
侧围外板材料利用率提升方法研究
2024-04-29 11:52:18程方宝陈俊伟蒋磊冉奥阳李国伟
模具工业 2024年4期
程方宝, 陈俊伟, 蒋磊, 冉奥阳, 李国伟
(东风本田汽车有限公司 新车型制造技术科, 湖北 武汉 430056)
0 引 言
中国制造2025对节能与新能源汽车发展有重要指示,把制造技术纳入路线图,节能与新能源汽车制造技术路线图的发展思路是以绿色制造、智能制造、优质制造、快速制造为主线,以智能制造为主攻方向,在满足节能降耗的同时提高制造精度。从车型成本上看,轿车白车身占比约为整车开发成本的40%~60%,白车身结构中冲压件占据95%以上。冲压件材料利用率反映了企业的技术和管理水平,也是影响经济效益的指标之一,发达国家企业的冲压件材料利用率已达到75%以上,而国内企业一般只有55%~70%,甚至更低。对于以消耗钢板为主的冲压,材料利用率提升1%,整车成本降低30元。汽车市场竞争日益激烈,价格战逐渐进入白热化,如何降低整车制造成本是各汽车企业核心课题。提升材料利用率能显著降低白车身成本,因此研究冲压件的材料利用率对节能与新能源汽车的绿色制造和智能制造起关键作用,能降低企业的制造成本,提升市场竞争力。
现以某车型侧围外板为研究对象,通过对侧围外板进行子部品(总成中零件)一体化设计、工艺补充优化及材料二次利用等技术的应用,实现侧围外板材料利用率的提升,获得了良好效果,为其他车型冲压件提升材料利用率提供参考。
1 影响侧围外板材料利用率的因素分析
材料利用率影响因素为零件质量及使用材料质量,零件质量越大,使用材料质量越少,材料利用率就越高,反之则越低。零件的质量主要受其结构影响,材料质量主要受其尺寸影响,因此分析材料利用率主要从优化零件结构及材料尺寸2个方面展开。
1.1 侧围外板零件结构分析
侧围外板是汽车所有覆盖件中装配关系最多的零件,需要与顶盖、四门、尾灯等零件进行装配,因此其外周轮廓和内部轮廓复杂,开口较多,影响其材料利用率。如图1所示,通过对现有5个车型侧围外板开口面积和材料利用率的调查,得出以下结论:零件的开口面积占比越大,材料利用率越低。因此可以通过优化零件结构设计,尽量减少开口面积,增加零件质量,提升材料利用率。
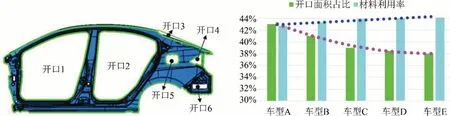
图1 侧围外板开口面积占比和材料利用率统计结果
1.2 侧围外板材料尺寸分析
侧围外板材料由于成形性的要求,一般为异形材料,通过落料模生产得到。侧围外板在落料生产过程中共产生4块边角料,如图2所示,分别位于尾箱和前立柱上部、轮毂和前立柱下部、后门洞部、前门洞部。这些边角料通常以废料形式进行处置,降低了侧围外板材料利用率。因此考虑将侧围外板4块边角料尺寸尽量缩短和二次利用落料废料,可有效提升侧围外板材料利用率。

图2 侧围外板落料废料
2 侧围外板材料利用率提升方法
2.1 零件结构优化
