
基于极化曲线法的铝阳极电化学性能研究
2024-04-27 06:24宋嘉庚周翔降科宇
工业水处理 2024年4期
宋嘉庚,周翔,降科宇
(1.南安普顿大学,SO17 1BJ;2.中油国际管道公司,北京 102200;3.中国石油大学(华东),山东青岛 266555)
电絮凝污水处理技术是一种近年来兴起的污水处理新技术,具有效率高、无需添加药剂、无二次污染、设备操控和维护简单等优势〔1-3〕,该技术是海洋溢油应急处置的重要方法,可有效处置海洋船舶事故溢油及海上油气生产溢油等环境污染问题。
电絮凝工作原理主要包括3个方面:1)絮凝作用。利用铝或铁等金属作为阳极,溶解出的阳离子会发生水解反应生成具有强烈吸附作用的大分子无定型絮体,通过网捕、卷扫等方式将水中稳定的乳化油、固体颗粒等污染物去除。2)气浮作用。阴极产生大量氢气泡,气泡会向液面、阳极方向扩散,促进气泡与油滴的结合,有利于油类及小颗粒物质的去除。3)氧化还原作用。污水中的有机物等污染成分会通过直接或间接氧化还原作用发生分解去除。
虽然电絮凝技术有一系列优势,具有广阔的应用前景,但也存在一些不可忽视的问题,如因阳极溶解需不定期更换电极、钝化膜生成引发的高能耗等〔4-5〕,这些问题都与牺牲阳极的电化学性能有密切联系,因此,探究牺牲阳极的电化学性能变化规律具有重要意义〔6〕。当前,针对阳极电化学性能的研究方法一般有塔菲尔曲线法、电化学阻抗谱法、循环伏安法、阳极极化曲线法等。其中,阳极极化曲线法是表征电极电位与极化电流密度关系的一种方法,由于该方法操作简单、清晰明了,而且极化曲线直观表征阳极溶解特性参数,因此,该方法常用来研究牺牲阳极的电化学性能。
本研究拟采用阳极极化曲线法研究氯化钠质量浓度、初始pH、含油浓度对牺牲阳极电化学性能的影响特性,探究电絮凝牺牲阳极的溶解特性及钝化特征,为电絮凝技术用于海洋溢油应急处置提供科学依据。
1 材料与方法
1.1 实验装置与污水配制
1)实验装置。利用电化学工作站来研究铝阳极溶解特性,具体实验装置见图1。
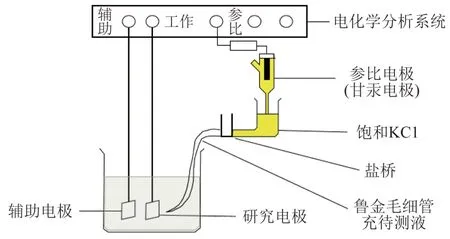
图1 实验装置示意Fig.1 Scheme of experimental apparatus
电化学工作站(CHI660E,上海辰华仪器有限公司);铝试件(1060,10 mm×10 mm×1 mm,朝盛五金),暴露表面积为1 cm2;数显剪切乳化搅拌机(JRJ300-SH,上海标本模型厂);A360紫外可见分光光度计(上海精密仪器有限公司);低温恒温槽(THD-2005,宁波天恒仪器厂);三用水箱(HH-600,峥嵘仪器);pH计(AZ88692,台湾衡欣仪器制造有限公司);电导率仪(DDS-11A,上海越平科学仪器有限公司);电子天平(CP1114,奥豪斯仪器有限公司);饱和甘汞参比电极(CHI150,徐州梵川仪器仪表有限公司);Pt电极(10 mm×10 mm×1 mm,徐州正浩电子科技有限公司);电解池(100 mL,徐州正浩电子科技有限公司)。
