
基于VMD的MAG焊输入端电信号频域分析
2024-03-29 02:27吕小青苏浩洋
天津大学学报(自然科学与工程技术版) 2024年4期
吕小青,苏浩洋
基于VMD的MAG焊输入端电信号频域分析
吕小青1, 2,苏浩洋1, 2
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津市先进连接技术重点实验室,天津 300350)
通过电信号采集平台,对焊机输入输出端电信号进行同步采集.分析弧焊电源整流电路,对输入电信号进行整流处理得到输入电压与电流,最终计算得到弧焊电源的输入功率.经过对比发现输出电流与瞬时输入功率峰值变化趋势基本一致.论述了变分模态分解(VMD)原理及方法,并对瞬时输入功率进行分解,得到一系列特征BLIMFs信号.通过对不同过渡模式(大滴过渡、短路过渡和混合过渡)下瞬时输入功率信号、特征IMF信号和焊接输出电流信号在频域上的对比分析,发现VMD能够有效得到低频(IMF1)、中频(IMF2)和高频信号(IMF3),且中频和高频信号表现出了焊机不控整流的脉动信息(300Hz)以及电网的干扰.而低频IMF1信号与焊接输出电流信号频域一致性良好,并在时域上也有良好的一致性.结果表明了通过对输入瞬时功率的VMD,其低频分量能够有效表征焊接过程,从而为从输入端评定过渡过程稳定性提供了一种新思路.
MAG焊;瞬时输入功率;变分模态分解;频谱分析
MAG焊属于一种常用的焊接方法[1],广泛应用于汽车零部件制造、造船、工程机械及石油化工生产等各个行业[2].焊接参数是否匹配及焊接过程是否稳定往往是人们关注的重点.对于稳定性的判定,其分析对象一般为焊接输出端电信号、图像信号、声信号等,其中电信号使用较多[3-6].电信号的分析主要在电信号的时域、频域和非线性等[7-8]方面.
焊接电信号频域分析是一种重要的分析手段,即从电信号频域入手,分析焊接稳定性[9],探究最优焊接工艺.经典的频域分析方法有离散傅里叶变换、小波分析、希尔伯特黄变换以及近期采用的各种模态分解方法等,用以上方法对电信号进行分解,以提取需要的特征参量.变分模态分解(variational mode decomposition,VMD)[10]是一种模态分解方法,其凭借坚实的数学理论基础在解决分解问题中占据重要位置,在焊接电信号处理中已有初步的应用[11].
目前针对焊接分析对象的信号几乎都是输出端的,而对输入端却缺乏关注.从输入端研究也有其独特的优势,一些行业已有相关研究,如利用盲源分离对声源信号的分离[12]、利用三相输入电信号检测电网高阻抗故障等[13].
由能量守恒可知,焊机工作所需的能量由输入端提供,故输入端和输出端之间必然存在紧密的相互关系.从输出端电信号来评价焊接稳定性,已取得了不错的成果,但不利于焊接群控化管理.因为不同种类焊机的焊接电信号参数范围不同,如熔化极气体保护焊、TIG焊(存在高频高压起弧)和电阻焊(低电压、大电流),如果从输出端评定那么势必需要各自不同的硬件采集系统.而由输入端直接采集三相电信号,因焊机功率相近,可以实现采集模块的硬件统一,且不同种类不同波控方式的焊机只需要改变评定算法即可.这样就有利于焊接车间群控,以及工业智能化的实现.此外,从输入端入手,有助于探索焊接负载、焊机内部结构同电网之间的影响关系,故将有利于优化焊机的内部参数,提高焊机功率因素,抑制谐波.
因此,在本研究中,建立了一个同步采集焊接输入输出电信号的实验平台,通过对输入端信号进行变形得到瞬时输入功率,再利用VMD提取特征信号探究其与输出端的关联性.
1 实验方法与平台
实验平台如图1所示,主要包括焊接系统、电信号数据采集系统.焊接系统由奥太Pulse MIG-500焊机、移动控制平台组成.电信号数据采集系统由霍尔电压传感器(1,2,3,4)、霍尔电流传感器(1,2,3,4)、NI数据采集卡及计算机组成,其中1、2、3和1、2、3分别为三相输入电压和电流,4、4分别为焊机输出电压和电流,U、V、W是三相线电流,分别对应三相交流电的U、V、W相.NI数据采集卡可实现8路电信号同时采集,每个通道采集频率12kHz.

