
北京新国展二期大跨度空间桁架垂直旋转提升施工技术
2024-04-08 04:35谢永伟韩瑞京
建筑机械化 2024年3期
李 昂,谢永伟,韩瑞京
(北京市机械施工集团有限公司,北京 102628)
随着大型展馆、场馆等建设的兴起,大跨度空间桁架、网架等钢结构的施工越来越多,此类钢结构的特点是跨度大、面积大,且往往存在较大高差,常规的施工方法是采用分段、分块原位吊装或整体提升的施工方法,对于高差较大的钢结构,若采用整体提升,会投入大量的临时支撑工装措施,所以近年来大跨度空间钢结构旋转提升技术被越来越多的运用。
本文以北京新国展二期项目为例,介绍一种大跨度空间桁架的垂直旋转提升施工方法,使用常规液压千斤顶进行提升,在下锚点设置一种旋转提升装置,人工在地面上即可操作,使钢绞线无论在拼装过程或提升过程中始终保持垂直状态,满足规范要求,操作简单且可靠性强。
1 工程概况
北京新国展二期项目会议中心屋面钢结构由型钢混凝土柱、钢框架梁、水平支撑及型钢桁架组成,钢结构屋面为坡屋面,柱顶标高范围31.450~38.430m,钢梁两端最大高度差2.06m(图1)。
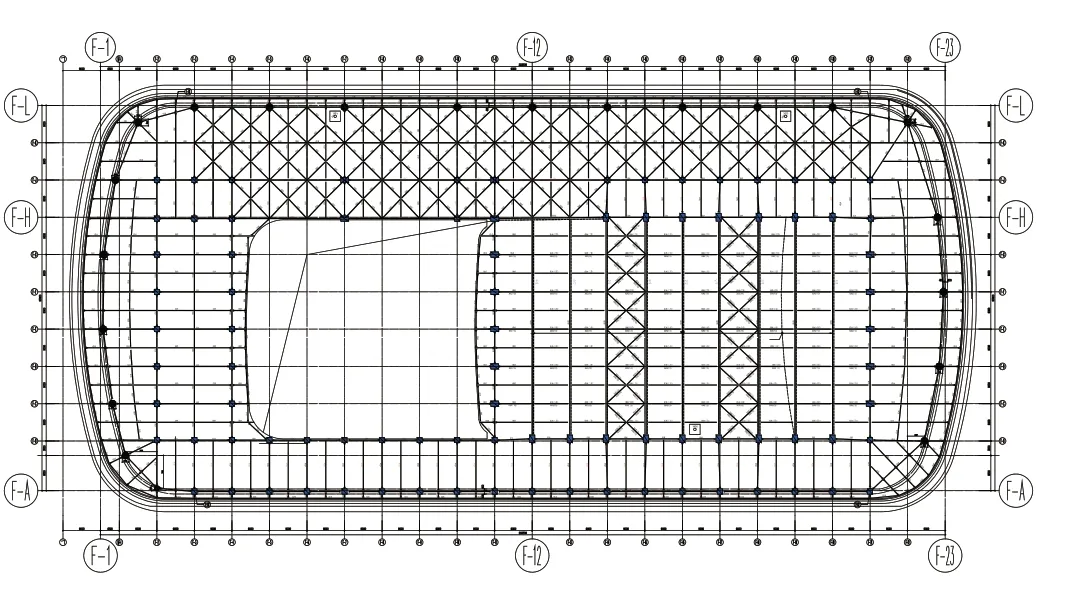
图1 会议中心屋面钢结构布置图
B 轴、H 轴/12 轴~20 轴连接型钢桁架的钢骨柱截面为十字柱,截面规格为十字型1 300×680×30mm×40m,H 轴柱底标高31.455m,B 轴柱底标高29.285m。
在H 轴/11 轴~14 轴有一榀横向跨度27m的型钢桁架(GHJ02),B 轴~H 轴/12 轴~20轴有九榀纵向跨度54m 的型钢桁架(GHJ01),桁架间距均为9m,其中12 轴、13 轴桁架在H 轴与桁架GHJ02 连接,其他桁架与钢骨柱连接,桁架之间上下弦有系杆连接(图2~图4)。
