
离线编程的弧焊机器人焊枪姿态主动柔顺控制方法
2024-04-23 01:29:38唐兴贵
设备管理与维修 2024年7期
唐兴贵
(昆明工业职业技术学院,云南昆明 650302)
0 引言
金属制造业中主要应用的技术有装配、机加工与焊接[1],其中对产品质量与生成效率等影响最大的技术是焊接技术[2]。为提升产品制造质量、提高产品制造效率,科研人员设计了弧焊机器人。利用弧焊机器人代替传统的人工操作,可以大大提升产品焊接速度与精度[3]。弧焊机器人的核心是编写程序。通过离线编程焊接程序可以降低机器人编程人员的工作量,提高编程效率[4]。为提升弧焊机器人的焊接效果,需要设计焊枪姿态控制方法。王保民等通过RBF 神经网络,确定弧焊机器人焊枪姿态控制的补偿量,利用Lyapunov 函数与HJI 定理设计弧焊机器人鲁棒控制器,在该控制器内输入补偿量、输出最终的弧焊机器人焊枪姿态控制结果,该方法的弧焊机器人焊枪姿态控制误差低于0.08 mm[5]。张天一等通过融合视觉传感和重力感应的方式设计弧焊机器人焊枪姿态控制器,结合弧焊机器人焊枪姿态的运动模型得到姿态控制结果,该方法在焊枪姿态控制中,横向与纵向误差分别达到0.20 mm 和0.78 mm[6]。但上述两种方法在进行弧焊机器人焊枪姿态控制过程中均容易出现高频抖振问题,无法达到柔顺控制的效果。为提升焊枪姿态控制的柔顺性,设计离线编程的弧焊机器人焊枪姿态主动柔顺控制方法,降低焊枪冲击力,使焊枪与焊接产品友好地接触。
1 弧焊机器人焊枪姿态主动柔顺控制
1.1 离线编程
离线编程具备较优的界面美观性与友好性,可加快编程效率[7-9]。利用离线编程的方式完成弧焊机器人主动柔顺控制,仅需在屏幕中选择需要焊接的工件,输入焊枪姿态主动柔顺控制量,点击开始按钮,弧焊机器人的焊枪便会严格依据主动柔顺控制量进行并完成整个焊接过程。同时,离线编程软件中的小窗口会实时呈现焊枪的运行轨迹[10]。弧焊机器人内主要包含弧焊机器人焊枪本体、离线编程软件与控制柜3 个部分。通过离线编程软件对弧焊机器人焊枪姿态主动柔顺控制方法进行编码[11-12],控制柜依据离线编程软件的编码结果,对弧焊机器人焊枪本体进行主动柔顺控制。离线编程软件的编程流程如图1 所示。
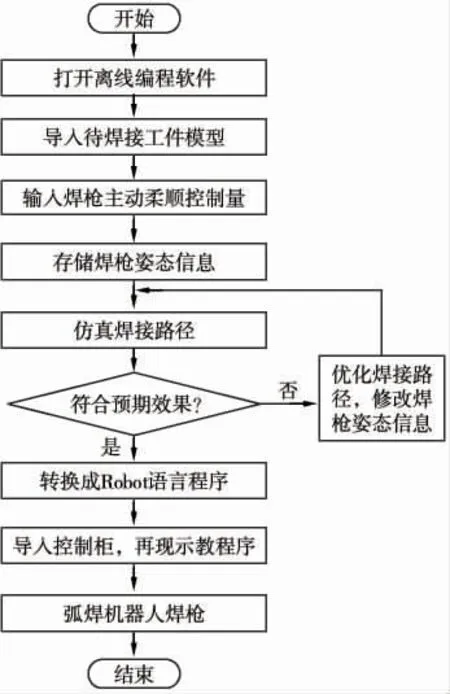
图1 离线编程流程
弧焊机器人焊枪主动柔顺控制的离线编程步骤如下:
步骤1:在离线编程软件内,导入需要焊接的工件模型[13]以及焊枪主动柔顺控制量。