图1 实验平台简图
焊机的控制方式分很多种,由于实际工业中GMAW焊机一般采用恒压外特性[14],故这里选取奥太Pulse MIG-500焊机,采用非一元化工艺策略的恒压外特性来进行实验.
实验采用不同直径焊丝在8mm厚的低碳钢板上进行堆焊.焊丝型号为ER70S-6.保护气采用82%Ar+18%CO2的混合气体,气流量为15L/min,焊接速度为30cm/min,焊丝伸出长度为13mm.本文选择3种代表MAG焊不同过渡模式的工艺参数作为研究对象,即给定电压18V、送丝速度3.0m/min对应的短路过渡,给定电压22V、送丝速度2.5m/min对应的大滴过渡,给定电压32V、送丝速度6.5m/min对应的混合过渡[14].
2 输入电信号处理
目前弧焊电源大多采用的是三相不控整流逆变拓扑结构,在滤波的方式上主要为电容滤波.图2所示为本实验采用逆变拓扑式焊机的一般结构,其中in是经过桥式整流后的电流,各电流标定正方向如图2所示.
图3(a)为三相线电压信号波形,其中VW、UW、UV分别为V相与W相、U相与W相、U相与V相之间的线电压;图3(b)为三相线电压的绝对值;图3(c)为与之对应的三相线电流的波形.

图2 逆变拓扑式焊机的一般结构

(a)三相输入电压

(b)三相输入电压绝对值
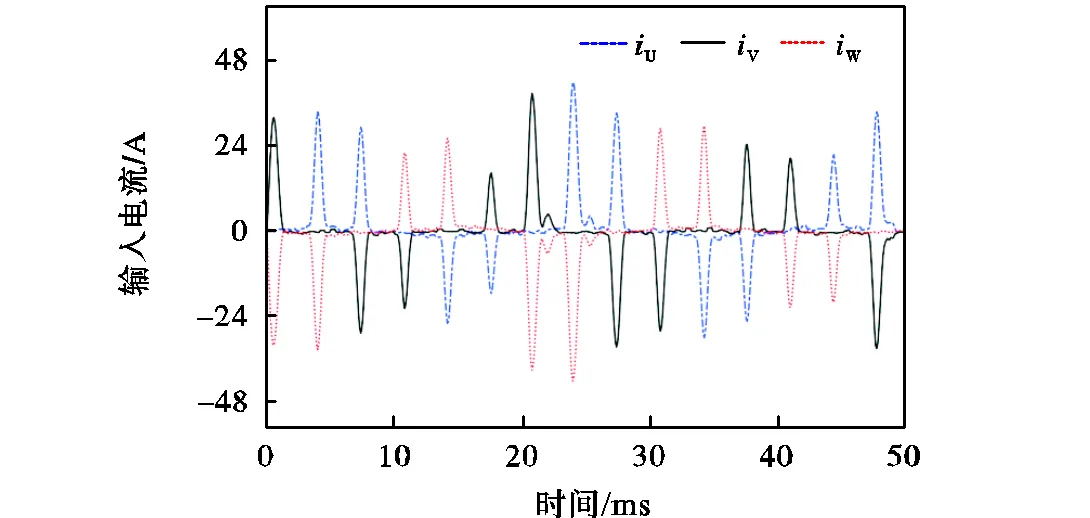
(c)三相输入电流
图3 50ms内输入电信号波形
Fig.3 Input electrical signal waveforms over a duration of 50ms
当三相线电压绝对值的最大值大于图2中的滤波电容的电压时,电网输入端会对电容进行充电,同时为电弧负载提供能量,此时in>0,同时对应着图2中的某一对二极管导通.显然,当输入电压与电容电压差值越大,in就越大.当三相线电压的绝对值最大值小于电容电压时,焊机输入端就不会对电容充电,此时焊接电弧负载能量由电容提供,且in=0(图2中所有二极管均不导通).
如图3(b)所示的5ms左右UW的绝对值最大,电网为主电容充电并且提供负载所需要的能量,此时对应的线电流图3(c)中的第2个波峰,电流一进一出,正峰对应U,负峰对应W,图2中的D1、D6导通.电路中的电流关系表示为U=in,W=-in,V=0.输入线电压取绝对值最大(即电网供能部分,in),输入线电流取正值(in),如图4所示.则焊机的瞬时输入功率in计算式为