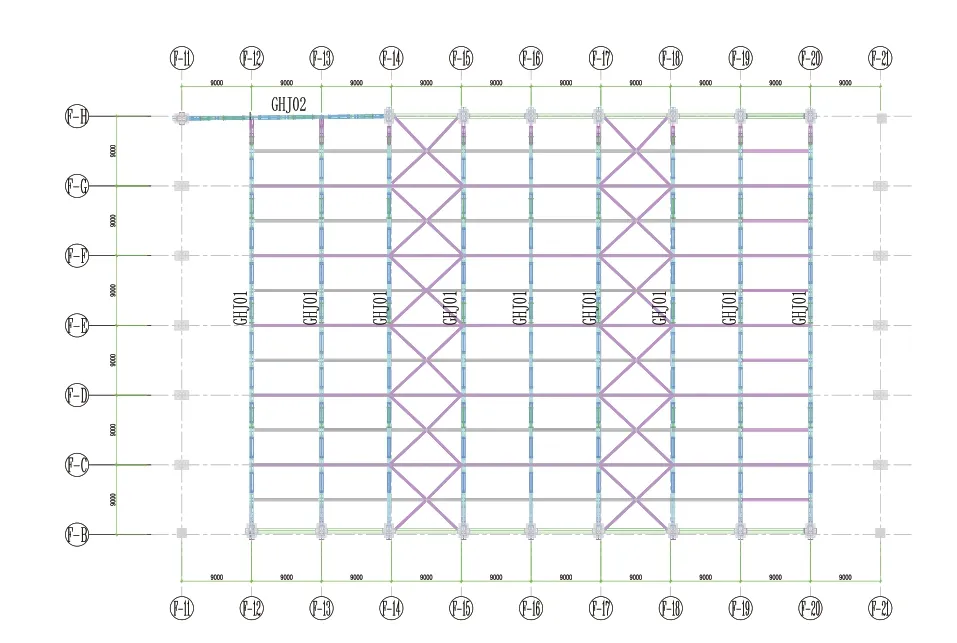
图2 桁架平面布置图
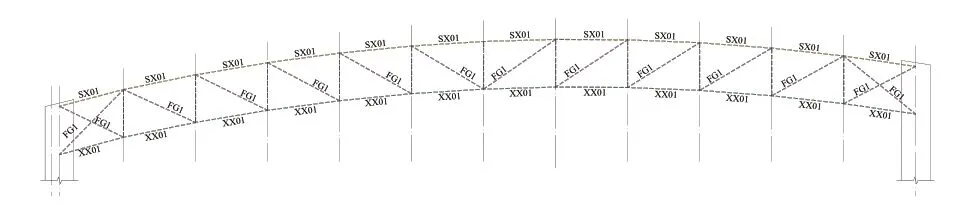
图3 GHJ01立面图
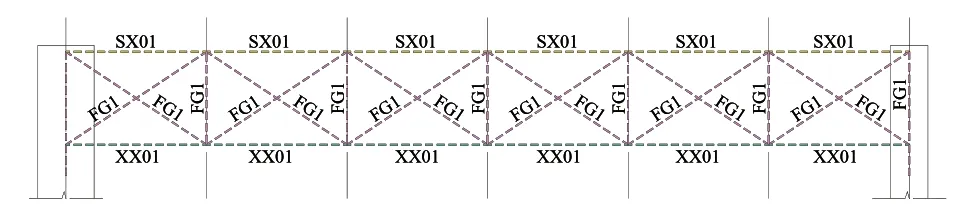
图4 GHJ02立面图
2 大跨度空间桁架垂直旋转提升施工方法
2.1 施工分区
屋面桁架提升采用原位拼装,旋转提升与正常提升相结合的方式。其中12 轴、13 轴的桁架GHJ01 与GHJ02 采用正常提升,14 轴~20 轴桁架采用旋转提升(图5)。
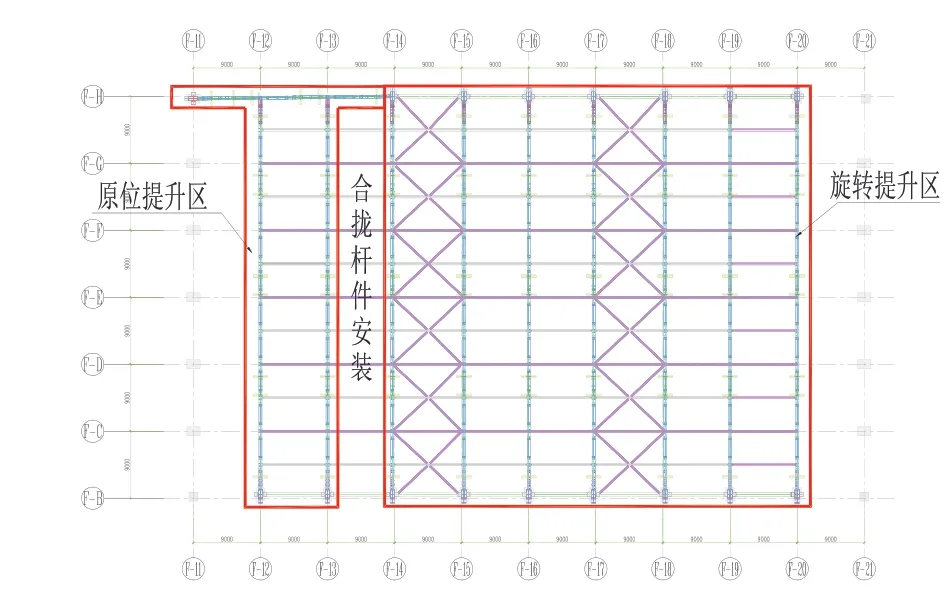
图5 桁架分区示意图
2.2 提升系统选用及提升工装体系设计
本工程桁架总重量约800t,提升区域总重量约775t,共设置36 个提升点,均选用40t 千斤顶(图6)。千斤顶总提升能力为1 440t,总体提升能力为总体提升荷载标准值的1.86 倍,满足GB51162-2016《重型结构和设备整体提升技术规范》中“总体提升能力不应小于总提升荷载标准值的1.25 倍”的要求。
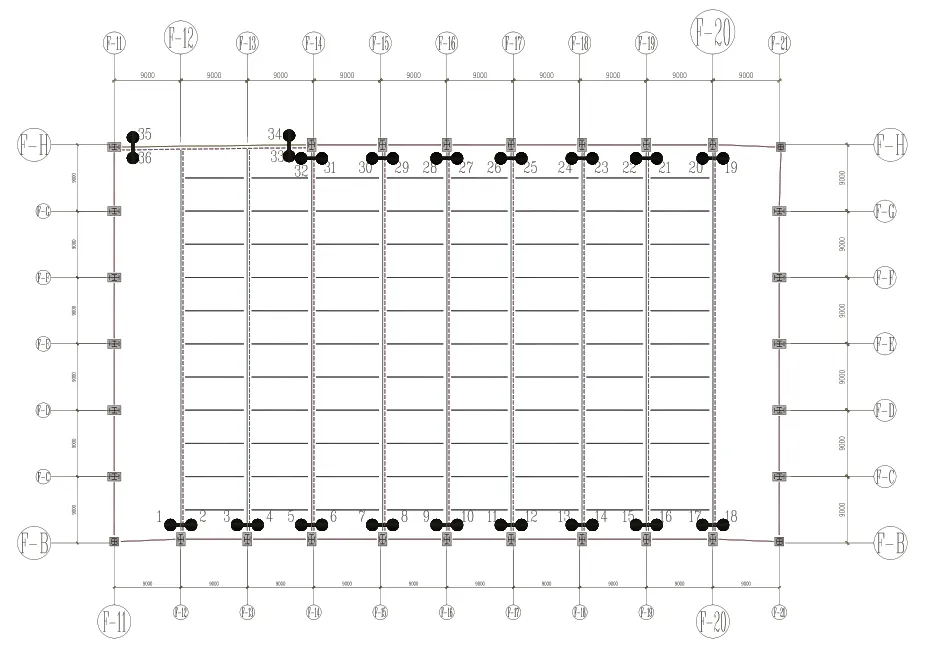
图6 提升点布置图
每台LSD400 型液压千斤顶内穿6 根钢绞线,36 台千斤顶共计216 根钢绞线,钢绞线采用高强度低松弛预应力钢绞线,公称直径为15.24mm,抗拉强度为1 860N/mm2,破断拉力为260.7kN,弹性模量198GPa,松弛率≤2.5%,重量为1.1kg/m。每台液压千斤顶顶部预留的钢绞线应沿导向架朝预定方向疏导。
液压泵站共设置6 台(表1),布置在南北两侧各3 台,北侧设置在四层30.800m 标高的楼板上,南侧设置在三层27.100m 标高的楼板上。
