
压力容器制造中的焊接工艺与质量控制研究
2024-03-24 14:47:02王瑞敏
装备制造技术 2024年1期
徐 波,王瑞敏
(山东鲁润热能科技有限公司,山东 济南 250300)
0 引言
压力容器是工业生产中常用的设备,其制造质量直接关系到生产安全和生产效率。焊接工艺与质量控制是压力容器制造过程中非常关键的环节。随着工业技术的发展和需求的增加,对于焊接工艺和质量控制的要求也日益提高[1]。在焊接工艺方面,合适的焊接材料选择、焊接参数的确定以及焊接过程的控制都是影响焊接质量的重要因素。通过研究不同焊接材料的性能及焊接参数的优化,可以提高焊接接头的强度和耐久性。在焊接过程中引入先进的焊接监测技术,可以实时监测焊接参数和质量指标,确保焊接过程的稳定性和可控性[2]。
焊接工艺的优劣直接决定了压力容器的质量和性能。从焊接材料的选取、焊接参数的确定和焊接过程的控制等方面,系统地研究了各项要求和关键技术[3]。同时,针对焊接过程中可能出现的各种焊接缺陷,如焊接熔合不良、焊缝裂纹和气孔等问题,提出了相应的质量控制方法和措施,以确保焊接质量的稳定性和可控性。基于此,提出了一种先进的焊接工艺方案。该方案采用了先进的焊接设备和自动化控制系统,能够提高焊接质量和生产效率。同时,还引入了先进的焊接监测技术,在焊接过程中实时监测焊接参数和质量指标,以进一步确保焊接过程的稳定性和可控性。为验证改进方案的有效性,进行了多组焊接实验,并对焊接接头进行了严格的非破坏性检测和力学性能测试。结果表明,采用改进方案焊接的接头具有良好的焊接质量和力学性能,完全满足了压力容器制造的相关标准和要求。对于提高压力容器制造的焊接工艺和质量控制水平具有一定的理论和实际意义。
1 焊接工艺的要求和影响因素
1.1 焊接工艺的重要性与影响因素
焊接工艺参数是指在焊接过程中选择的各项工艺参数,包括焊接电流、电压、焊接速度、焊接温度、焊接时间、预热温度、热输入等方面的参数,这些参数的设置和控制直接影响到焊缝质量和性能[4]。
焊接电流和电压是决定焊缝形貌和焊接质量的关键影响因素。焊接速度是指焊接头在单位时间内移动的距离,对于保证焊缝尺寸和几何形状的一致性非常重要。焊接温度和时间是决定焊接热输入和熔池深度的关键因素,对于保证焊缝的力学性能和耐腐蚀性能具有重要作用。热输入是指焊接过程中输入到焊接部位的热量,与焊接电流、电压、焊接速度和焊接时间等参数有关,可以通过控制这些参数来实现。
1.2 焊接热处理工艺
通过实际测得的化学成分由JMatPro 软件算出铁素体相向奥氏体相的转变温度如图1 所示,然后以50 ℃为间隔设置4 种不同的热处理温度,根据标准“承压设备焊后热处理规程”以及实际工作情况,确定了保温时间为2 h 下的720 ℃、770 ℃、820 ℃和870 ℃四种不同的热处理温度,具体的热处理流程及参数如图1 所示[5]。

图1 不同热处理温度下的热处理流程
1.3 焊接过程的温度场与应力场
焊接过程是金属在高温作用下不断熔化的过程,焊接热源随焊丝位置的变化而改变,焊接接头分为焊缝区(WZ)、熔合区(FZ)、热影响区(HAZ)和母材区(BM),不同区域的金相组织与力学性能因受到不同温度热作用的影响而表现出不同的特征。焊接时距离熔池中心越远的点温度越低,用式(1)表示单位焊缝长度上所受的能量及线能量qv:
