BBD4360磨煤机故障原因分析及其处理方法
2024-04-02 08:10贵州兴义电力发展有限公司
电力设备管理 2024年3期
贵州兴义电力发展有限公司 杨 兴
1 概况
某电厂一期2×600MW机组,煤粉研磨磨煤机使用的是上海重型机械厂生产的BBD 4360双进双出磨煤机,双进双出磨煤机是在原单进单出磨煤机基础上发展起来的一种煤粉研磨设备,其具有原煤烘干、煤粉研磨、细粉选用、煤粉输送等功能,通常用于直吹式制粉系统(如图1所示)。

图1 双进双出磨煤机风粉流程图
由自动控制称重给煤机而来的原煤通过上部落煤管进入磨煤机的混料箱内,经旁路风预干燥后,通过下部落煤管落到螺旋输送器上部入口,靠螺旋输送器的旋转转动将煤送入正在转动的大罐筒体内。磨煤机由主电机经减速器及小齿轮、大齿轮转动带动筒体旋转。在筒体内部装有一定量的钢球(一般在95t左右)。通过大罐筒体的旋转运动将钢球提升到一定高度,钢球在自由泻落和抛落过程中对煤进行撞击和研磨,直至将煤研磨成煤粉[1]。
制粉系统主要由磨煤机大罐筒体部分、螺旋输送装置、主轴承、主电机、盘车装置、减速机、大小齿轮装置、混煤箱、分离器及分离器接管、返煤管、煤粉管道、热风及冷风管道、密封风管道及其挡板门、隔音罩等组成(见表1)。
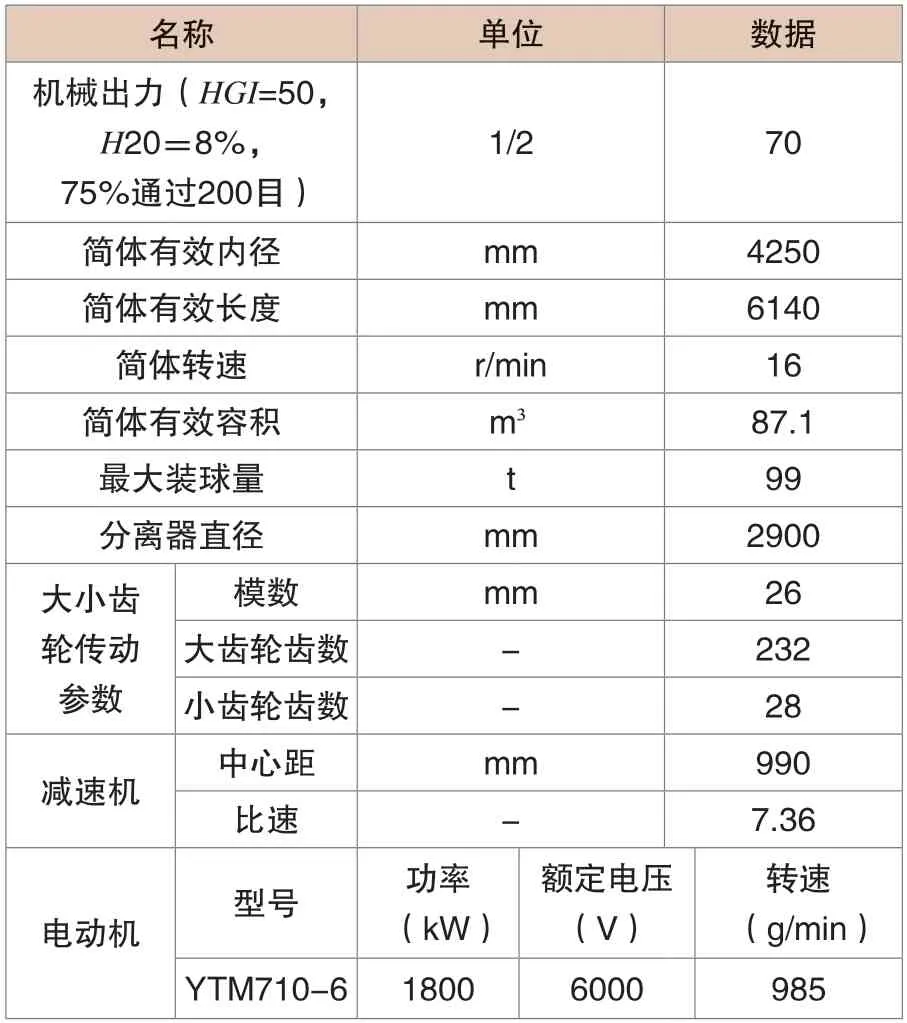
表1 BBD4360磨机基本性能参数
2 磨煤机常见故障及处理方法
2.1 磨煤机轴系振动偏大及异常声响
磨煤机轴系振动大常见的有减速机振动偏大、小齿轮振动偏大或者小齿轮、减速机振动均偏大,造成振动大的原因多种多样,经现场检查及处理情况来看,主要集中在以下几方面。
2.1.1 齿轮齿面缺陷故障原因及处理方法
大小齿轮啮合不好,是齿轮缺陷的主要表现形式,可通过使用红丹粉检查齿轮的啮合情况,大小齿轮齿侧接触率沿齿高方向不少于40%,沿齿长方向不少于50%(如图2所示)。通过塞尺检查大小齿轮的齿顶间隙及齿侧隙,通过对大小齿轮进行调整,得出结果见表2。

表2 调整前/后大小齿轮间隙测量表(单位:mm)

图2 大小齿轮齿面啮合情况检查
齿面缺陷另外一个重要表现形式为大小齿轮齿面磨损严重,齿面磨损形成原因较多,其中一个重要原因为磨煤机大牙轮防护罩密封不严,造成煤粉、灰尘进入防护罩内的齿轮中,特别是在现场漏粉漏灰较严重时表现的尤为突出。泄漏的煤粉和灰尘进入齿轮间在喷淋油的润滑下加速了齿轮工作面的磨损,有的地方会有较硬的杂物时磨损较深,无杂物或者杂物较少时只是在喷淋油作用下磨损较小或者没有磨损。另一个原因是磨煤机大、小齿轮润滑系统的问题。喷淋润滑不好使得齿轮工作面变得坑坑洼洼,由正常的面接触变成线接触或者是点接触,接触率明显降低,因此大小齿轮磨损后啮合变差是导致振动超标和响声异常的根本原因。
大小齿轮啮合有着严格的要求,必须是沿着渐开线滚动啮合。齿轮啮合的最佳情况为:大齿轮对小齿轮产生的作用力始终为小齿轮基园的切线[2]。如此,大、小齿轮齿面摩擦力最小。但随着磨煤机运行,一旦煤粉进入磨煤机齿内或一段时期内齿面缺油,齿轮啮合面渐开线被破坏,大小齿轮啮合所产生的作用力将连续的变化,这将对磨煤机小齿轮轴承产生周期的变化的作用力,一定时间后小齿轮轴承损坏,齿轮接触就会变得更差,这样周而复始的恶性循环,从而造成磨煤机振动、噪声增大。处理方法如下。