步骤2:调用示教界面,依据焊枪主动柔顺控制量进行焊枪姿态轨迹规划与离线示教,得到仿真焊接路径[14],并存储焊枪姿态信息。通过设计外环阻抗控制器与内环位置控制器的方式,得到焊枪姿态主动柔顺控制量。
步骤3:分析仿真焊接路径是否符合工件焊接的预期效果,若符合,则将仿真焊接路径转换成Robot 语言程序输入控制柜;若不符合,则需优化焊接路径、调整焊枪姿态信息,再次仿真焊接路径[15]。
步骤4:控制柜按照Robot 语言程序,完成弧焊机器人焊枪姿态主动柔顺控制。
1.2 焊枪姿态主动柔顺控制方法
通过设计外环阻抗控制器与内环位置模糊控制器,得到焊枪姿态主动柔顺控制量,实现弧焊机器人焊枪姿态主动柔顺控制。弧焊机器人焊枪姿态柔顺控制方法如图2 所示。

图2 焊枪姿态柔顺控制方法
图2 中,Yd(s)是弧焊机器人焊枪姿态规划的目标轨迹曲线;s 是拉普拉斯变换量;Yf(s)是阻抗控制焊枪姿态位置修正量;Y 是焊枪实际位置;Fe是弧焊机器人焊枪末端和焊接工件表面的接触力;Ff(s)是弧焊机器人焊枪末端期望的力;Gk(s)是模糊PID 控制的传递函数;P(s)是Fe与焊枪姿态位置需符合的指定关系;G(s)是阻抗控制器。
在G(s)中输入Fe与Fr(s)的差值,得到弧焊机器人焊枪姿态位置修正量Yf(s);再将Yf(s)与Yd(s)的差值输入内环位置模糊控制器,输出弧焊机器人焊枪姿态主动柔顺控制量u。令Fe与主动柔顺控制后的焊枪姿态位置符合条件P(s),达到焊枪姿态柔顺输出的效果,以实现焊枪姿态力位的柔顺调整。
在外环阻抗控制器内,输入弧焊机器人焊枪末端和焊接工件接触力Fe,得到焊枪位置修正量Yf。Fe与Yf的关系为:
内环位置模糊控制器的输入信号由Yf与Yd的差值构建而成:
其中,t 是时间。
内环位置模糊控制器的主要方法是模糊PID 控制方法,模糊PID 控制方法是以PID 控制方法为基础,引入分数阶思想与模糊控制理论,以提升弧焊机器人焊枪姿态主动柔顺控制量的输出精度。PID 控制利用比例、积分与微分运算处理e(t),得到弧焊机器人焊枪姿态主动柔顺控制量u(t):
其中,Kp是比例系数;Ti是积分时间;Td是微分时间。
PID 控制方法的传递函数为:
分数阶PID 控制属于PID 控制的拓展方法,可以使弧焊机器人焊枪姿态主动柔顺控制的灵活性更佳,控制精度更高。分数阶PID 在Kp、Ti与Td的基础上引入积分阶次λ 与ρ 微分阶次,因此分数阶PID 的传递函数为:
以离散的形式描述,则计算式为:
其中,kj-1是离散系数。