2)污水配制。将1 g十二烷基苯磺酸钠(SDBS)和3 g的0号柴油加入1.2 L水中,经数显剪切乳化搅拌机处理10 min(转速10.0 r/s);静置13 h后〔7〕,取中间150 mL的混合液作为模拟含油污水;根据不同考察因素加入不同质量浓度的NaCl;使用H2SO4溶液(1∶5稀释)和饱和Ca(OH)2溶液调节溶液pH。
1.2 实验步骤
采用恒电位阳极极化曲线法探究含有不同质量浓度氯化钠、不同初始pH、不同含油质量浓度的污水对铝阳极电化学性能的影响特性。
实验步骤:1)用去离子水冲洗1060铝试件,然后在无水乙醇中浸泡2 min;2)将试件放入模具中,用环氧树脂对试件进行封装,自然风干24 h后取出;用砂纸打磨试件使表面光洁;用去离子水冲洗,然后在无水乙醇里浸泡2 min除油;3)将配制的模拟污水倒入三室电解池,把处理好的铝试件、饱和甘汞电极、铂电极分别固定在三室电解池中;4)将三电极系统与电化学工作站连接,其中铝电极与工作电极(绿色)相连,饱和甘汞电极与参比电极(白色)相连,Pt电极与对辅助电极(红色)相连;5)开启电化学工作站,首先在开路电位-时间曲线模式下测量开路电位,实验参数设置见图2(a),当开路电位300 s内变化在±3 mV内视为达到稳定;6)开路电位稳定后,切换至线性扫描伏安法,实验参数设置见图2(b),进行阳极极化曲线测试。
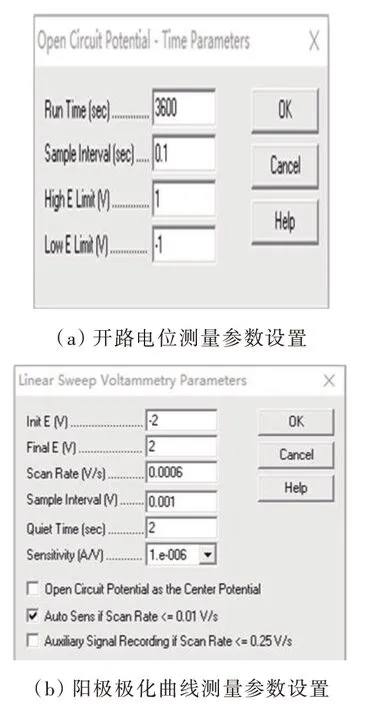
图2 开路电位和阳极极化曲线参数设置Fig.2 Open circuit potential and anode polarization curve parameter settings
1.3 电化学性能评价指标
典型的阳极极化曲线如图3所示〔8〕,纵坐标表示电流密度,从扫描起始电位开始,先后经历4个不同的区域,分别为活化区(AB段)、过渡区(BC段)、稳定钝化区(CD段)、过钝化区(DE段)。
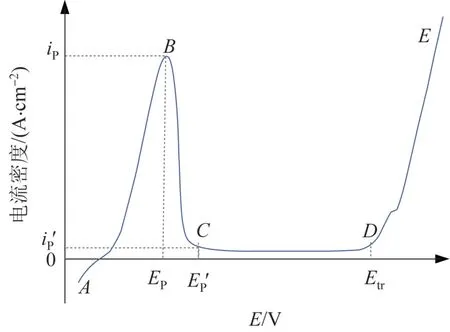
图3 典型阳极极化曲线Fig.3 Typical anodic polarization curve
如图3所示,在电絮凝反应过程中,金属阳极溶解速率(或电流密度)随电极电位的升高而不断增大,但电位增大到一定数值后,阳极表面钝化,生成一层致密、不溶、导电性差的氧化膜,致使阳极的溶解速率(或电流密度)减弱甚至停止〔9〕,因此严重影响电絮凝净化污水的性能。可见,提升电絮凝处理性能的关键是延缓阳极进入钝态或加速突破阳极的钝态,常选用以下评价指标〔10〕:
