是OMS-2%CS仅有18.46%;第2次高剪切作用后,4种样品的结构恢复率大大提高,且DSR5-3值大小为OMS-1%CS>OMS-0.5%CS>OMS>OMS-2%CS,表明适量壳聚糖加入所形成交联作用可改善凝胶体系的触变性。

表2 氧化淀粉及其与壳聚糖复合凝胶材料储能模量G'值的变化1)Table 2 Change of G' during alternate strains sweep experiments for oxidized starch and its composite gel material with CS
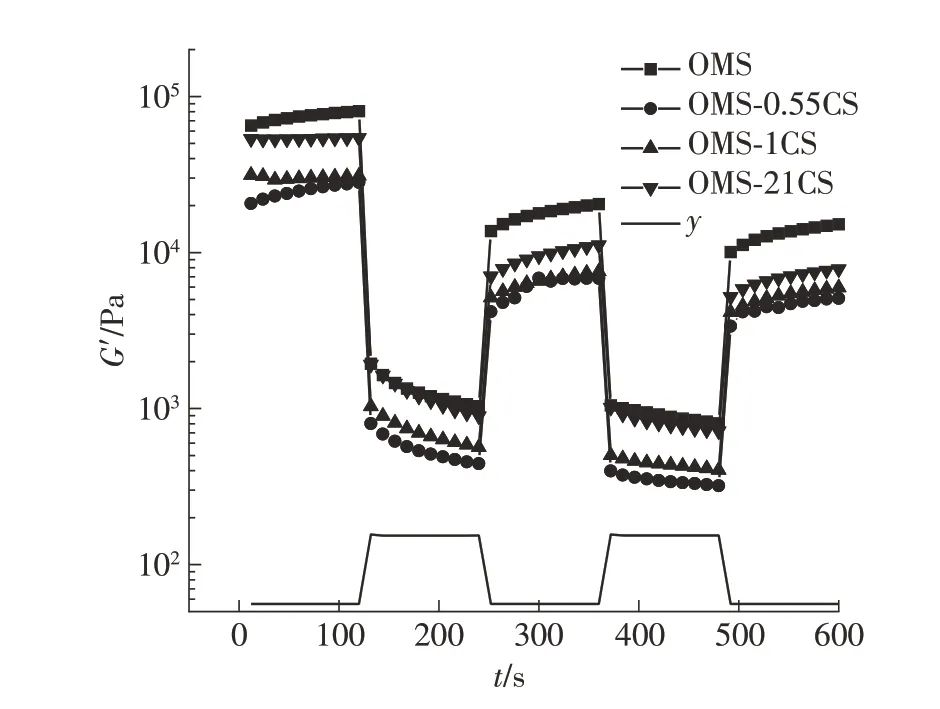
图2 氧化淀粉及其与壳聚糖复合凝胶材料的交替剪切储能模量(G')随时间变化曲线Fig.2 Time varying curve of alternate shear storage modulus G' for oxidized starch and its composite gel material with CS
应力扫描测试的结果如图3和表3所示。流动应力(τf)表示的是使凝胶材料发生流动所需的应力大小,可用来反映热挤压3D打印过程中物料挤出的难易程度,表现为应力扫描过程中G'=G″的应力值。氧化淀粉凝胶没有出现流动应力点,说明在1~1 000 Pa应力范围内其流动性不佳,难以被挤出。加入0.5%~1%壳聚糖后,OMS-0.5%/1%CS在996.26 Pa出现流动应力点,表明氧化淀粉打印挤出性得到改善。但当壳聚糖添加量为2%时流动应力点又消失,显示壳聚糖浓度过高时无法改善3DH的挤出能力。
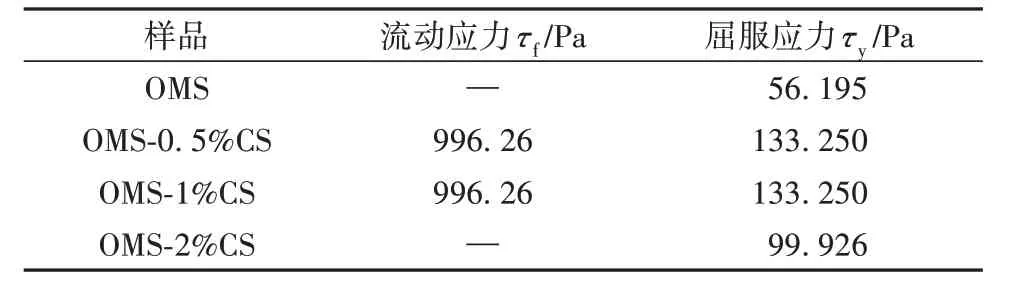
表3 氧化淀粉及其与壳聚糖复合凝胶材料的流动应力与屈服应力Table 3 Flow stress and yield stress of oxidized starch and its composite gel material with chitosan