为提升分数阶PID 的自适应调整能力,在分数阶PID 内引入模糊控制理论,以动态调整分数阶PID 的Kp、Ti、Td。模糊分数阶PID 控制方法的输入变量是e(t)与e(t)的变化率Δe(t),以Kp、Ti、Td的动态调整量ΔKp、ΔTi、ΔTd为输出变量。
令e(t)与Δe(t)的论域是{-6≤in≤6},ΔKp、ΔTi、ΔTd的论域是{-10≤out≤10}。输入、输出变量的语言值模糊子集是{NB,NM,NS,Z,PS,PM,PB},分别代表负大、负中、负小、零、正小、正中、正大。利用隶属度函数,将输入输出变量映射至指定范围中。
综合分析可知,内环位置模糊控制器的输出为:
2 实验分析
以某离线编程的M-10iA 型六轴弧焊机器人为实验对象,利用本文方法对该弧焊机器人的焊枪姿态进行主动柔顺控制,提升工件的焊接质量。该弧焊机器人的性能参数如表1 所示。
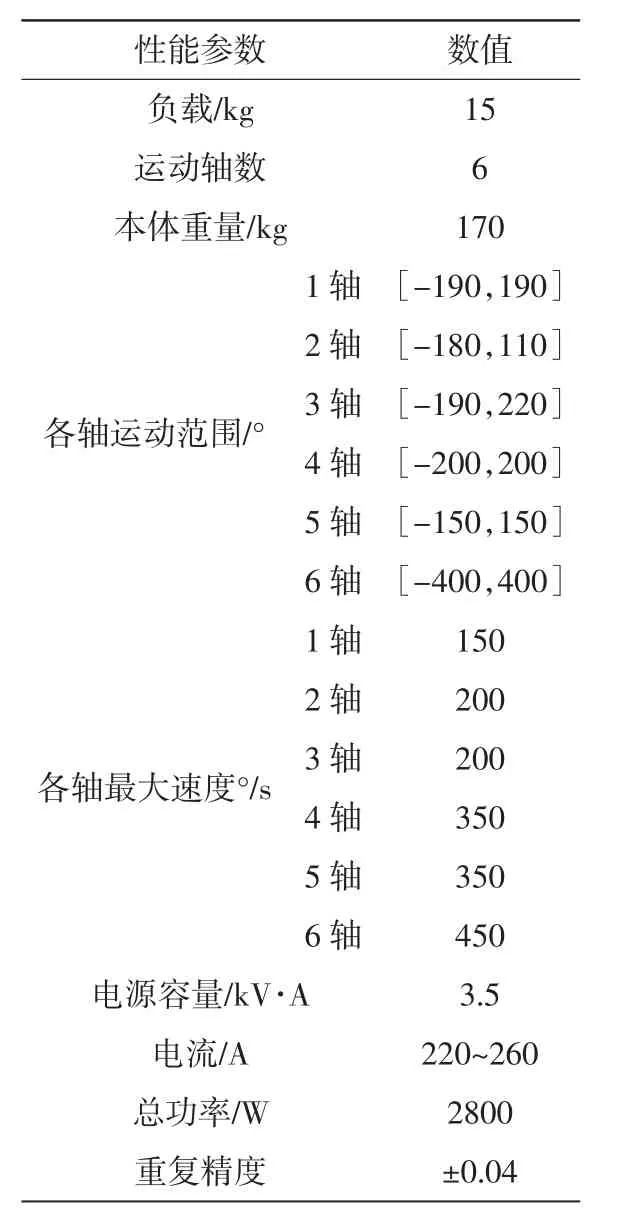
表1 弧焊机器人的性能参数
利用本文方法主动柔顺控制该离线编程的弧焊机器人焊接如图3 所示的工件。在不同阻尼系数下,经过本文方法主动柔顺控制弧焊机器人焊枪姿态后,焊枪末端与工件的接触力如图4 所示。
图3 待焊接工件
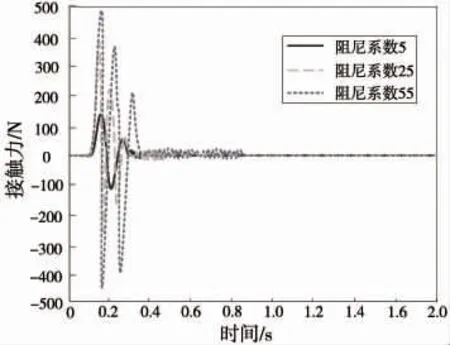
图4 不同阻尼系数下的接触力
根据图4 可知,在不同阻尼系数下,本文方法均可有效主动柔顺控制离线编程的弧焊机器人焊枪姿态。经控制后,阻尼系数越大,焊枪末端与工件的接触力越大,振动情况越明显,焊枪姿态趋于稳定状态需要的时间越长,因此,在主动柔顺控制离线编程的弧焊机器人时需选择较小的阻尼系数。
利用本文方法对该离线编程的弧焊机器人焊枪姿态进行主动柔顺控制,主动柔顺控制结果如图5 所示,工件的焊接效果如图6 所示。
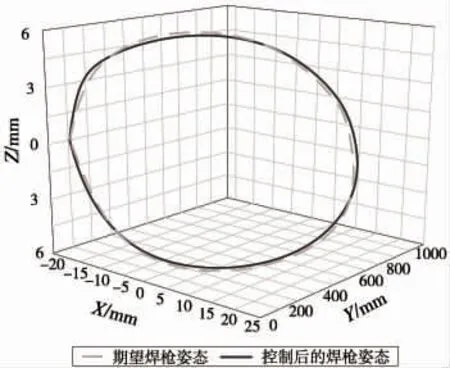
图5 焊枪姿态主动柔顺控制结果
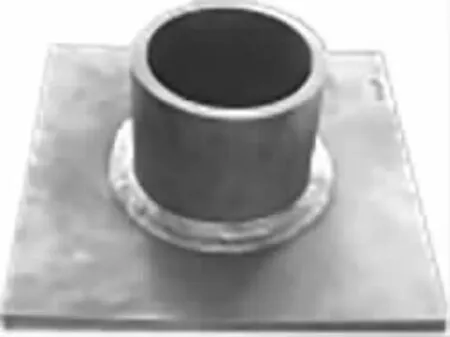
图6 工件焊接效果
综合分析图5、图6 可知,本文方法可有效实现弧焊机器人焊枪姿态的主动柔顺控制,焊枪姿态运行轨迹与期望焊枪姿态运行轨迹非常接近,控制精度较高。两个工件有效地焊接到一起,焊接位置无断裂,说明应用本文方法后的工件焊接质量较高。实验证明:本文方法可精准主动柔顺控制弧焊机器人焊枪姿态。
分析本文方法在不同焊接速度下的控制误差如图7 所示,主动柔顺控制允许的最大误差是0.1 mm。
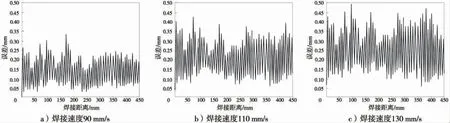
图7 不同焊接速度时的控制误差
