14.00R24NHS港口专用全钢工程机械子午线轮胎的设计
2024-04-24 07:20:14王若飞崔志武王晓娟宋朝兴
橡胶科技 2024年4期
王若飞,崔志武,王晓娟,陈 宇,宋朝兴
(风神轮胎股份有限公司,河南 焦作 454003)
随着我国经济的蓬勃发展,内外贸港口运输需求增大,港口集装箱吞吐量相应递增,港口的生产作业模式也在发生改变,港口机械逐步向多样化、大型化、无人化等领域发展[1]。港口集装箱堆高机以通用叉车技术为基础,集成了部分起重功能,主要用于集装箱的搬运和堆垛作业,具有可频繁转向与制动、机动灵活、操作简单等特点。
本工作主要介绍专为港口集装箱堆高机开发的14.00R24NHS港口专用全钢工程机械子午线轮胎(简称14.00R24NHS专用轮胎)的设计。
1 技术要求
根据《中国轮胎轮辋气门嘴标准年鉴》规定及客户需求,14.00R24NHS专用轮胎的主要技术参数为:轮辋 10.00W,充气外直径(D′) 1 420(1 396~1 444) mm,充气断面宽(B′) 388(364~401) mm,负荷 14 100 kg,标准充气压力1 000 kPa。
2 结构设计
2.1 外直径(D)和断面宽(B)
D和B的大小取决于轮胎的充气尺寸及其膨胀率,充气尺寸根据市场需求及国家标准确定。影响膨胀率的因素有轮胎带束层结构(钢丝帘线种类、带束层厚度和角度)、花纹深度、材料模量等。本工作根据相同系列规格产品的膨胀率取平均值,选取外直径膨胀率(D′/D)为1.007,断面宽膨胀率(B′/B)为1.055,本次设计D为1 410 mm,B为368 mm。
需要注意的是,该产品适配车型存在前部轮胎双胎并装的现象,需考虑负荷下断面宽及双胎间距配合的问题,以避免并胎风险。
2.2 行驶面宽度(b)和弧度高(h)
b和h决定了胎冠曲率半径的大小,从而影响轮胎接地印痕的形状。胎冠曲率半径太大,胎冠区域接地压力分布更趋向于胎肩,轮胎使用过程中会出现磨肩的情况;胎冠曲率半径太小,轮胎使用过程中会出现磨冠的情况。因此,b和h的取值对轮胎的接地印痕形状、接地压力及其分布有着决定性的作用,对成品轮胎的制动性能、耐磨性能以及生热性能影响较大[2]。
本次设计产品为港口专用,转向频繁,所以接地印痕的目标形状为椭圆形,h应取偏大的值,同时考虑超加深花纹的生热情况,b应取偏小的值,参数选择对轮胎耐磨性能的负面影响从提升港口轮胎专用胎面胶配方的抗切割性能方面来解决。本工作根据相同系列规格产品的设计经验,b/B取0.871,h/断面高(H)取0.049 8,H为400 mm,本次设计b为320 mm,h为20 mm。
2.3 胎圈着合宽度(C)和着合直径(d)
C和d是影响轮胎装配性能的重要参数,应在防止轮胎漏气、滑移和易装卸方面进行综合考虑。其中C要比轮辋标定宽度大0~25.4 mm(0~1英寸),对于子午线轮胎,适当增大C,在轮胎充气后,其应力应变会往胎肩方向移动,减小胎圈损坏的风险[3],同时需要考虑到C/B的增大会使B′/B增大,结合设计经验,本次设计C为274 mm。
d的选取主要考虑轮辋类型和标定直径,本产品推荐轮辋为平底轮辋,轮辋标定直径可拆卸端大小为609.6 mm,固定端大小为612.8 mm,本次设计d为610 mm。
2.4 断面水平轴位置(H1/H2)
H1/H2表示胎侧区域变形最大的位置,即负荷下断面宽的测量位置,其中H1表示水平轴下方断面高度(水平轴至胎踵垂直距离),H2表示水平轴上方断面高度(水平轴至胎冠中心垂直距离)。负荷状态下,最大变形位置低于水平轴位置,则胎圈部位应力应变更大,轮胎使用过程中易出现胎圈裂、趾口爆等缺陷;最大变形位置高于水平轴位置,则胎肩部位应力应变更大,轮胎使用过程中易出现肩空等缺陷[4]。本工作参考相同系列规格产品的设计经验,H1/H2取0.739 1,H1为170 mm,H2为230 mm。轮胎断面轮廓如图1所示。

图1 轮胎断面轮廓示意
2.5 胎面花纹
根据《中国轮胎轮辋气门嘴标准年鉴》和轮胎的行驶里程、使用寿命需求,胎面花纹采用超加深块状花纹设计,花纹深度为64 mm,花纹饱和度为72.2%,花纹周节数为28,增加花纹磨耗标志,花纹主要特点为高饱和度、牵引力强、防侧滑性能出色。
胎面花纹展开如图2所示。
3 施工设计
3.1 胎面
胎面设计考虑部件厚度及挤出设备能力,为满足挤出胎面工艺通过性要求,对胎面进行了3层拆分设计和挤出(见图3),对比胎面缠绕工艺,可有效释放成型产能。