图4 瞬时输入功率计算示意
3 实验结果与分析
3.1 输入输出信号频域分析对比
图5所示为18V、3.0m/min条件下焊接过程1s时间内瞬时输入功率与输出电流信号的对比关系,此时MAG焊过渡模式为纯短路过渡.从输出电流信号可以看出,短路过渡每个周期较为均匀,电流上升、下降较为明显.电流上升时为熔滴的短路阶段,到达峰值时短路阶段完成.同时开始起弧,电流则开始下降.对比电流信号可以看出瞬时输入功率峰值变化趋势与输出电流的变化基本一致.这是由于MAG焊一般为恒压的外特性,故输出瞬时功率的变化可由输出电流展现.
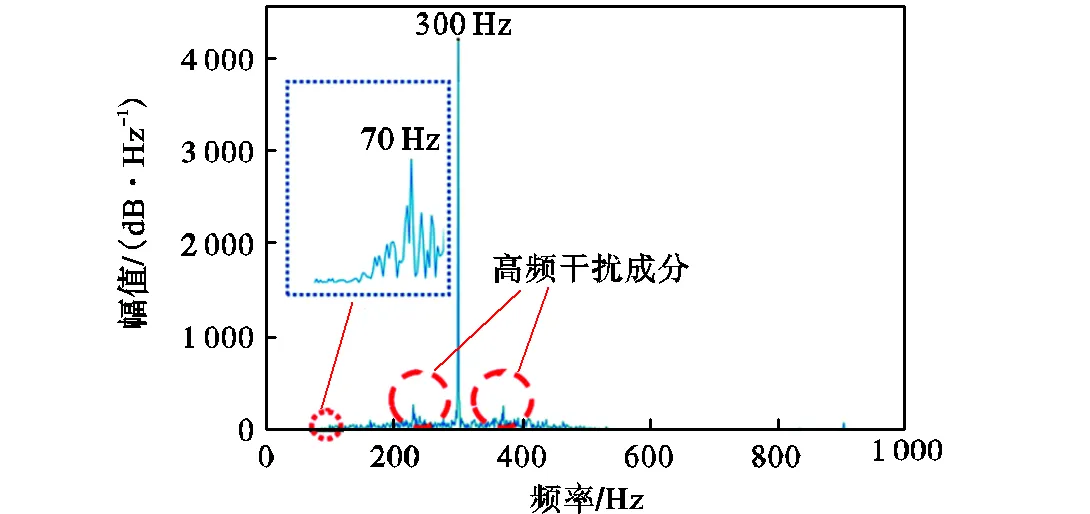
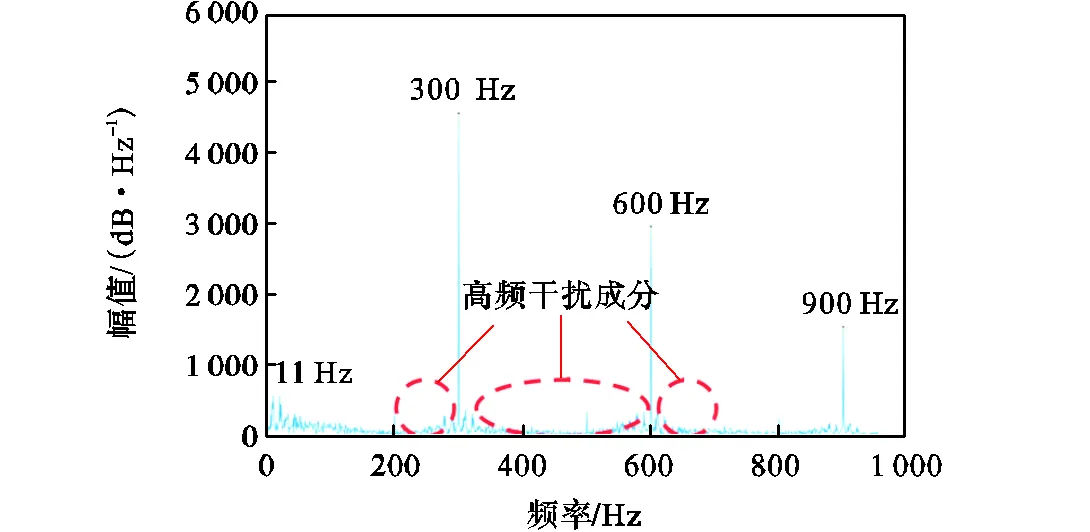
图6为该焊接条件下瞬时输入功率与输出电流信号经过快速傅里叶变换得出的频谱图,对比发现图6(a)瞬时输入功率的频谱图频率成分更加复杂.首先可看到幅值最大对应频率为300Hz,这本质上是由三相桥式不控整流引起的脉动,故其倍频600Hz对应的幅值为次高.观察图6(b),发现输出电流频谱图中最大幅值对应频率为70Hz,且该频率附近所对应幅值也都较大.这就意味着实际的短路过渡频率为70Hz左右.比较输入瞬时功率的70Hz频域分布(如图6(a)红色框内所示),发现其分布具有一定的相似性.另外,在图6(a)还发现其他的相对较高的幅值频率点,这应该是由于接入电网的其他设备工作所带来的干扰所致.因此虽然输入瞬时功率在频域上能体现焊接过程,但该体现特征较弱,易被整流环节和输入干扰埋没.