式中:q为电弧热功率,J/s;v为焊接速度,cm/s;U为电弧电压,V;I为焊接电流,A;η为焊接热效率,取0.85。
焊接过程中焊缝区先加热到最高温度,然后停留一段时间后开始冷却,直至冷却到室温。从图中可以看出焊接热循环过程中的主要参数为:(1)焊接升温速度;(2)熔池的最高温度;(3)高温停留时间;(4)冷却速度。
焊接过程中热输入加热不均匀会导致焊接区域的温度分布不均匀,从而引起焊接接头在冷却过程中的不均匀变形和残余应力。当焊缝区的温度升高到母材熔点以上时,高温会导致焊缝区及其周围区域急剧膨胀,而远离焊缝的区域则受高温的影响较小,其温度较低,从而对焊缝及近焊缝区域起到约束作用,使其处于压缩状态。这种不均匀的热膨胀和压缩状态会导致焊接试板在冷却到室温后发生不均匀的塑性变形,并产生不同大小的拉应力或压应力。为了验证ABAQUS 模拟焊接接头残余应力场分布的准确性,在焊后未做热处理前的焊接试板中随机挑选一组,用盲孔法测量该试板焊缝处、熔合线处、距熔合线20 mm和40 mm 处的残余应力。
2 焊接工艺的选取
2.1 焊接材料的选择
铁素体不锈钢具有焊接性能差、焊接接头脆化严重和缺口敏感性高等缺点,但因其具有良好的耐腐蚀性、不锈性、良好的冷成型性和塑韧性而广泛用于焦炭塔、分馏塔和硫磺回收装置等压力容器中。
2.2 焊接参数的确定与控制
在焊接过程中,合理的焊接参数对焊接质量的好坏具有至关重要的影响。焊接在压力容器的使用安全性和可靠性方面起着重要作用,优化焊接参数(表1)及选择合理的焊后热处理工艺对于提高焊接接头的力学性能具有重要意义。铁素体不锈钢的焊缝质量受焊接热输入的影响,尤其是热影响区和焊缝区的晶粒尺寸受焊接热输入的影响十分明显;焊接接头的焊缝区域和热影响区域以及晶粒尺寸都会随着热输入的增大而变大,而过冷度随之变小,导致柱状晶粗化严重。

表1 焊接工艺参数
3 实验验证和结果分析
试验板材为冷轧态的铁素体不锈钢钢板,尺寸为400 mm × 150 mm × 25 mm,十块试板均从同一块钢板上截取,试验采用ZX7-500S 逆变式直流弧焊机对板材进行焊接,焊条为该种材料焊接专用的Φ4 mm的铁素体不锈钢焊条,使用前在300 ℃下烘焙两小时;焊接接头示意图如图2 所示,正面18 道焊背面2道焊的焊接,板间距为2 mm;焊前未预热,焊接时层间温度控制在(150±5)℃,以相同的焊接工艺焊接五组试板,试板焊接完成后经无损检测均合格。
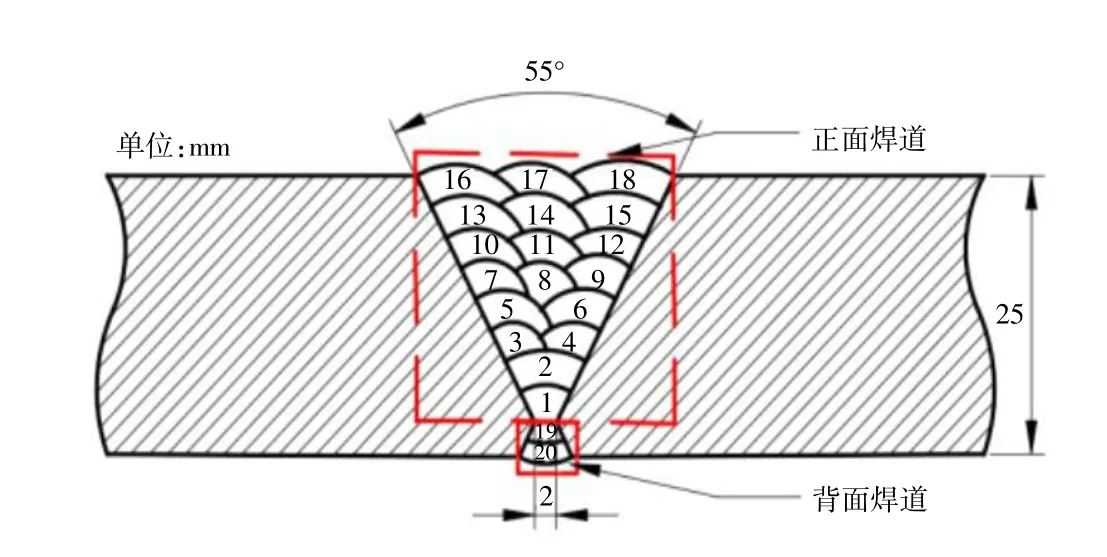
图2 焊接接头示意
3.1 金相试验
根据标准“金属显微组织检验方法”,对五组焊接完成后的试板采用TQY-06A 慢走丝线切割机从焊缝中心线开始沿垂直于焊缝方向截取,包括焊缝区、熔合区、热影响区和母材区的金相试样。金相试样制作步骤如下:
(1)试样的打磨及抛光:将试样用环氧树脂镶嵌并晾干后,依次选用400、600、800、1000、1200、1500和2000 目的金相砂纸采用十字垂直交叉法对五组试样的横切面打磨;待试样表面无明显划痕后采用MP-2 双盘双速磨抛机对五组试样进行抛光。抛光盘直径200 mm,转速500 r/min,同时配合红丝抛光布并依次选用W2.5、W1.5、W0.5 的金刚石抛光膏。