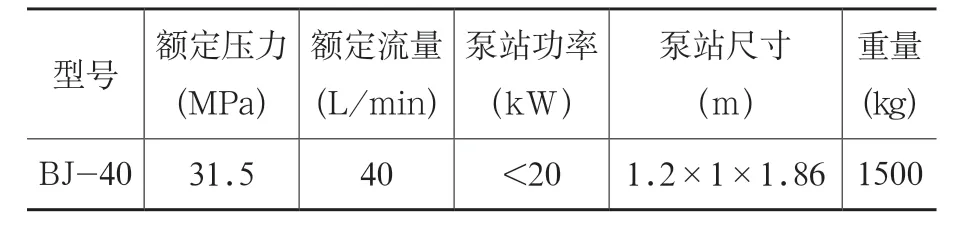
表1 液压泵站选用表
2.3 桁架提升锚点设计
锚点工装材料均采用16.900m 标高的桁架的提升工装材料改造而成。
千斤顶的上锚点提升钢梁选用原结构上弦牛腿,提升上锚点构造是通过30mm 厚钢板与原结构组合而成,在提升牛腿上翼缘两侧各设置1 个液压千斤顶,提升时,上锚点的混凝土柱强度需达到100%(图7)。
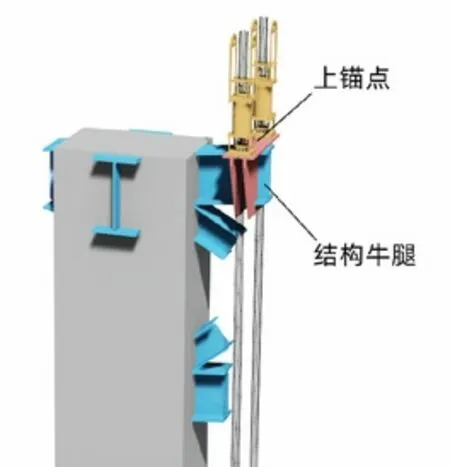
图7 上锚点示意图
40t 千斤顶下锚点分为2 种,一种是原位提升区下锚点,提升钢梁选用原结构下弦杆件(图8)。另一种下锚点为旋转提升区下锚点,提升钢梁选用原结构下弦杆件,在桁架下弦设置一种旋转提升装置(图9)。
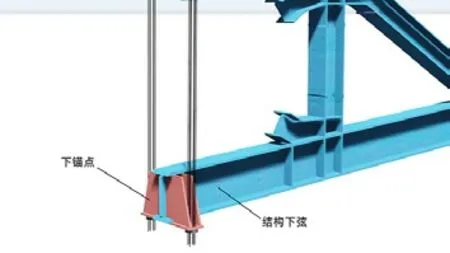
图8 40t千斤顶下锚点示意图
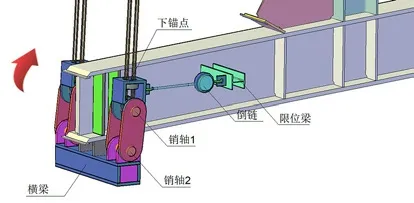
图9 100t千斤顶下锚点示意图
桁架旋转过程中,桁架南侧千斤顶保持不动,桁架北侧千斤顶进行提升,使桁架只进行竖向旋转(图10)。
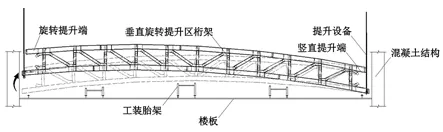
图10 桁架竖向旋转示意图
桁架下弦底部横梁为箱型梁,耳板及加劲板对应位置设置肋板,销轴2 用于桁架旋转过程中的水平位移,桁架旋转到位后,销轴2 的水平位移约39mm。销轴1 用于使下锚点在旋转过程中保持水平。
在“读图时代”背景下,随着社会的发展和人们精神世界的丰富,治愈系绘本掀起一阵热潮,阅读治愈系绘本成为大众青年普遍的一种放松减压的活动,至今未衰。这种绘本的市场潜力很大,有趣的图文结合,积极乐观的画面内容,可以让大众更好的面对生活的压力。通过治愈系绘本情感传达的艺术形式的研究,不同的艺术形式具有不同的情感诉求,不同的情感传递也可以带来不一样的情感治愈。根据故事的内容合理运用艺术形式,才会表达出最好的情感,最终达到治愈的效果。