图5 18V、3.0m/min条件下瞬时输入功率与输出电流信号对比
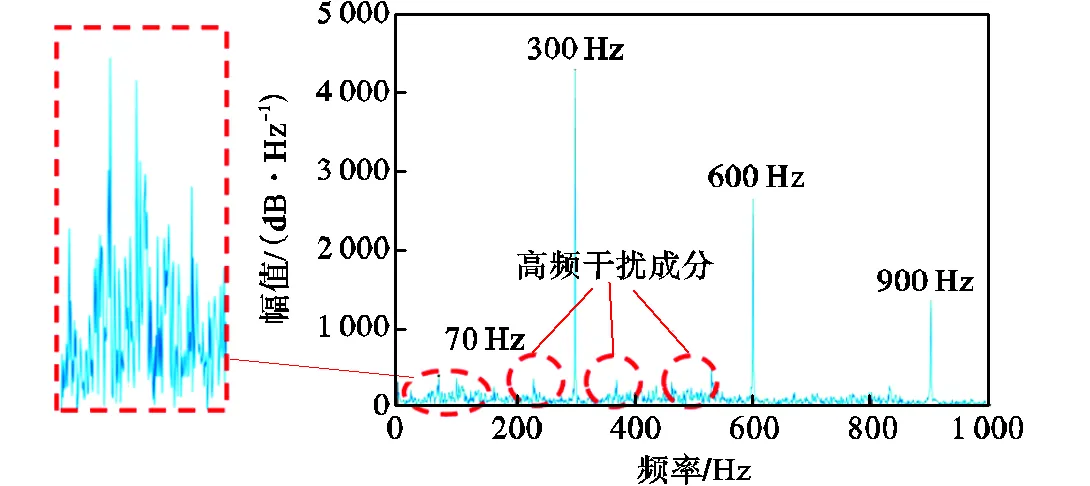
(a)瞬时输入功率频谱