图3 氧化淀粉及其与壳聚糖复合凝胶材料模量-剪切力曲线Fig.3 Stress sweeps for oxidized starch and its composite gel material with CS
屈服应力τy值表征凝胶材料的机械结构强度。氧化淀粉凝胶的屈服应力仅为56.195 Pa,壳聚糖的加入显著提高凝胶的屈服应力,赋予其更好的沉积抗变形能力。但当壳聚糖添加量升高至2%时,屈服应力下降,表明沉积抗变形能力较差,不利于3D打印成型性。
2.2 CS对3DH打印成型性的影响
图4为氧化淀粉及其与不同添加量壳聚糖复合凝胶材料的热挤压3D打印实物图。从图4可以观察到,3DH的蝴蝶模型线条不清晰且边缘锯齿化严重,这可能是由于其流动应力较高而屈服应力相对较低,导致打印过程中难以挤出且挤出后层间承载力较差,因此打印成型性不佳。3DH-0.5%CS和3DH-1%CS的蝴蝶模型分辨率和保真性都有所提升,线条清晰且边缘流畅。但3DH-2%CS的蝴蝶模型边缘不光滑并出现一些离散的线条。
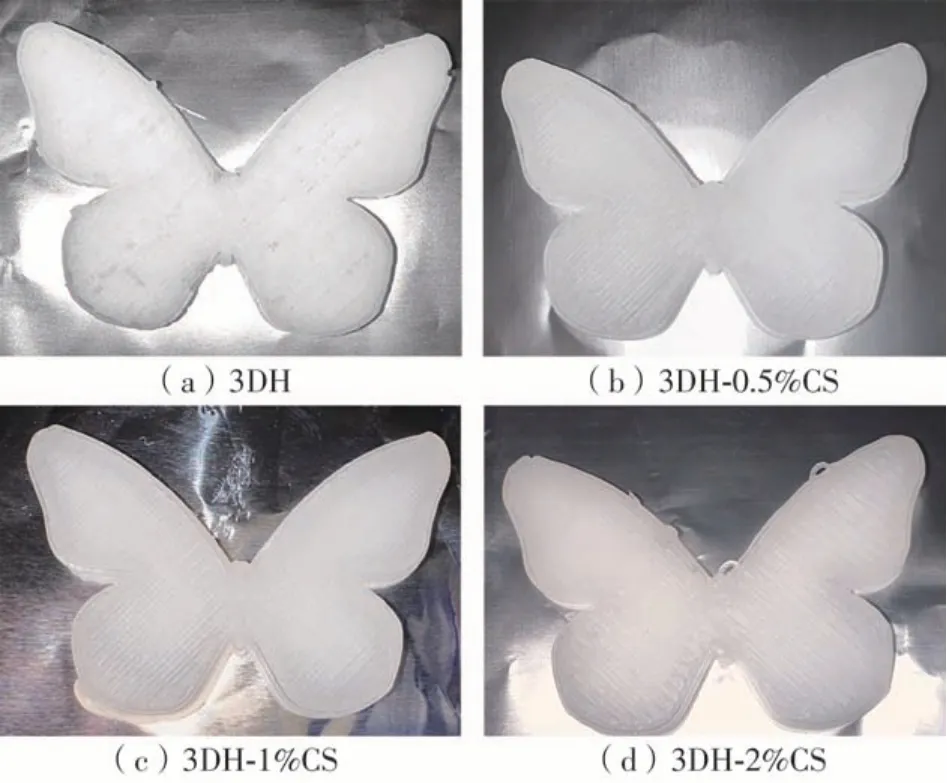
图4 氧化淀粉及其与壳聚糖复合3D打印凝胶材料Fig.4 3D printing gel material of oxidized starch and its composite gel with CS
打印线宽指的是材料在挤出喷嘴后的出丝宽度,由于淀粉凝胶材料会发生挤出膨胀的现象,其直接影响出丝宽度即打印线条的精度。打印层数指的是凝胶材料可支持的最高打印层数。而打印线宽和打印层数是表征打印成型性的相关参数。表4数据显示,添加0.5%~1%壳聚糖可使凝胶材料的打印线宽更趋近于0.8 mm(喷嘴直径),即提高打印精度;而不同添加量的壳聚糖均能不同程度提高打印层数,其中以3DH-1%CS的效果最佳。可见,壳聚糖的引入能调控氧化淀粉凝胶材料的打印成型性,随着壳聚糖添加量的增加,打印成型性先上升后下降,与流变性能的影响结果相吻合。
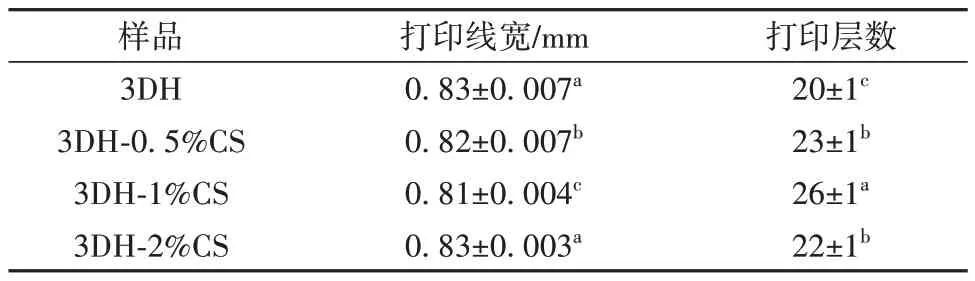
