一种液压破碎锤活塞失效分析及工艺改进
2024-04-22 09:27韩玉娟王尊礼杨晟豪
机械工程师 2024年4期
韩玉娟,王尊礼,杨晟豪
(1.江苏联合职业技术学院(淮安分院),江苏 淮安 223005;2.江苏力博士机械股份有限公司,江苏 淮安 223005;3.南京工程学院 机械学院,南京 211167)
0 引言
液压破碎锤是一种由液压能转换为机械能的破碎工具,它以挖掘机、装载机等工程机械为承载主机,作为其随机工具扩大了主机的功能和使用范围。广泛用于市政道路破碎,矿山、冶金、铁路、公路建设,楼房拆毁等工程[1-2]。液压破碎锤主要由冲击活塞、控制配流阀、蓄能器和钎杆等部件组成。其中冲击活塞是液压破碎锤的关键零件,其设计制造的好坏直接影响到液压破碎锤工作的可靠性[3-4]。
一种破碎锤活塞在用户冲击使用过程中出现凹陷、裂纹和局部剥落(如图1、图2)。分析可能产生失效的原因,对活塞进行了化学成分和金相组织分析[3,5]。
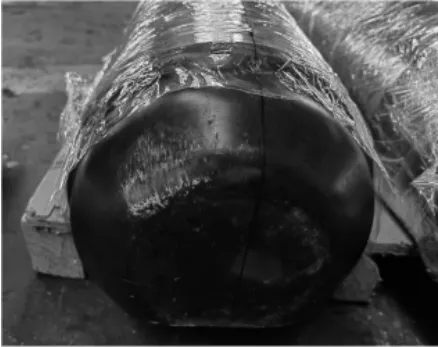
图1 活塞端面凹陷、裂纹
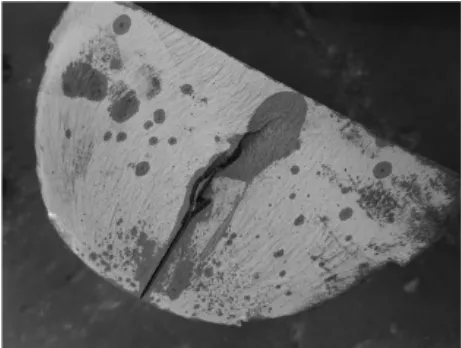
图2 活塞端面崩裂掉块
1 破碎锤活塞化学成分及原材料低倍组织分析
图3是破碎锤的零件图,材料为SNCM616V,是一种特种钢,查阅资料可知其成分,要求表面硬度59~61 HRC,心部硬度32~38 HRC,马氏体、碳化物、残奥金相组织≤2级,心部组织≤2级,硬化层深2.0~2.2 mm。对失效活塞取样利用扫描电子显微镜测试其成分,与标准成分比较,如表1所示。