(b)输出电流频谱
图6 18V、3.0m/min条件下频谱分析结果对比
Fig.6 Comparison of spectrum analysis results at 18V,3.0m/min
3.2 输入瞬时功率信号的变分模态分解
变分模态分解(VMD)[15]是一种新型自适应的时频分析方法,凭借坚实的数学理论基础其在解决分解问题中占据重要位置.该方法根据待分析信号频谱特征,自适应地将多分量信号分解为一系列光滑的有限带宽本征模态函数(band-limited intrinsic mode functions,BLIMFs),并且为了减少噪声的干扰将经典维纳滤波器推广到多个自适应频段.同时,变分模型采用交替方向乘子方法来提高效率.因此,VMD 摆脱了传统的以线性和平稳假设为前提的分解方式,是一种非常适用于分析非平稳信号的信号处理方法.
VMD认为在明确信号包含个IMF分量的条件下,如果能找到它们,并以求取个本征模态函数的带宽和最小为条件,来自适应地获得个窄带IMF分量.约束模型表达式为







其步骤如下:
(2) 设定迭代次数=+1;

式中为噪声容限参数.
(5) 重复(2)~(4),直到满足迭代约束条件:

针对图6中所示的电信号,采用VMD分解瞬时输入功率信号,将模态数设置为3,分别对应低频、中频和高频,惩罚因子按照经验设置为3000.所获得的结果为输入功率信号的VMD图,如图7所示,其中IMF1分图中同时加入了相同时间尺度的输出电 流信号(橙色虚线信号).图8为对应IMF分量的频谱图.
由图7可知,各种频率成分分离良好.且由对应频谱图可发现VMD对输入功率信号低、中、高频分解性能良好,各分量最大频率成分与瞬时输入功率频谱实际频率成分分布接近,无虚假分量出现.观察IMF1分量的频谱,发现其与输出电流的频谱(图6(b))整体的一致性较好,同时IMF1最大频率成分与实际焊接短路过渡频率相吻合为70Hz.观察图7(a)IMF1发现,其与输出电流在时域上的变化趋势也几乎一致.IMF2分量的最大频率成分为300Hz,这同上文所分析的三相桥式不控整流脉动频率表现一致.IMF3频谱分析发现其最大频率成分为600Hz,对应瞬时输入功率频谱图幅值为次高的300Hz倍频.另外,图6(a)中的干扰信号,也在IMF2和IMF3上有所展现.对比时域图,发现中、高频分量IMF2和IMF3 在输出电流幅值较高时,其对应振荡的幅值也较高.输出电流过渡周期较长时,其对应中、高频振荡的峰峰之间间隔也较长.同时由频域图8可知,中、高频分量确实含有输出电流信息,但幅值很小,甚至小于干扰信号,故可忽略.