表4 氧化淀粉及其与壳聚糖复合凝胶材料的打印参数1)Table 4 Printed parameters for oxidized starch and its composite gel material with CS
2.3 CS对3DH打印成型形貌的影响
利用SEM对3DH及3DH-CS的内部结构进行观察,结果如图5所示。从图可以看到,3DH内部呈现出网络多孔结构,但由于体系中存在淀粉颗粒致使网络连贯性较差;0.5%壳聚糖的添加改善了凝胶网络结构整体的连贯性;1%壳聚糖的添加不仅有效改善凝胶网络结构的连贯性,而且网孔变小且致密;2%壳聚糖的添加使凝胶体系局部形成团聚体,致使整体网络连贯性劣变。可见,氧化淀粉与壳聚糖分子间的非共价和交联作用,增强分子链间的相互缠绕密集性,使得凝胶网孔分布更均匀,尺寸变小,从而形成更加致密的网络结构。随之体系中壳聚糖分子数量越多,凝胶网络结构这种变化趋势越加明显,但当壳聚糖分子较多与淀粉的交联作用较强时,使部分分子链的聚集密度增强,由此破坏了网孔分布均匀性。

图5 氧化淀粉及其与壳聚糖复合凝胶材料的微观形貌图Fig.5 Morphology structure of oxidized starch and its composite gel material with CS
2.4 CS对3DH中化学键的影响
图6为3DH及3DH-CS的ATR-FTIR图谱。对其进行二阶导数求导,可以看到,谱图中990 cm-1处C—O—H特征峰的位移情况,其可以精确地反映淀粉中葡萄糖单元C6上羟基所形成的氢键的变化。在加入壳聚糖后,C—O—H特征峰向高波数移动,且随壳聚糖添加量的增加更加明显。说明体系中由于壳聚糖的引入,凝胶内氢键作用增强。此外,3DH在1 650 cm-1处出现C= = O的特征吸收峰,表明存在羰基C= = O基团;在加入壳聚糖后,1 650 cm-1处的特征吸收峰消失,在1 655 cm-1处出现新的特征吸收峰,且随壳聚糖添加量的增加更加明显。据报道,1 655 cm-1是属于希夫碱基团C= = N的特征红外吸收峰[14],说明热挤压3D打印过程中氧化淀粉的羰基与壳聚糖的氨基通过发生希夫碱反应形成化学交联键,从而有利于增强凝胶强度。