规范要求钢绞线水平偏差不大于提升高度的1/1 000,本工程提升高度约13m,允许误差13mm,提升过程中需保持钢绞线处于竖直状态。
在桁架腹板上焊接限位梁,用于限制下锚点的水平位移,倒链一端连接在限位梁上,另一端与下锚点侧面进行连接。提升过程中,使用倒链拉住下锚点,使钢绞线始终保持竖直状态。由于旋转过程中下锚点相对桁架有向左方向的水平位移(约67mm),旋转过程中须缓慢释放倒链。
旋转完成后两销轴处于竖直状态,与原位提升区桁架连接后可进行整体竖直提升(图11)。
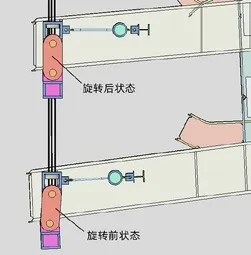
图11 旋转过程销轴状态示意图
2.4 施工流程
1)首先完成桁架周围的混凝土结构、钢柱、钢梁等,清除楼板上的杂物,满足桁架拼装条件。
2)在二层楼板上,安装拼装胎架,分别按照设计姿态和原位拼装姿态完成原位提升区和旋转提升区桁架的拼装,安装液压千斤顶等提升设备。
3)将原位提升区桁架、旋转提升区桁架进行试提升,确保提升系统正常后,将旋转提升区桁架北侧的千斤顶进行提升,南侧千斤顶保持不动,使旋转提升区桁架旋转至设计姿态(图12)。
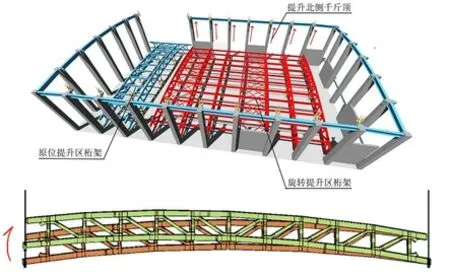
图12 桁架竖向旋转示意图
4)测量校验完毕后,安装原位提升区与旋转提升区之间的合拢杆件,使之形成整体。然后将整个桁架进行整体提升,提升到位后安装桁架与周圈结构的合拢杆件,随后对桁架进行卸载,拆除提升设备,完成屋面桁架的安装。
3 桁架提升工艺
3.1 桁架提升注意事项