图3 胎面结构示意
3.2 胎体和带束层
根据驱动轮负荷能力要求,本次设计胎体钢丝帘线采用3+9+15×0.225ST,可满足强度、高耐疲劳和耐磨性能的要求。
根据使用工况,带束层结构采用4层钢丝帘布叠式排列设计。其中1#带束层是过渡层,钢丝帘线采用3+9+15×0.175+0.15HT,角度为60°,方便胎体钢丝帘线与工作层角度的过渡,减小带束层的层间剪切力和防止带束层层间脱层,密度为低密度(46根·dm-1),可以进一步保证带束层与胎体的粘合强度,保证安全倍数;2#和3#带束层为工作层,是保证带束层刚性和箍紧作用的主要结构,钢丝帘线采用高模量的3+9+15×0.220+0.15HT,角度为20°,有效提高了带束层对胎体的箍紧作用,同时提升了产品的承载能力,考虑带束层的安全倍数及胶料与钢丝帘线的附着,密度为58根·dm-1;保护层为最靠近胎面的一层,本次设计保护层钢丝帘线采用高伸长率和高抗冲击型的3×7×0.20HE,角度为16°,密度为40根·dm-1,这种结构不仅能避免石块等杂物直接刺穿工作层,而且有利于增大胎面与带束层的附着力。运用彼德尔曼公式[5]计算,带束层安全倍数为11.8,满足设计要求。
3.3 胎圈
钢丝圈采用常见的六边形结构,钢丝直径为2.03 mm,覆胶钢丝直径为2.30 mm,排列方式为8-13-8。胎圈安全倍数为4.6。
3.4 胎圈加强层
与斜交轮胎相比,全钢工程机械子午线轮胎的胎圈结构比较复杂,为了避免应力集中,需要综合考虑各部件端点的位置,防止因端点重合导致胎圈部位出现早期损坏。
考虑到超加深花纹对整个冠部区域的加强作用,为保证轮胎最大变形处于水平轴位置,本次设计胎圈部位增加了钢丝包布的补强结构,钢丝包布钢丝帘线选择3×7×0.20HE,内外端点进行错开设计。
3.5 成型
成型设备采用了天津赛象科技股份有限公司生产的一次法两鼓/三鼓成型机,胎体鼓周长为1 770 mm,设备满足成型过程中各参数(平宽、定型宽、辅鼓周长等)的设计要求。
3.6 硫化
硫化设备采用2 235.2和2 413.0 mm(88和95英寸)蒸锅式硫化机。硫化条件为:蒸汽温度 145℃,总硫化时间 320 min。硫化胶囊 RB12004,胶囊拉伸高度 835 mm,预定型高度 570 mm,定型高度 590 mm。
4 有限元仿真优化
通过有限元仿真技术对轮胎设计方案进行优化[6],充气轮廓分析结果(取1/2轮胎)如图4所示,优化后的轮胎接地印痕及接地压力分布如图5所示。

图4 轮胎充气轮廓分析结果
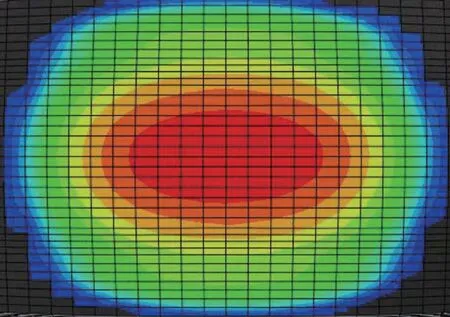
图5 优化后的轮胎接地印痕及接地压力分布
从图4可以看出,通过有限元仿真优化,轮胎充气轮廓满足设计要求。
从图5可以看出,轮胎接地印痕形状趋于椭圆形,接地压力分布均匀,设计方案满足要求。
5 成品性能
5.1 外缘尺寸
轮胎装配标准轮辋,标准充气压力为1 000 kPa,按照GB/T 521—2023进行测试,测得D′为1 418 mm,B′为386 mm,成品轮胎外缘尺寸满足标准要求。
5.2 物理性能
成品轮胎胎面胶的物理性能如表1所示。

表1 成品轮胎胎面胶的物理性能测试结果
从表1可以看出,成品轮胎胎面胶的物理性能满足标准要求。
5.3 静负荷性能
根据成品轮胎的室内测试结果,轮胎静负荷半径、负荷下断面宽与负荷的关系曲线如图6所示。

图6 轮胎静负荷半径、负荷下断面宽与负荷的关系曲线
采用多项式拟合图6中静负荷半径和负荷下断面宽随负荷变化的曲线方程(y1为静负荷半径,y2为负荷下断面宽,x为负荷)如下:
根据式(1)和(2)建立数学模型,用于轮胎静负荷性能的分析和研究,结果均满足设计要求。
6 结语
14.00R24NHS专用轮胎工艺通过性高,成品轮胎室内性能满足国家标准及相应设计要求。该产品已批量投入市场,市场反馈良好,完善了我公司港口专用轮胎产品系列。
猜你喜欢
九江学院学报(自然科学版)(2023年1期)2023-05-10 08:18:34
橡胶科技(2023年12期)2023-02-26 00:30:38
轮胎工业(2020年1期)2020-07-28 02:52:00
轮胎工业(2020年7期)2020-03-01 16:18:51
轮胎工业(2020年12期)2020-02-28 18:59:17
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
橡塑技术与装备(2018年21期)2018-02-19 03:10:26
制造业自动化(2017年2期)2017-03-20 14:26:13
铁道科学与工程学报(2015年4期)2015-12-24 12:11:20
橡胶科技(2015年6期)2015-07-31 07:05:02