1)致钝电流密度ip,该指标是阳极由活化区向钝化区转变的标志,其数值越大,表明致钝过程中初始阳极溶解速度越快。
2)维钝电流密度ip′,即阳极维持在钝化区的电流密度,其数值越大,表明钝化区的阳极溶解速度越大。
3)钝化区电位宽度,即过钝化电位Etr与维钝电位Ep’的差值。钝化区电位宽度越窄,意味着阳极可以较快进入过钝化区。
2 实验结果与分析
2.1 氯化钠质量浓度对铝阳极电化学性能的影响
固定污水初始温度为(20.0±2.0) ℃,污水初始pH为8.00±0.50,选取0.02、0.2、2、10、30 g/L共5个不同的氯化钠质量浓度,开展铝阳极溶解特性实验,结果见图4。

图4 污水中氯化钠质量浓度对铝阳极电化学性能的影响Fig.4 The effect of sodium chloride concentration in wastewater on the electrochemical performance of aluminum anodes
由图4(a)可知,在活化区和过渡区内,随着氯化钠质量浓度从0.02 g/L增大到30 g/L,致钝电流密度从-1.30×10-3A/cm2变为到-100×10-3A/cm2,表明随污水中氯化钠质量浓度的增大,阳极的电化学活性升高。这是因为含油污水中的氯化钠质量浓度越大,污水的电导率越大,电子与离子的活度就越大,导致阳极溶解反应的离子和电子转移阻抗越低,阳极的溶解速度越快,这与文献〔11〕的观点是一致的。
由图4(b)可知,在钝化区内,当污水氯化钠质量浓度小于2 g/L时,维钝电流密度变化很小;当污水中氯化钠质量浓度从2 g/L升高到30 g/L的过程中,维钝电流密度由5.67×10-9A/cm2增大到2.45×10-8A/cm2,这是因为氯化钠质量浓度增大导致溶液中出现更多的氯离子,氯离子更容易诱发钝化膜的局部腐蚀〔12〕,对阳极表面的钝化膜起到了重要破坏作用。因此,污水氯化钠质量浓度越高,钝化膜破坏程度越大,阳极的溶解速率就越快。此外,随着氯化钠质量浓度由0.02 g/L增加到30 g/L,钝化区电位宽度由1.280 V减小为0.375 V,说明阳极钝化区电位宽度变窄,阳极突破钝化区的进程加快。因此,适当增加氯离子的质量浓度有助于钝化膜的破坏,降低阳极的钝化区电位宽度,促使阳极尽快进入过钝化区。
由图4(c)中的阳极溶解表面特征可知,当污水中氯化钠质量浓度在10 g/L以下时,电极存在局部溶解;当污水中氯化钠质量浓度大于10 g/L时,电极全面溶解。分析其原因,当氯化钠质量浓度较低时,氯离子浓度较小,对钝化膜的破坏只限于局部区域;当氯化钠质量浓度较高时,氯离子浓度较大,对钝化膜的破坏区域扩大。因此可以认为,随污水中氯化钠质量浓度的增加,阳极表面溶解速率增大,阳极由局部溶解向全面溶解转变。