1)试提升,桁架提升200mm,随后静载12h,并在桁架端部贴反射片用全站仪观测桁架的空间位置。静载12h 后,检查千斤顶、钢绞线等提升提升设备,同时观测桁架的位移与变形情况,无问题后开始旋转提升。
2)桁架旋转提升的同时,人工释放下锚点处的倒链,倒链放松必须缓慢,且必须随时观测桁架的空间位置,确保钢绞线处于基本垂直状态。
3)当旋转提升的桁架的空间位置基本达到设计姿态,用千斤顶逐点微调每一榀桁架的空间位置,使旋转提升的桁架的空间位置与原位拼装的桁架的空间位置一致,且桁架间距满足设计要求后,用倒链将桁架临时固定,随后安装合拢杆件,拆除桁架的加固倒链,整体提升。
3.2 多点提升对接措施
本工程钢梁桁架多点整体提升总共有4 道关键工序,以保证钢梁桁架多点提升后的顺利合拢:①按牛腿位置进行钢梁桁架拼装位置的放线是提升后钢梁桁架对接的最重要的措施,必须要保证测量精度;②钢梁必须按位置线进行拼装;③提升前,钢梁桁架端头中心与牛腿中心实际测量情况;④提升工装中心与牛腿中心相重合,提升工装上下锚点必须相重合。
3.3 不利因素及对策
1)液压提升过程的提升力控制 根据预先通过计算得到的液压同步提升工况各吊点液压提升力数值,在计算机同步控制系统中,对每台液压提升器的最大提升力进行设定。当遇到提升力超出设定值时,液压提升器自动采取溢流卸载,以防止出现各吊点局部应力超出设计值或提升荷载分布严重不均,造成对永久结构及临时设施破坏。
2)提升过程的空中停留 总提升高度13m,整个提升过程约需要1 个工作日。提升过程中及结构落位卸载前,需要在空中长时间停留。液压同步提升器设计有机械和液压自锁装置,保证了结构在整体提升过程中能够长时间地在空中停留,并保持预定的空中姿态。