表1 标准与实测化学成分质量分数比较%

图3 破碎锤活塞零件图
经比较可知,成分符合要求,不是导致破碎锤活塞失效的原因。对该批活塞的原材料取ϕ210×30 mm一段试块进行酸蚀处理,如图4所示,经低倍观察,检验结果如表2所示。

表2 低倍检验结果
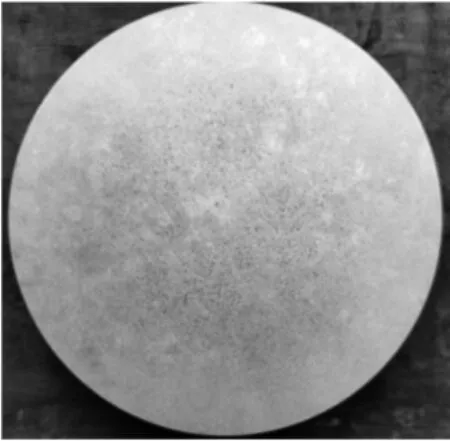
图4 活塞原材料低倍图
图5为100倍下观察的夹杂物及带状组织,夹杂物为D类,0.5级,带状组织为0级,综上所述,活塞的原材料是合格的。
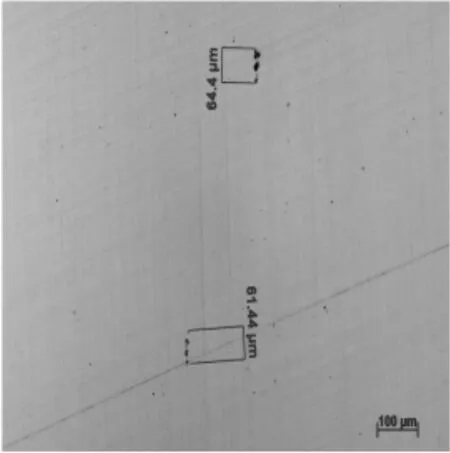
图5 活塞原材料夹杂物图(100×)
2 破碎锤加工工艺分析
从生产厂家了解到,该破碎锤原先的加工工艺如表3所示。
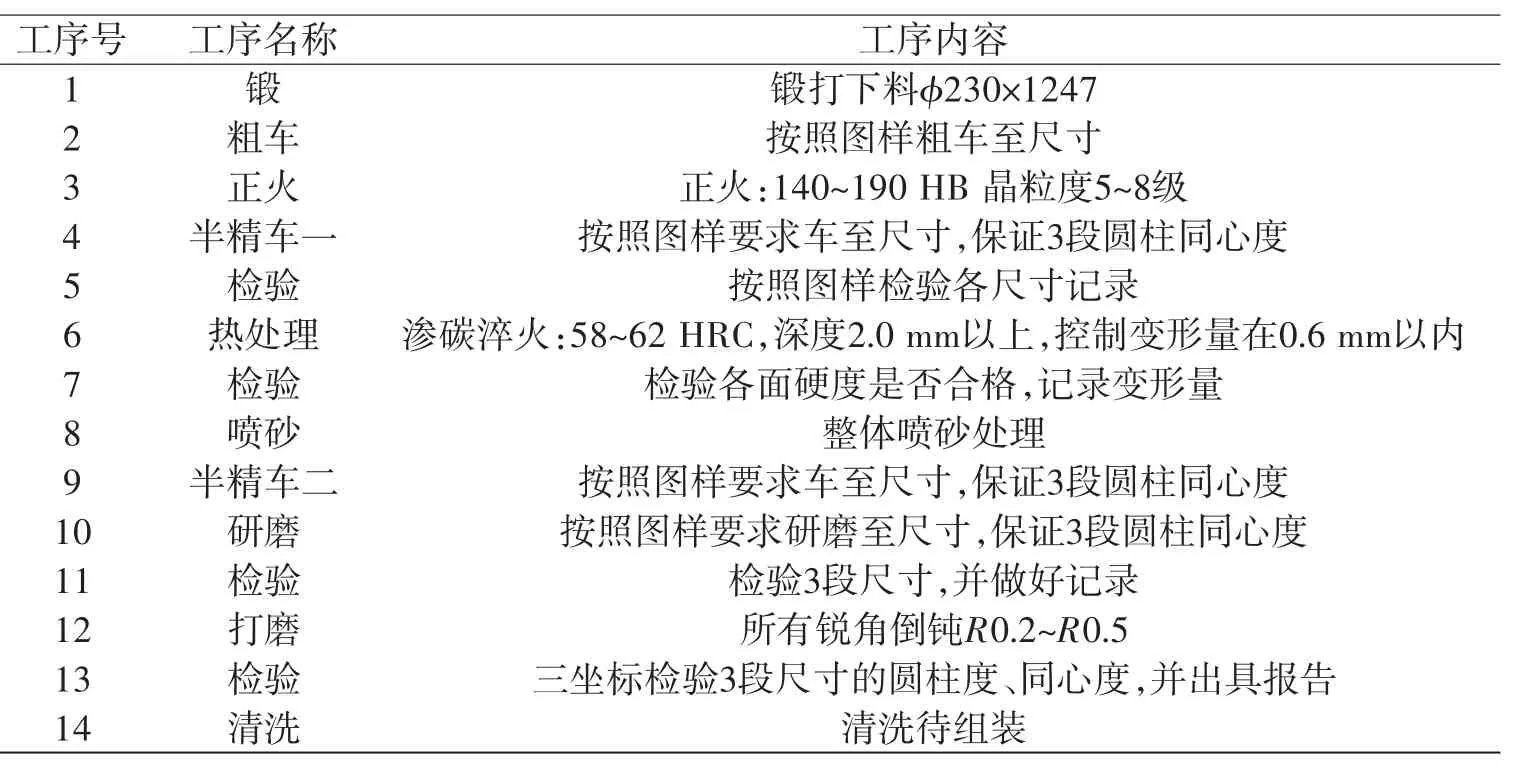
表3 破碎锤加工工艺流程
分析其加工工艺流程,毛坯选择和制造工艺过程是合理的,不会是造成失效的原因,最有可能出问题的工艺应该是热处理工艺[5]。
3 破碎锤热处理工艺及金相组织的检验分析
破碎锤活塞加工工艺流程中的工序3正火属于预备热处理,主要是为了改善其切削加工性,不影响最终的使用性能。主要是工序6渗碳淬火及其后续的处理会影响化学成分及最终使用性能。改进前工序6的工艺过程如图6所示。其工艺是500 ℃保温90 min,920 ℃强渗600 min,扩散240 min,860 ℃保温120 min,由于直接淬火后金相组织残奥较多(如图7),马氏体6级,残奥6级,碳化物2级,严重不符合工艺要求,因此采用了深冷工艺-120℃, 保温120 min,200 ℃回火保温360 min。取样失效活塞获得其金相组织照片(如图8)。经对比马氏体3级,残奥2级,碳化物2级。