大齿轮齿面打磨修复:清洗大小齿轮齿面、露出金属光泽;在大齿轮啮合面上均匀涂上红丹粉,检查红丹粉的压痕,找出目前的啮合情况;初磨。用角磨机将大面积的麻坑粗略的打磨掉;细磨。用角磨机对比较亮的点继续打磨,边磨边涂红丹粉检查,直到每个齿面上没有明显的亮点,红丹粉压痕均匀一致;尽可能地将大齿轮的渐开线打磨出来,确保大小齿轮的接触率在60%左右。齿轮齿面磨损严重及齿面偏斜,通过齿轮齿面打磨,调整齿面的间隙,使得齿轮的啮合满足安装技术要求,出现齿面裂纹时通过补焊焊接,打磨使得齿面圆滑,通过红丹粉检查啮合完好。
2.1.2 轮轴承故障原因分析及处理方法
轴承常见故障有轴承滚珠存在磨损、锈蚀、麻点,保持架损坏,游隙或者顶隙偏大,造成轴承故障的原因主要有以下几点:轴承质量问题;轴承运行中定期工作执行不到位导致缺油,或者润滑油油质较差;安装轴承未按照规范执行,导致安装间隙不够,或者其他安装质量较差;轴承润滑油系统冷却水不能满足现场需求,导致轴承温度升高。
针对以上轴承存在的问题可一一进行合理安排处理:轴承质量差,通过更换合格轴承解决问题,出现定期工作执行不到位时加强基础管理,按要求定期开展加补油工作,保证设备的可靠运行,如果是安装质量问题则要求严格安装轴承安装规程相关参数进行对照安装,检查小齿轮及减速机轴承游隙,齿轮安装游隙必须在范围内,现场要求小齿轮轴承安装游隙在0.15mm左右,减速机各种轴承的安装游隙在0.1mm左右,安装前检查轴承滚珠完好,无磨损、锈蚀、无麻点,保持架完好,轴承更换完成后调整轴承顶隙,膨胀间隙及推力间隙,轴承顶隙在0.05mm左右,推力间隙0.3mm左右,膨胀间隙2mm左右。如若出现冷却水系统故障时,通过检查冷却水门是否开启,如果开启检查系统其他地方是否存在泄漏,逐项排查,最终问题得到解决。
2.1.3 轴系中心偏差大、轴系地脚螺栓松动故障及处理方法
轴系中心偏差大、地脚螺栓松动均会引起设备振动增大、联轴器棒销磨坏,在小齿轮齿面啮合调整好后,先固定小齿轮位置,将小齿轮所有地脚螺栓紧固,以小齿轮处为基准调整轴系中心,首先是小齿轮与减速机之间的中心调整,使得小齿轮与减速机之间的中心值(含张口和圆周值)在0.1mm范围内,紧固减速机地脚螺栓,确保减速机稳固,地脚螺栓全部紧固,再以减速机为基础调整减速机与电机之间的中心值,使得电机中心值在0.05mm范围内,紧固电机地脚螺栓,使得整个轴系中心值在检修规程要求范围。
2.2 螺旋输送器故障及处理方法
常见故障分析:螺旋输送器支撑棒断裂。原设计支撑棒为4根,由于磨煤机转动时力量较大,导致支撑棒易于断裂;螺旋输送器输送带断裂;螺旋输送器支撑链条断裂;螺旋输送器轴承损坏;螺旋输送器处密封漏风。