2.2 初始pH对铝阳极电化学性能的影响
固定污水初始温度为(20.0±2.0) ℃,氯化钠质量浓度为2 g/L,选取4.1,6.1,8.6,10.1共4个初始pH,开展铝阳极溶解特性实验,结果见图5。
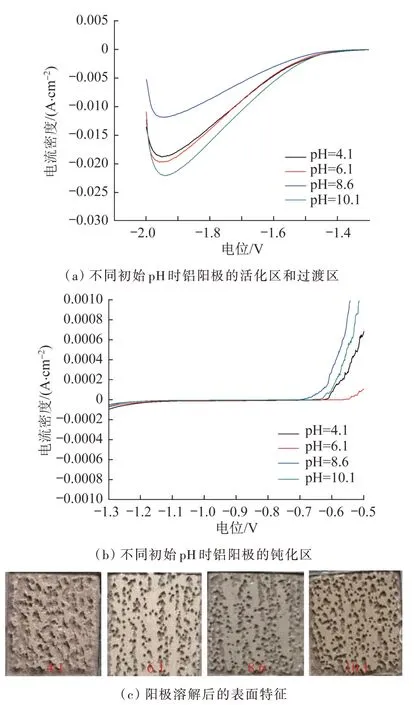
图5 污水初始pH对铝阳极电化学性能的影响Fig.5 The effect of initial pH of wastewater on the electrochemical performance of aluminum anodes
由图5(a)可知,在活化区和过渡区内,随着pH从4.1增大到6.1,致钝电流密度变化不大,可见酸性条件下,铝阳极的电化学活性随pH变化影响不大,稍有增加;随着pH由8.6增加到10.1,致钝电流密度由1.19×10-2A/cm2增大到2.22×10-2A/cm2,说明污水碱性越强,铝阳极的电化学活性越高。
由图5(b)可知,在钝化区内,当pH小于7时,随着pH从6.1减小到4.1,维钝电流密度明显增加,由1.77×10-9A/cm2增加到7.83×10-9A/cm2,钝化区电位由0.65 V减小到0.58 V,表明污水的pH越低铝阳极的溶解速率越快;当pH大于7时,随着pH由8.6增加到10.1时,维钝电流密度由4.44×10-9A/cm2增加到5.67×10-9A/cm2,钝化区电位宽度也由0.57 V减小到0.54 V,说明污水的pH越高铝阳极的溶解速率越快。
由图5(c)可知,pH=4.1时溶解坑的深度远大于pH=6.1时,这是因为H+与Al2O3反应生成Al3+,引发钝化膜破坏,且pH越低,H+浓度增大,钝化膜的破坏作用越强,这与文献〔13〕中的研究结论是一致的;pH=10.1的阳极表面溶解均匀程度大于pH=8.6,说明污水的碱性越强,阳极溶解速率越快,这是由于OH-与Al2O3反应生成AlO2-,对钝化膜有很大的破坏作用,pH越高,OH-浓度越大,与Al2O3反应越剧烈,对钝化膜的破坏作用越强烈,这与文献〔14〕中的研究结论是一致的。
2.3 初始含油量对铝阳极电化学性能的影响
污水初始pH为8.00±0.50,固定污水初始温度为(20.0±2.0) ℃,污水氯化钠质量浓度为2 g/L,选取0、200、600、1 100、2 000 mg/L共5个初始含油质量浓度,开展铝阳极溶解特性实验,结果见图6和表1。
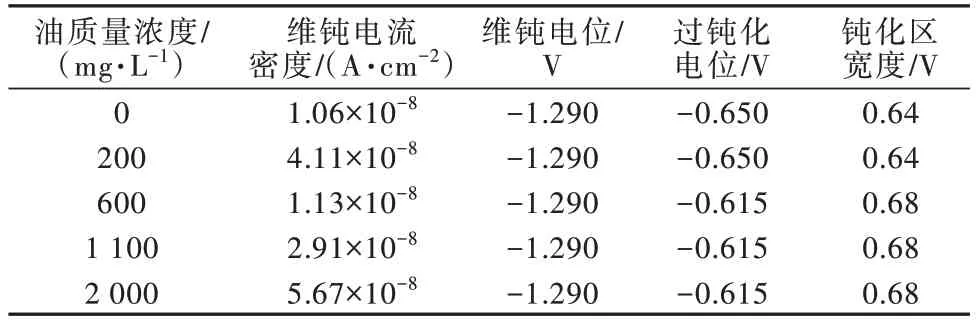
表1 初始含油量对铝阳极电化学性能的影响Table 1 Effect of initial oil content on the electrochemical performance of aluminum anodes