图6 氧化淀粉及其与壳聚糖复合凝胶材料的ATR-FTIR图谱Fig.6 ATR-FTIR spectra of oxidized starch and its composite gel material with CS
2.5 CS对3DH溶胀性能的影响
图7和图8分别展示了3DH及3DH-CS在水中的溶胀状态和随时间变化的溶胀率。3DH的溶胀率在30 s到达130%,水分子渗透速度快,且在浸泡0.5 h后凝胶出现裂纹,3 h后基本崩塌,说明其凝胶网络结构致密性和强度较低;而壳聚糖的加入有效抑制打印凝胶材料的溶胀率,且随壳聚糖添加量增加,溶胀率不断下降。3DH-1%CS浸泡12 h基本不发生崩解。说明壳聚糖与氧化淀粉的非共价相互作用以及化学交联作用极大增强了凝胶网络结构致密性和强度,能够构建出结构稳定性良好的热挤压3D打印复合凝胶材料。
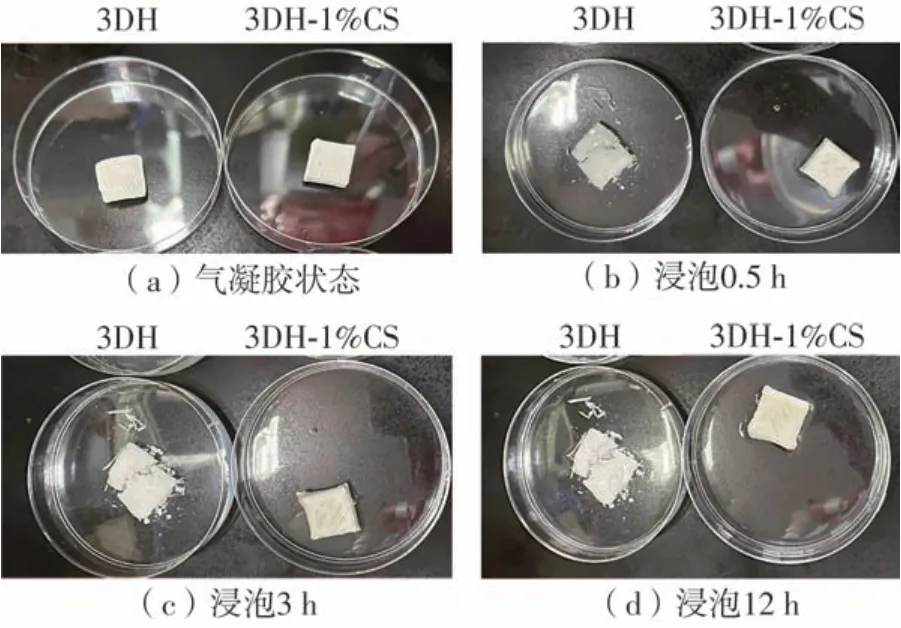
图7 氧化淀粉及其与壳聚糖复合凝胶材料在水中的溶胀图Fig.7 Pictures of swelling of oxidized starch and its composite gel material with CS in water
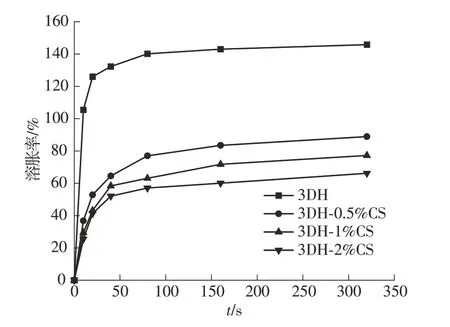
图8 氧化淀粉及其与壳聚糖复合凝胶材料的溶胀率Fig.8 Water absorption of oxidized starch and its composite gel material with CS
2.6 CS对3DH凝胶特性的影响
表5展示的是复水后打印样品的凝胶性能参数,(W)表示为湿基状态,(S)表示为在水中测试。从表中可以看出,3DH(W)的凝胶强度为179.61 g/cm,而3DH(S)在水中直接崩解无法测定,可见氧化淀粉无法打印出稳定性优良的凝胶材料。而加入壳聚糖可使氧化淀粉凝胶材料网络结构的破断力和凝胶强度大大增加,且随着添加量增大效果愈加明显,相对而言,复水凝胶强度大于水中凝胶强度。此外,图9显示,3DH-CS在10次压缩后凝胶强度变化程度较小,表现出良好的凝胶性能。上述结果说明壳聚糖引起的非共价相互作用以及化学交联作用可以显著提升氧化淀粉的凝胶强度。