零件结构优化的目的是为了尽量减少零件开口面积,通过白车身图纸确认,侧围外板开口部零件为焊接加强件,因此考虑将焊接加强件和侧围外板进行一体化设计。为了满足车身强度要求,侧围外板和周边焊接加强件一体化设计需遵循以下原则:①材质等级≤JAC27D-45∕45;②板料厚度≤0.6 mm。在零件结构设计早期阶段,选择合适的焊接加强件与侧围外板合并,实现一体化设计。最终确定流水槽、尾灯安装盖板与侧围外板进行一体化设计,如图3所示。
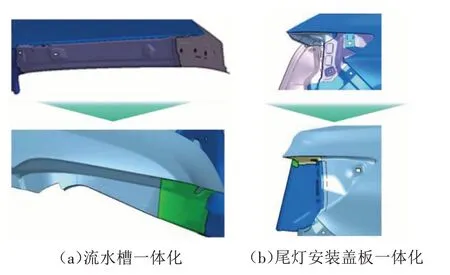
图3 子零件一体化设计方法
2.2 侧围外板材料尺寸优化
冲压工艺补充的合理性关乎零件的成形质量和制造成本,因此冲压工艺设计过程也是不断完善、优化的过程。覆盖件的冲压工艺在保证成形质量的前提下,尽量采用最小工艺补充面;在不影响零件冲压成形性能和模具结构强度的前提下,工艺补充面参数尽量采用最小值。
侧围外板工艺补充断面如图4所示,前立柱采用拉深、垂直修边工艺,拉深工艺补充在保证A柱成形充分的前提下,尽量采用最小的拉深深度h1和侧壁拔模角θ1,如图4中A-A所示,在满足修边刀块强度的前提下,尽量减小修边延长线L。如图4中B-B所示,顶棚部位采用浅拉深、垂直修边、侧整形工艺,拉深工艺补充在保证A面(外观面)成形充分及无冲击痕的前提下,尽量采用最小的拉深深度h2和侧壁拔模角θ2。如图4中C-C所示,裙边部位采用浅拉深、垂直修边、侧整形工艺,拉深工艺补充在保证裙边成形充分的前提下,尽量采用最小的拉深深度h3和侧壁拔模角θ3。如图4中D-D所示,尾灯部位采用拉深、修边和整形复合工艺,拉深工艺补充在保证尾灯处成形充分的前提下,尽量采用最小的拉深深度h4和侧壁拔模角θ4。如表1所示,统计了5个已量产车型侧围外板工艺断面参数,以此经验作为参考设定该侧围外板工艺参数。

表1 侧围外板工艺断面参数统计
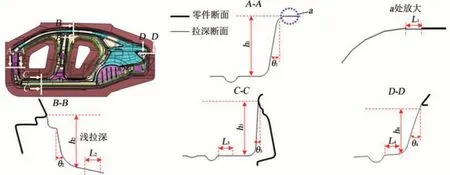
图4 侧围外板工艺补充断面
2.3 侧围外板落料二次利用
为了能够合理有效地利用侧围外板在落料过程中产生的边角料,基于二次利用材料适用部品筛选条件,如表2所示,采用AutoForm成形分析软件进行分析,当无起皱、开裂等明显缺陷时,判定适合二次利用。该车型最终选定油箱盖内板适用侧围外板前门洞处废料,如图5所示。

表2 二次利用材料适用部品筛选条件
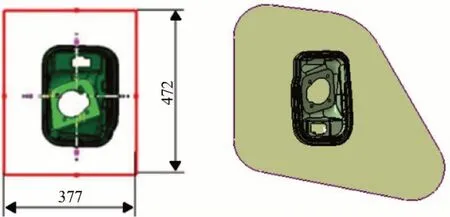
图5 侧围外板二次材料利用
3 侧围外板材料利用率提升方法实施
3.1 冲压工艺设计
为了实现侧围外板与子零件一体化,对冲压工艺设计要求更高。尾灯安装盖板一体化,型面更加复杂,难点在于成形时会开裂及工序排布困难,工艺设计如图6中A-A所示,OP10过拉深、OP20修边整形。流水槽一体化难点在于零件整形工序回弹,导致精度不良,工艺设计如图6中B-B所示,OP10过拉深、OP20修边、OP30整形。

图6 尾灯部及流水槽部工艺补充
3.2 CAE分析虚拟验证