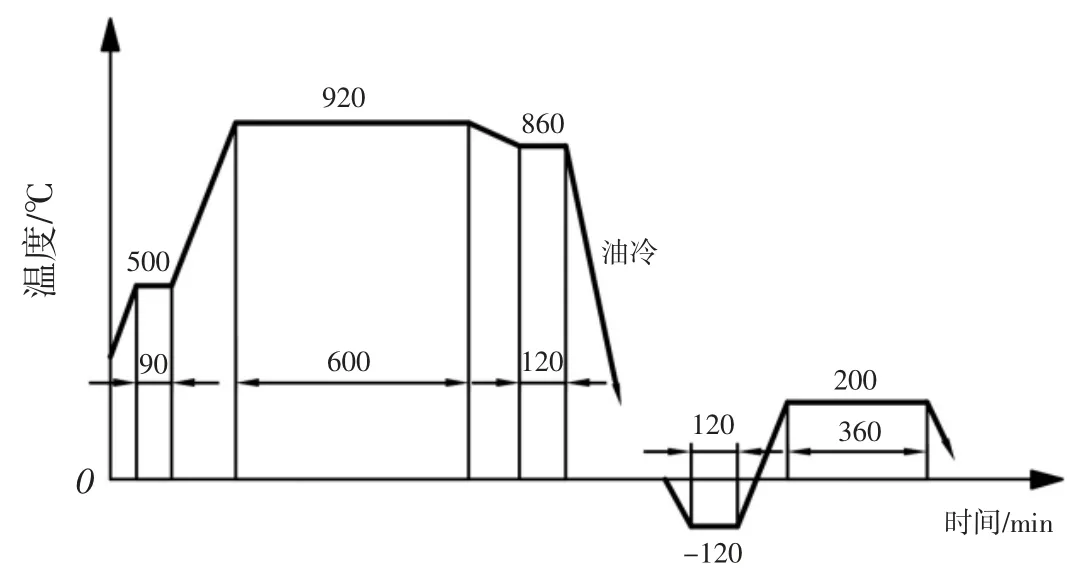
图6 改进前热处理工艺流程

图7 工艺改进前淬火金相组织(500×)

图8 失效活塞金相组织(500×)
4 热处理工艺需要改进的原因分析
活塞热处理好坏直接影响到液压冲击器的性能,应该非常重视活塞的热处理工艺[5]。改进前的热处理工艺中,虽然经深冷工艺后马氏体及碳化物都有所降低,但是零件在残奥很多的情况下直接进入了深冷,此前淬火存在很大的应力,再加上深冷处理时残奥转变的应力,零件内部已出现了细微的裂纹,即使后面的回火工序也无法消除细微的裂纹和巨大的应力,在使用过程中,巨大的内应力释放,细微的裂纹逐渐扩展,导致了零件开裂。因此原热处理工艺的工序6最有可能是导致活塞失效的主要原因。针对以上原因,对零件的热处理工艺进行改进,一方面降低淬火后的马氏体和残奥级别,另外,采取高温回火,将残奥转变的同时消除淬火以及残奥转变的应力。
5 改进后的工艺流程及金相组织分析
图9是改进后的热处理工艺。具体的工艺内容为:检验工件外观,有无氧化、变形、开裂。把零件装上渗碳架,确保零件垂直放置,注意避免磕碰。进炉:500 ℃工件进炉,升温到910 ℃,强渗阶段碳势保持1.2,保温12 h,提前0.5 h抽样,检查渗层。扩散阶段:碳势为0.90,保温4 h;抽样检查渗层。均温阶段:随炉降温至830 ℃,碳势为0.8,保温3 h油冷;高温回火:650 ℃回火两次。淬火,830 ℃,保温4 h淬火,180 ℃回火,保温4~6 h。