3)施工安全措施 在一切准备工作做完之后,并经过系统的、全面的检查确认无误,现场吊装总指挥检查并发令后,才能正式进行提升作业。在结构整体液压同步提升过程中,注意观测设备系统的压力、荷载变化情况等,并认真做好记录工作。液压提升过程中应密切注意液压提升器、液压泵源系统、计算机同步控制系统、传感检测系统等的工作状态。现场无线对讲机在使用前,必须向工程指挥部申报,明确回复后方可作用。通讯工具由专人保管,确保信号畅通。
4 结语
该旋转提升技术采用常规液压千斤顶作为提升装置,与前人研究不同的是,该技术在实施过程中满足规范的前提下,利用人工在地面即可操作该装置,操作简单且便于检查,可靠性强。
若不使该垂直旋转提升装置,在垂直旋转提升区桁架放平后,钢绞线的水平偏差会大于提升高度的1/1000;通过使用本垂直旋转提升装置,能够对钢绞线的角度进行精确控制,保证了钢绞线的竖直度在国标范围内,提高了钢绞线在使用中的安全性。
通过该技术能够实现对大跨度空间桁架在有限场地的条件下高效拼装,提高了对大跨度空间桁架的安装的便捷性。同时,将大跨度空间桁架放平在楼板上组拼,省去了大量的临时支撑措施,降低了桁架的拼装高度,使工人施工更安全。
猜你喜欢
通信电源技术(2021年2期)2021-05-21
电子技术与软件工程(2020年22期)2021-01-30
数字技术与应用(2020年12期)2021-01-22
移动通信(2020年5期)2020-06-08
中国建筑金属结构(2018年4期)2018-05-23
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17
浙江大学学报(工学版)(2016年2期)2016-06-05
石油化工建设(2015年6期)2015-12-01
广西科技大学学报(2015年4期)2015-02-27
重庆建筑(2014年12期)2014-07-24