根据图7 可知,随着焊接速度的提升,本文方法控制的弧焊机器人焊枪姿态误差也随之增加。当焊接速度为90 mm/s 时,主动柔顺控制的误差波动区间在0~0.30 mm 左右,最大误差接近0.34 mm;当焊接速度为110 mm/s 时,主动柔顺控制的误差波动区间在0.05~0.40 mm,最大误差接近0.43 mm;当焊接速度为130 mm/s 时,主动柔顺控制的误差波动区间在0.05~0.45 mm,最大误差接近0.49 mm。有上述数据可知,不同焊接速度时采用本文方法的主动柔顺控制误差均低于允许的最大误差。实验证明:在不同焊接速度时,本文方法均可精准主动柔顺控制弧焊机器人焊枪姿态。
在弧焊机器人运行0.5 s 时引入一个外部干扰,分析本文方法在引入扰动的情况下,弧焊机器人焊枪姿态的主动柔顺控制效果如图8 所示。
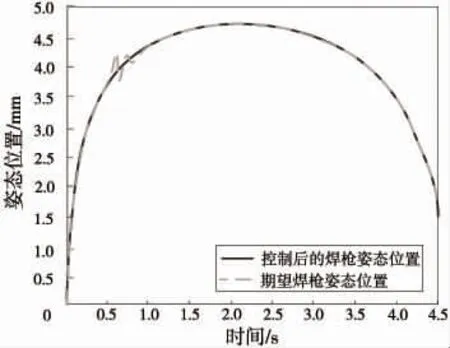
图8 扰动情况下主动柔顺控制效果
根据图8 可知,当离线编程的弧焊机器人运行至0.5 s 时焊枪姿态位置出现波动,当运行时间接近1.0 s时焊枪姿态位置恢复到期望焊枪姿态位置,控制时间仅需0.5 s,响应速度较快、超调量较小。实验证明:在出现扰动情况下,本文方法可快速对外部扰动进行响应,控制焊枪姿态,且控制超调量较小,说明本文方法具备较优的抗干扰性能。
3 结束语
弧焊机器人的离线编程效果与其焊接质量息息相关,焊枪姿态主动柔顺控制方法实现了弧焊机器人焊接的自动化,而离线编程是确保焊接自动化质量的重要环节。本文设计离线编程的弧焊机器人焊枪姿态主动柔顺控制方法,精准主动柔顺控制焊枪姿态,提升工件焊接质量,加快焊接速度。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
防爆电机(2021年4期)2021-07-28 07:42:46
中国特种设备安全(2021年11期)2021-05-05 06:13:18
装备制造技术(2020年9期)2021-01-26 00:14:42
铁道通信信号(2020年6期)2020-09-21 09:23:34
中成药(2018年2期)2018-05-09 07:20:09
焊接(2016年6期)2016-02-27 13:04:57
焊接(2015年8期)2015-07-18 10:59:14
制造技术与机床(2015年8期)2015-04-24 07:25:38
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