零件制造可行性前期通过CAE虚拟分析进行验证,避免实物调试出现不良,浪费时间及精力进行反复改修。利用AutoForm软件导入CAD冲压工艺模面,按照工艺方案依次设置拉深、修边、翻边各工序的工具体和工艺参数,各工序工具体有限元模型如图7(a)所示。通过CAE软件虚拟分析,确认是否有开裂起皱等不良现象,否则进行工艺模面调整,最终符合各项CAE判定基准,如图7(b)所示。
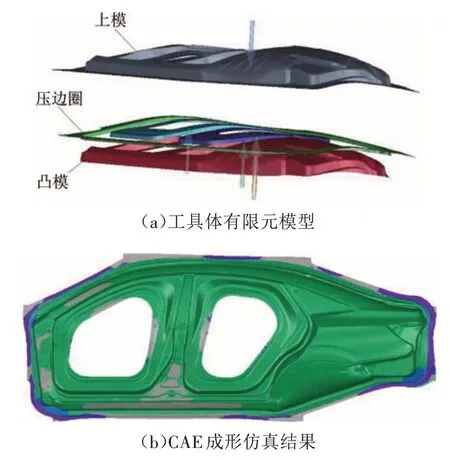
图7 CAE成形仿真分析
3.3 模具结构设计
制定冲压工艺后,为实现各工序工艺内容,需要进行合理的模具结构设计。如图8中A-A所示,尾灯部位在OP20工序进行修边整形复合,根据设定进入量,先外侧修边后再内侧整形。如图8中BB所示,流水槽部位在OP30工序使用40°斜楔侧整形,下模为活动凸模,冲压完成后回退便于零件取出。
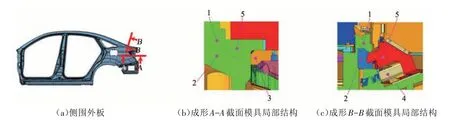
图8 模具局部结构
4 侧围外板实物效果验证
4.1 品质确认
按照已设定的模具结构进行冲模制造,并利用虚拟CAE成形工艺参数及仿真结果指导模具调试,得到图9所示的侧围外板和油箱盖。从图9可以看出,侧围外板成形充分,无开裂、起皱及明显的外观面凹陷等缺陷,满足零件批量生产的需求,同时油箱盖精度满足白车身配合尺寸要求。
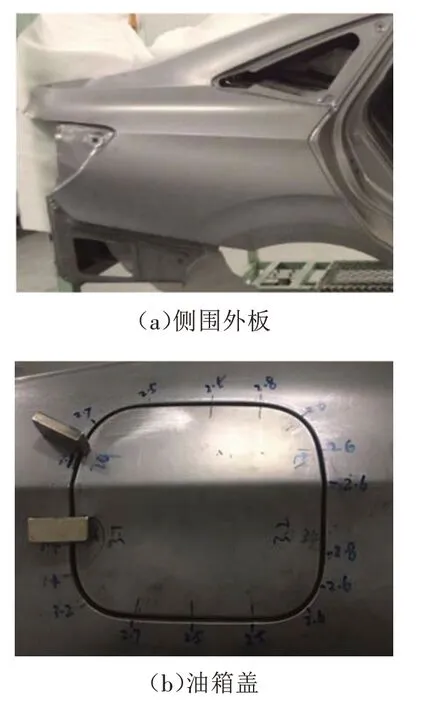
图9 侧围外板和油箱盖完成件
4.2 成本效果确认
通过采取以上对策,侧围外板材料利用率提升4%,实现了白车身材料费、子部品焊接费、涂胶费以及外购零件费用削减,单台成本降低10.8元,如图10所示。
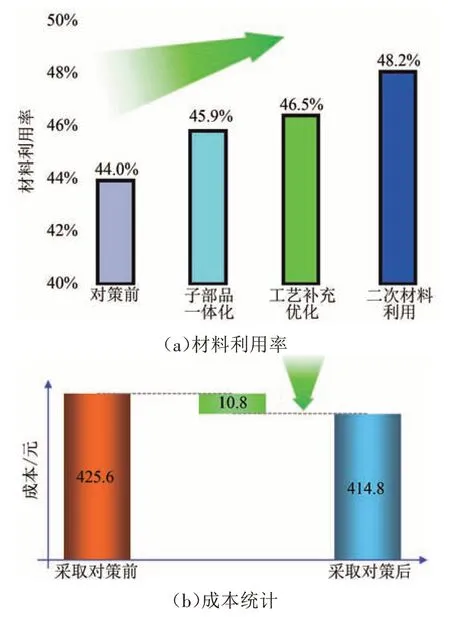
图10 材料利用率和成本统计
5 结束语
通过对某车型侧围外板材料利用率提升方法进行研究,从子零件一体化、工艺补充优化、材料二次利用3个方面介绍了提高侧围外板材料利用率的方法。通过上述方法的实际应用,提高了工艺技术水平,为后续车型的冲压工艺设计提供了参考。
提高材料利用率的方法较多,但都需要通过实践验证,例如冲压覆盖件落料方式,此方法需要核算落料模的投资、维修成本与提高材料利用率后的收益关系。总之,提高材料利用率是为了降低整车制造成本,在设计提高材料利用率方法时需要综合考虑投资成本与收益的关系。
猜你喜欢
金山(2022年2期)2022-03-15 18:27:59
汽车零部件(2021年9期)2021-09-29 05:35:00
橡胶科技(2021年7期)2021-07-20 01:23:06
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
模具制造(2021年3期)2021-05-03 13:37:22
模具制造(2019年10期)2020-01-06 09:13:00
装备制造技术(2019年12期)2019-12-25 03:06:56
模具制造(2019年4期)2019-06-24 03:36:42
科技创新导报(2017年34期)2018-06-05 10:17:28
环球市场(2017年21期)2017-09-10 07:22:44