表5 氧化淀粉及其与壳聚糖复合凝胶材料的凝胶性能参数1)Table 5 Gel strength parameters of oxidized starch and its composite gel material with CS
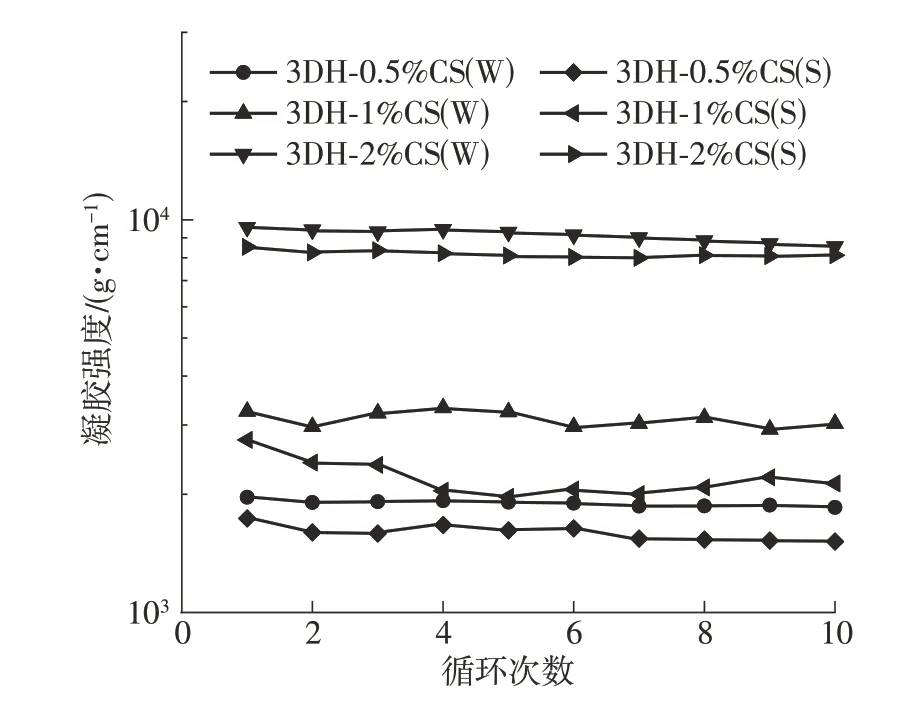
图9 氧化淀粉及其与壳聚糖复合凝胶材料复水后(W)及在水中(S)的凝胶强度Fig.9 Gel strength of oxidized starch and its composite gel material with CS after rehydration (W) and in water (S)
2.7 CS对3DH打印成型性的影响机制
图10为不同壳聚糖添加量对氧化淀粉打印成型性影响的机制图。在热挤压3D打印环境中,壳聚糖会与氧化淀粉分子间发生氢键、静电等非共价相互作用和希夫碱化学交联作用,不仅维持氧化淀粉原有剪切稀化特征,其黏度增大,且随添加量增加而趋势越加明显;但不同壳聚糖添加量对氧化淀粉凝胶性能和打印成型性影响效果不尽相同,在添加量为0.5%~1%时,壳聚糖与氧化淀粉的分子间相互作用,可导致氧化淀粉-壳聚糖凝胶材料的流动应力减小,使其易于挤出。并且其屈服应力和储能模量G'不断增大,凝胶支撑性增强,因此使得其添加壳聚糖后线宽精度和打印层数均有所提升,打印成型性提升,且1%添加量时效果最佳,此时凝胶网络结构最致密;但当添加量增加到2%时,体系的分子间相互作用加剧,其流动应力变大导致挤出性较差。与此同时,其DSR5-3与屈服应力均下降,导致经过高剪切作用后的氧化淀粉-壳聚糖凝胶材料恢复性能变差,因此其打印成型性降低,且此时凝胶网络结构出现团聚现象。得益于上述非共价相互作用及希夫碱化学交联作用,3DH-CS凝胶在水中可以保持其凝胶稳定性而不崩解,且其凝胶强度显著提升,并保持>10次的压缩测试不变形。以上现象随着壳聚糖添加量的增大而更加显著。