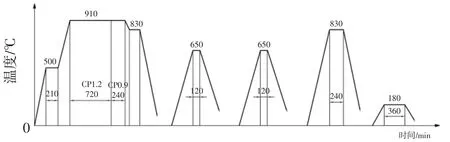
图9 改进后的热处理工艺
改进工艺后的金相组织如图10所示,经比对,其碳化物金相组织为1级、马氏体金相组织为2级,残奥金相组织为1级。经测定,其硬度梯度曲线如图11所示。
图10 工艺改进后金相组织(500×)
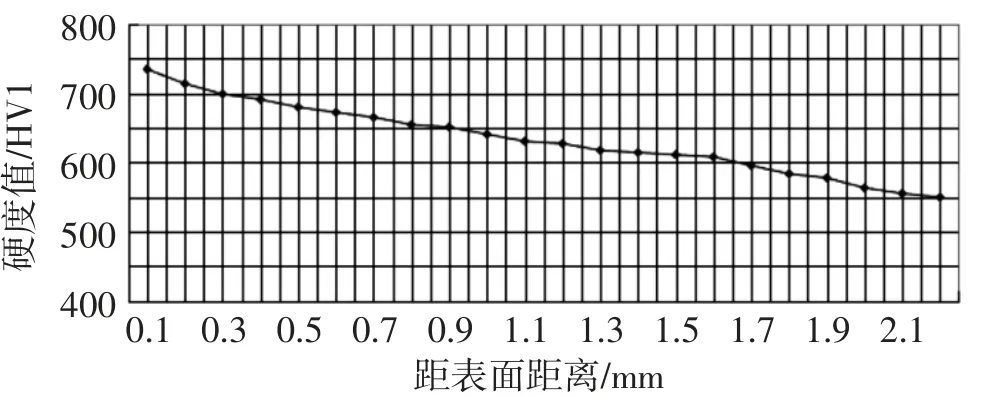
图11 改进工艺后的硬度梯度曲线
查HV与HRC硬度值对照表,550 HV对应52.3 HRC,740 HV 对 应61.8 HRC, 600 HV 对 应55.2 HRC,所以改进工艺后的硬度及渗碳层厚度符合零件图的技术要求:硬度60~61 HRC,硬化层2.2 mm。
6 结论
经改进热处理工艺后的破碎锤活塞在正常使用条件下没有再出现开裂、端部凹陷及剥落现象,证明对于此类破碎锤的工艺改进是有效的。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30
山东冶金(2022年1期)2022-04-19
高技术通讯(2021年8期)2021-10-13
装备制造技术(2020年1期)2020-12-25
世界有色金属(2019年4期)2019-05-11
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2017年9期)2017-05-16
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23