(2)腐蚀:金相试样的腐蚀溶液用FeCl3、HCl 和水溶液按3g∶10mL∶80mL 的比例配备而成,在室温20 ℃下用棉花蘸取腐蚀剂轻轻擦拭6~7 次,直至表面亮度变暗后马上用清水冲掉腐蚀液,再用无水酒精清洗表面,最后用吹风机吹干。
(3)观测:将腐蚀好的试样水平的放置在显微镜观测台上,使用4XC-MS 倒置光学显微镜,配合金相观测软件观察五组试样的焊缝区、粗晶区和母材区的显微组织。光学显微镜目镜倍数为X10,物镜倍数为X5、X10、X20、X40、X100;选用的放大倍数为200 倍。
3.2 拉伸和弯曲试验
根据标准“承压设备产品焊接试件的力学性能检验要求”,用TQY-06A 慢走丝切割机对五组试板按照尺寸制取拉伸和弯曲试样,弯曲试验尺寸参数见表2,在WAW-1000B 微机控制电液伺服万能试验机上进行拉伸和弯曲试验,拉伸速度为3.0 mm/min。
3.3 焊接应力场试验
焊接过程中由于经历二次结晶、热胀冷缩等现象产生较大的应力场。如图3 所示,盲孔法是一种常用的测量焊接应力场的方法之一,原理是通过在焊接件上钻一个孔,并在孔内安装一个应变计或者应变片,测量孔内的应变变化,从而推算出周围的应力场分布情况。

图3 焊接过程信息采集
3.4 实验结果应用分析
钢是一种常用于-70 ℃级低温压力容器,液化气体储罐、液氧储罐、液氮储罐等。在制造压力容器时,常常需要将不同的构件焊接在一起,以形成完整的容器。为了确保焊接接头的质量和安全性符合相关规范和标准,应该研究焊接工艺和热处理对焊接接头性能的影响,以获得高质量的焊接接头。通过在试板上钻孔,释放该区域的应力,打破原有的应力平衡状态并释放相应的应变。盲孔法试验的原理,假设焊接试板表面的材料性能为各向同性,并且应力场表示。释放应变的数值大小与材料本身的弹性模量以及材料所受到的刚性约束有关。通过利用0°、45°和90°三个方向的应变计算盲孔3 个方向的释放应变。
4 结语
以压力容器制造为研究对象,探讨了焊接工艺与质量控制的相关问题。首先,介绍了压力容器的制造背景和重要性,指出了焊接工艺在制造过程中的关键地位。接着,从焊接材料的选取、焊接参数的确定和焊接过程的控制等方面,详细阐述了焊接工艺的要求和影响因素。为验证改进方案的有效性,进行了多组焊接实验,并对焊接接头进行了严格的非破坏性检测和力学性能测试。结果表明,采用改进方案焊接的接头具有良好的焊接质量和力学性能,满足了压力容器制造的相关标准和要求。对于提高压力容器制造的焊接工艺和质量控制水平具有一定的理论和实际意义,对于相关行业的工程师和研究人员具有一定的参考价值。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
模具制造(2019年10期)2020-01-06 09:13:08
压力容器(2019年1期)2019-03-05 11:12:06
焊接(2016年9期)2016-02-27 13:05:22
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
焊接(2015年2期)2015-07-18 11:02:38
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12 05:15:26