(a)IMF1

(b)IMF2

(c)IMF3
图7 18V、3.0m/min条件下输入功率信号VMD结果
Fig.7 VMD result of input power signals at 18V,3.0m/min
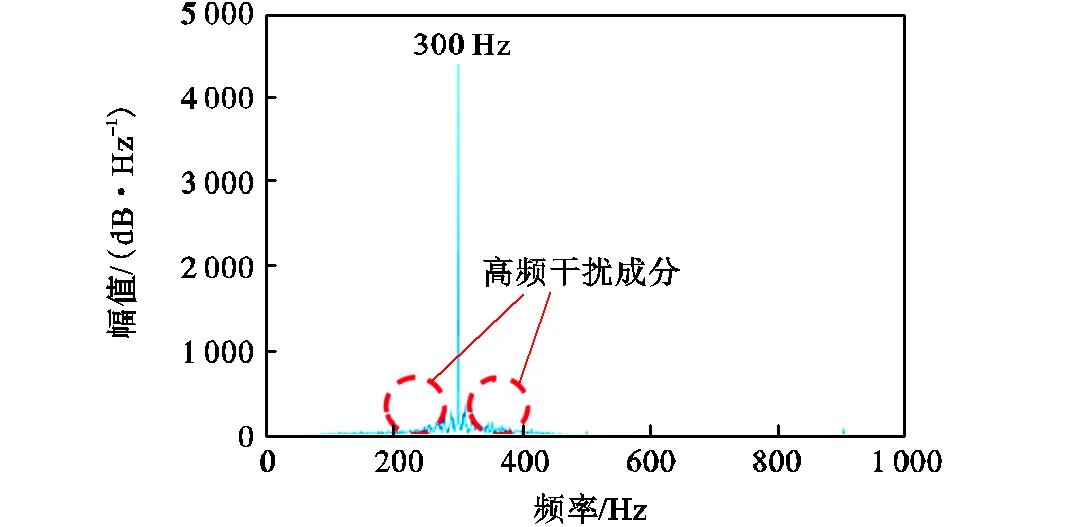
图9所示为22V、2.5m/min条件下输出电流和输入功率的信号及频谱图,其中图9(a)为信号图,图9(b)和(c)为对应的频谱图.其短路过渡实际过渡频率为11Hz,属于大滴过渡范畴.从输出电流信号来看,电流变化周期性也较明显.但相较于正常的短路过渡,其过渡频率非常低,且电流幅值较大.这是由于弧压较大,熔滴长大时间长,且熔滴过渡到熔池时存在反复.这是一种很不稳定的短路过渡状态,焊缝成型差.此时,设置相同的VMD参数,其分解结果如图10所示,可以发现低频信号IMF1的最大频率成分依然为11Hz,且其整体上也和输出电流频谱(图9(c))一致.与上文类似,低频分量IMF1在时域趋势上与输出电流信号基本一致(图10).而300Hz信号及其成分占比较大的倍频信号(600Hz)也很好地分离出来,其干扰在频谱图中也同时有所体现 (图11).

(a)IMF1
(b)IMF2

(c)IMF3
图8 18V、3.0m/min条件下输入功率信号IMF分量频谱
Fig.8 Spectrums of IMF components of input power signal at 18V,3.0m/min

(a)瞬时输入功率与输出电流对比
(b)瞬时输入功率频谱

(c)输出电流频谱
图9 22V、2.5m/min条件下输出电流与输入功率信号及频谱图
Fig.9 Output current and input power signals,and their spectrums at 22V,2.5m/min

(a)IMF1

(b)IMF2

(c)IMF3
图10 22V、2.5m/min条件下输入功率信号VMD结果
Fig.10 VMD result of input power signals at 22V,2.5m/min

(a)IMF1
(b)IMF2

(c)IMF3
图11 22V、2.5m/min IMF分量频谱
Fig.11 Spectrums of IMF components at 22 V,2.5 m/min
图12所示为32V、6.5m/min条件下的瞬时输入功率与焊接输出电流,其中图12(a)为信号图,图12(b)和(c)为对应的频谱图.此焊接参数下为混合过渡过程.分析输出电流信号,发现周期性不明显.电流同时存在较大幅度的变化(图12(a)0.4s左右)和长时间的小幅变化(图12(a)0.4~0.6s).前者为短路过渡,后者为自由过渡.在自由过渡中,熔滴的逐渐长大以及焊丝末端的直接脱落是电流小幅度变化的原因.实际焊接过程飞溅较大,焊缝成型也较差.由输出电流信号频谱图12(c)可知,输出电流信号最大频率成分为14Hz.图13为瞬时输入功率信号VMD结果,观察得到的IMF1频谱图(图14)可以发现其与输出电流频谱在200Hz内的中、低频成分一致性良好,最大频率成分也为14Hz.IMF1在时域趋势上也与输出电流基本一致(图13).其余IMF分量频率成分表现与上述两个过渡形态相似.
综上所述,由焊机输入端处理得到的瞬时输入功率信号在本质上是包含了过渡过程的信息,但由于经历焊机整流和输入端干扰,频域上往往难以鉴别.经过VMD后,可以发现在3种不同过渡模式下均可快速准确地提取体现过渡过程的IMF分量,且能有效分离出整流过程中脉动频率(300Hz)及其倍频信息,以及相关中、高频的干扰.