处理方法:支撑棒大量断裂后会导致螺旋输送器不转动,设备安装时的支撑棒为4根支撑,运行中经常出现支撑棒断裂导致螺旋输送器不转动的情况,支撑棒由四向支撑改为八向支撑,有效解决了螺旋输送器支撑棒断裂造成绞龙不转动、不出力,螺旋输送器满煤导致磨煤机非计划停缺陷。螺旋输送器螺旋带厚度原设计为12mm,现场根据需求增加到20mm,有效减少了螺旋输送器断裂的风险,螺旋输送器支撑链条使用捞渣机废旧的链条支撑,废旧得以充分利旧使用,同时链条损坏问题也得以解决,耳轴密封增加密封层数,防止热风泄漏,同时也减少了耳轴轴承损坏的概率,加强定期加补油工作,轴承得以安全可靠运行。
2.3 磨煤机油系统及冷却水故障及处理方法
常见故障分析:磨煤机减速机油泵打不起压,检查主要是由于油泵安装位置较高,停运后由于管道及油泵内部油流入油箱,内部无油而进入空气。减速机油管断裂也是减速机油系统故障的一个重要体现,冷却水管锈蚀严重导致冷却水泄漏,减速机冷却系统冷却效果较差。
处理方法:针对减速机油泵打不起压的问题,首先通过增加排空门,没能根本解决问题,经分析后将油泵移位至较低位置,确保泵内部经常充满油,解决了油泵打不起压的问题。由于减速机油管道是钢管硬连接,设备振动导致管道易于断裂,找出原因后将钢管部分改成高压软管连接,使得振动时系统存在柔性而不容易断裂。安装时冷却水管是延沟道底部布置而使得管道腐蚀泄漏,现通过将管道悬空布置,解决了管道腐蚀问题。设备得以可靠运行。
2.4 磨煤机出力低下原因及处理方法
原因分析:磨煤机一次风风压的影响,风量风压低下,使得磨煤机磨制合格的煤粉不能有效带走,风量风压较大,使得一些没有磨制合格的较粗的煤粉被带走,燃烧不稳定,煤粉燃烧充分,降低了机组的出力;钢球装载量及直径的影响,钢球装载量直接影响煤粉的研磨及电耗,当磨煤机的通风量及煤粉细度不变时,钢球的装载量越大,磨煤机研磨煤粉的能力越强,出力相应增加。钢球的大小直接关系到磨煤出力和钢球的磨损量,钢球直径一般根据磨煤机的筒体直径、煤种及原煤的颗粒大小而定,当钢球的磨损到达Φ20以内时需要筛选钢球;磨煤机衬板也是影响磨煤机出力的一个重要原因,如若磨煤机衬板磨损较为严重,转动时难以带起钢球碾压煤粉,从而使得磨煤煤粉的能力降低。
处理方法:对于磨煤机风压风量问题,调整磨煤机风量风压,使得磨煤机分压在相应负荷风压范围内,检查调整风门挡板及处理系统泄漏缺陷,尽量减少风量的损失。根据设计及负荷情况调整钢球的装球量,利用机组检修检查钢球的磨损情况,磨损钢球直径低于Φ20或者磨损变形严重时筛选钢球,检查衬板磨损严重时更换衬板[3]。
磨煤机齿面故障处理及调整、轴承检查及轴系中心调整等技术,能够从根本上解决磨煤机振动偏大问题,消除磨煤机减速机异常响声,提高磨煤机大小齿轮的使用寿命。
猜你喜欢
技术与市场(2022年7期)2022-07-16
山东冶金(2022年1期)2022-04-19
重型机械(2020年3期)2020-08-24
少儿科学周刊·少年版(2020年9期)2020-03-04
水泥技术(2019年1期)2019-02-26
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01
西南交通大学学报(2016年6期)2016-05-04
设备管理与维修(2016年7期)2016-04-09
大型铸锻件(2015年1期)2016-01-12