图10 不同壳聚糖添加量对氧化淀粉凝胶材料打印成型性的影响机制Fig.10 Mechanism of different chitosan addition on the printing formability of oxidized starch gel materials
3 结论
本研究探究了不同壳聚糖添加量(0.5%~2%)对于热挤压3D打印氧化淀粉凝胶材料的流变性能以及后续打印成型性、凝胶强度的影响。研究结果表明:原氧化淀粉凝胶仅有氢键相互作用等物理交联作用,其打印成型性较差,且凝胶强度较低。添加壳聚糖后,由于壳聚糖与氧化淀粉存在静电相互作用以及氢键作用等非共价相互作用,氧化淀粉-壳聚糖凝胶材料仍具有剪切稀化特性和触变性。在0.5%~1%的添加量范围内,壳聚糖可以增强凝胶的屈服应力和流动应力,从而提升凝胶整体的打印成型性。其中,1%的添加量效果最佳。然而,添加量过高(2%)会导致凝胶流动应力变大,挤出性变差,同时凝胶网络结构也会出现团聚现象,降低打印成型性。同时,研究发现,壳聚糖还可以和氧化淀粉通过非共价相互作用和希夫碱化学交联作用形成稳定的凝胶结构,提高凝胶的强度和稳定性,且随壳聚糖添加量增大而愈加显著。综上所述,热挤压3D打印物理交联作用协同壳聚糖与氧化淀粉的非共价相互作用以及希夫碱化学交联作用,为构建具有良好结构稳定性的个性化氧化淀粉基水凝胶材料提供新思路和新方法,在食品递送、生物医药、组织工程等领域具有良好应用前景。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
制造技术与机床(2017年5期)2018-01-19
食品界(2016年4期)2016-02-27
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
管理现代化(2016年3期)2016-02-06
管理现代化(2016年3期)2016-02-06
中国卫生标准管理(2015年24期)2016-01-14
智能系统学报(2015年4期)2015-12-27
中国塑料(2015年5期)2015-10-14
应用化工(2014年7期)2014-08-09