(a)瞬时输入功率与输出电流对比

(b)瞬时输入功率频谱

(c)输出电流频谱
图12 32V、6.5m/min条件下输出电流与输入功率信号及频谱
Fig.12 Output current and input power signals,and their spectrums at 32V,6.5m/min

(a)IMF1

(b)IMF2

(c)IMF3
图13 32V、6.5m/min条件下输入功率信号VMD结果
Fig.13 VMD result of input power signals at 32V,6.5m/min


图14 32V、6.5m/min IMF分量频谱
4 结 论
针对MAG焊输入输出电信号采集,搭建同步采集平台.通过对输入电信号进行处理变形以及对输入输出电信号频域特征和信号变化趋势进行分析比较,得出以下结论.
(1) 经由焊机整流电路的分析,基于输入端三相电信号给出了瞬时输入功率计算方法.通过对比分析输入功率信号和焊接输出电流信号,发现输入功率信号峰值变化与输出电流变化趋势基本一致.
(2) 对3种过渡模式(大滴过渡、短路过渡和混合过渡)的瞬时输入功率信号进行VMD分解,发现其低频IMF信号分量与输出电流时、频域特征相似,时域变化趋势也基本一致,同时IMF高频分量也有效地展现了焊机不控整流的脉动信息.
[1] 王宗杰. 熔焊方法与设备[M]. 北京:机械工业出版社,2006.
Wang Zongjie. Fusion Welding Method and Equipment [M]Beijing:China Machine Press,2006(in Chinese).
[2] Zhao Y,Shi X J,Yan K,et al. Effect of shielding gas on the metal transfer and weld morphology in pulsed current MAG welding of carbon steel[J]. Journal of Materials Processing Technology,2018,262:382-391.
[3] Peng Y H,Yan Y P,Chen G Y,et al. Automatic compact camera module solder joint inspection method based on machine vision[J]. Measurement Science and Technology,2022,33(10):105114.
[4] Cui Y X,Shi Y H,Zhu T,et al. Welding penetration recognition based on arc sound and electrical signals in K-TIG welding[J]. Measurement,2020,163:107966.
[5] Zhang G,Shi Y,Zhu M,et al. Effect of electric parameters on weld pool dynamic behavior in GTAW[J]. Journal of Manufacturing Processes,2022,77:369-379.
[6] 吕小青,王壮壮. 正负极性CMT铝焊丝熔滴体积增长量分析[J]. 天津大学学报(自然科学与工程技术版),2023,56(4):430-435.
Lü Xiaoqing,Wang Zhuangzhuang. Analysis of droplet volume increasing amount of positive and negative electrode on cold metal transfer welding of aluminum wire[J]. Journal of Tianjin University(Science and Technology),2023,56(4):430-435(in Chinese).
[7] 吕小青,孙蕴慧,徐连勇,等. CO2气体保护焊短路过渡过程输入电信号分析[J]. 天津大学学报(自然科学与工程技术版),2017,50(3):295-299.
Lü Xiaoqing,Sun Yunhui,Xu Lianyong,et al. Analysis of input signals in short circuit transfer process of CO2gas shielded arc welding[J]. Journal of Tianjin University(Science and Technology),2017,50(3):295-299(in Chinese).
[8] 曹 彪,吕小青,曾 敏,等. 短路过渡电弧焊电流信号的近似熵分析[J]. 物理学报,2006,55(4):1696-1705.
Cao Biao,Lü Xiaoqing,Zeng Min,et al. Approximate entropy analysis of current in short-circuiting arc welding[J]. Acta Physica Sinica,2006,55(4):1696-1705(in Chinese).
[9] 高理文,薛家祥,陈 辉,等. 基于短路时间频数分布图定量分析的CO2弧焊稳定性评价方法[J]. 焊接学报,2013,34(7):43-46.
Gao Liwen,Xue Jiaxiang,Chen Hui,et al. Evaluation on CO2arc welding stability based on quantitative analysis of class frequency distribution of short-circuit time [J]. Transactions of the China Welding Institution,2013,34(7):43-46(in Chinese).
[10] Shi X H,Yu S R,Li L,et al. Anvil state identification based on acceleration signals in ultrasonic metal welding of lithium batteries[J]. Journal of Manufacturing Proc-esses,2021,70:67-77.
[11] Wang J,Zhang A,Ren L,et al. A preprocessing method of welding electrical signal[C]//3rd International Conference on Industrial Artificial Intelligence(IAI). Shenyang,China,2021:1-5.