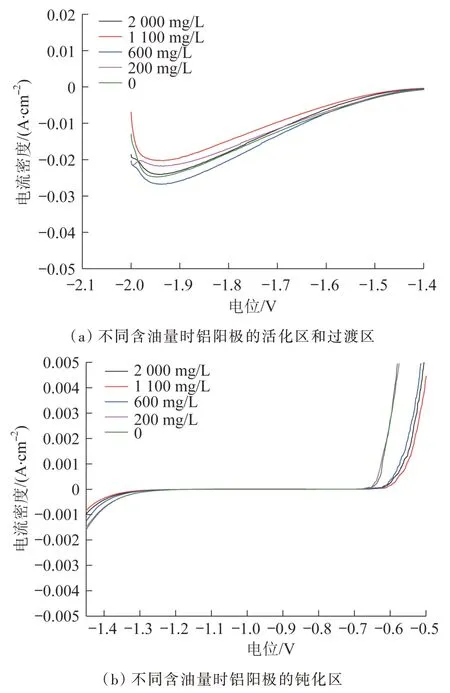
图6 初始含油量对铝阳极电化学性能的影响Fig.6 The effect of initial oil content on the electrochemical performance of aluminum anodes
由图6(a)可知,在活化区和过渡区内,初始油质量浓度由0增加至2 000 mg/L,致钝电流密度的变化不大,表明初始油质量浓度对铝阳极的溶解特性影响规律不明显。
由图6(b)及表1可知,在钝化区内,随着初始油质量浓度由0增加至2 000 mg/L,阳极的维钝电流密度变化规律不显著,整体呈现增大趋势,由1.06×10-8A/cm2增大到5.67×10-8A/cm2,表明污水的初始油质量浓度越高铝阳极的钝化区溶解速率越大;随着初始油质量浓度由0增加至2 000 mg/L,阳极的钝化区电位宽度呈现增大趋势,由0.64 V提高到0.68 V,表明污水的初始油质量浓度越高铝阳极进入过钝化区的速度越慢。
实验过程中还发现:使用NaCl配制的模拟含油污水开展实验时,NaCl初始质量浓度对处理装置内的流场分布的影响不大,流场分布较为均匀;在使用海水配制的模拟含油污水开展实验时,有明显的局部高速流场特征,这主要是因为海水中含有较多种类的离子,在电絮凝反应过程中产生了更多气泡,对反应装置内部流场产生了剧烈搅拌。
4 结语
本研究采用阳极极化曲线法针对污水中不同氯化钠质量浓度、不同初始pH、不同含油质量浓度对铝阳极电化学性能的影响特性开展了深入研究。
1)污水中氯化钠质量浓度对铝阳极溶解速率有较大影响。适当增加氯离子的质量浓度,致钝电流密度增大,阳极钝化区电位范围变窄,阳极突破钝化区的进程加快,阳极表面溶解速率增大,阳极由局部溶解向全面溶解转变。
2)污水中初始pH对铝阳极钝化性能有较大影响。在酸性条件下,pH越低,维钝电流越大,铝阳极溶解速率变快,钝化膜的破坏作用渐强;在碱性条件下,pH越高,致钝电流密度增大,维钝电流密度增大,钝化区电位宽度降低,阳极溶解速率增强,钝化膜破坏作用增强。
3)随着初始油质量浓度的不断增大,铝阳极的钝化区溶解速率整体呈现越大趋势,但铝阳极进入过钝化区的速度越来越慢。
猜你喜欢
中学生数理化·中考版(2022年12期)2022-02-16
原子与分子物理学报(2020年5期)2020-03-17
汽车科技(2018年3期)2018-09-04
电镀与环保(2017年5期)2017-12-19
化工设计通讯(2017年2期)2017-05-02
教育教学论坛(2017年7期)2017-03-07
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
奥秘(2016年12期)2016-12-17