[12] Lien K Y,Chen S L,Liao C J,et al. Energy variance criterion and threshold tuning scheme for high impedance fault detection[J]. IEEE Transactions on Power Delivery,1999,14(3):810-817.
[13] Teymoor G,Abbas M,Ebrahim F. Inter-turn fault detection of induction motors using a method based on spectrogram of motor currents[J]. Measurement,2022,205:112180.
[14] 殷树言. 气体保护焊工艺基础[M]. 北京:机械工业出版社,2007.
Yin Shuyan. Technological Foundation for Gas Shielded Welding[M]. Beijing:China Machine Press,2007(in Chinese).
[15] Zosso D,Dragomiretskiy K. Variational mode decomposition[J]. IEEE Transactions on Signal Processing,2014,62:531-544.
Frequency Domain Analysis of the MAG Welding Input Signal Using VMD
Lü Xiaoqing1, 2,Su Haoyang1, 2
(1.School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2. Tianjin Key Laboratory of Advanced Joining Technology,Tianjin 300350,China)
The input and output signals of a welder were collected synchronously through the electrical signal acquisition platform. The rectifier circuit of arc welding power supply was analyzed,the input voltage and current were obtained by rectifying the input electrical signal,and the input power of arc welding power supply was calculated. It was found that the variation trend of output current and the peak value of instantaneous input power was basically the same by comparison. The principle and method of variational mode decomposition(VMD) were discussed,and the instantaneous input power was decomposed into a series of characteristic band-limited intrinsic mode functions(BLIMFs) signal. The instantaneous input power signal,characteristic intrinsic mode function(IMF)signal,and welding output current signal in different transition modes(e.g.,large-droplet transition,short-circuit transition,and mixed transition)were compared and analyzed in the frequency domain. The results revealed that VMD can effectively obtain low-(IMF1),medium-(IMF2),and high-frequency signals(IMF3). The medium- and high-frequency signals were found to exhibit pulsation related to the uncontrolled rectification of the welder(300Hz)and disturbance from the grid. Furthermore,the low-frequency IMF1signal agreed well with the welding output current signal in both the frequency and time domains. This elucidates the ability of the low-frequency component of the instantaneous input power obtained through VMD to effectively characterize the welding process,thereby providing new insights about the stability of the transition process as assessed from the input terminal.
MAG welding;instantaneous input power;variational mode decomposition(VMD);spectrum analysis
TG403
A
0493-2137(2024)04-0394-09
10.11784/tdxbz202302018
2023-02-10;
2023-03-22.
吕小青(1978— ),男,博士,副教授.
吕小青,xiaoqinglv@tju.edu.cn.
国家自然科学基金资助项目(52075372).
the National Natural Science Foundation of China(No. 52075372).
(责任编辑:田 军)
猜你喜欢
舰船科学技术(2022年22期)2022-12-13
成都信息工程大学学报(2021年4期)2021-11-22
科技传播(2019年24期)2019-06-15
雷达学报(2018年3期)2018-07-18
北京航空航天大学学报(2017年9期)2017-12-18
焊接(2016年1期)2016-02-27
火控雷达技术(2016年1期)2016-02-06
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
