医用电子检测仪支架双色成型模具设计
2024-03-11 06:06刘义考
工程塑料应用 2024年2期
刘义考
(湖州职业技术学院,浙江湖州 313099)
对于现代医学电子检测装置或仪器,从产品外观设计或使用检测需要出发,常常需要将一些检测装置或仪器的结构塑件设计成双色塑件,通过双射成型的注塑方式来获得大批量生产。注塑工艺中,双射成型主要是以两套模具配合双射成型机两只机筒按先后次序经两次成型制成含有两种材料塑件的一种成型工艺。双射成型是注塑工艺中的一种重要成型工艺方式,其成型产品具有以下优点:一是产品精度高、质量稳定;二是结构强度好、耐久性佳;三是配合间隙小、外观良好;四是生产成本低,同时能作为复合塑件产品提升附加价值[1-4]。双射成型按塑件结构的设计实用需要演化为多种成型方式,常见的有3种,分别为:①不同材料混料双射成型(混料成型);②不同/相同材料不同颜色有界双色双射成型(双色成型);③相同材料不同颜色混色双射成型(混色成型)。
不同的双射成型方式有其不同的用途,混料成型主要解决塑件结构装配、握持手感等问题,双色和混色成型主要解决塑件颜色外观问题[5-8]。双射成型中,材料间的结合有两种情况:一种是通过倒扣等特征进行机械结合,即假性结合;另一种是材料间相互熔合从而进行结合。
双色成型中,一般是待第一种材料冷却凝固后再注塑第二种料,两种材料有明显的结合边界。成型产品多为软胶和硬胶相结合的塑件,第一射注塑硬胶,第二射注塑软胶,此种选材所开模具的方法称之为正开模具,是现在双色成型生产中最常用的开模方法;但也有少数模具是反开模具,即第一射注塑软胶,第二射注塑硬胶,这种情况一般是因为受到产品结构限制,只有在模具无法正开的时候才使用,开模和成型的难度都非常的大,反开模具技术比较少见,还在进一步的探索中。
笔者针对某医用电子检测仪支架需使用不同颜色的两种材料进行成型的要求,设计了该塑件的双色成型工艺和旋转式双色成型模具,在模具中设计了一种改进型三角形截面斜导柱滑块机构,非常适用于带有侧抽芯需要双色成型模具的开发,对于同类模具的研发有较好的设计参考价值。
1 医用电子检测仪支架双色塑件分析
1.1 塑件结构
某医用电子检测仪支架双色塑件的结构构成如图1所示。塑件由基础件C1和插片体C5两部分构成,使用双色成型方式成型。双色成型第一射成型基础件,基础件C1的基本形状为一个118 mm×17 mm×7 mm的框架体,基础件的基本结构由两个侧边通过中间的5个中间横梁结合构成,两个侧边各设置有5个侧孔C3,共10个,中间4个横梁上设置4个高度为9 mm的凸台C2,基础件底面上还设置多个增强筋和局部小凸台特征。双色成型第二射成型位于4个凸台C2上的4个独立插片体C5。塑件双色成型时,其成型顺序是,在第一射成型基础件C1的基础上,再第二射成型4个插片体C5,从而构成医用电子检测仪支架双色塑件C4。
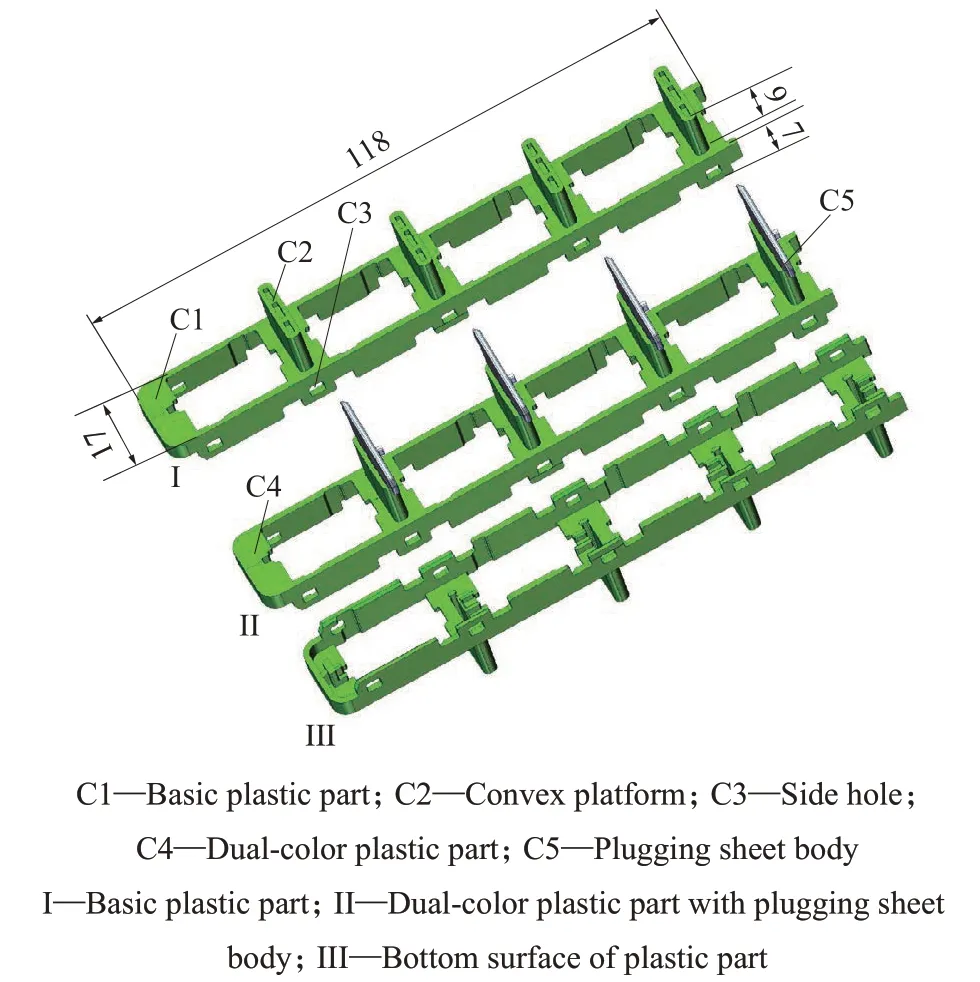
图1 医用电子检测仪支架双色塑件Fig. 1 Medical electronic detector bracket dual-color plastic part
1.2 塑件成型选材与颜色外观
依据塑件的成型要求,基础件和插片体分别选用不同颜色的材料进行成型。基础件材料选用牌号为CALIBRE IM 401-11的聚碳酸酯(PC)塑料 (美国盛禧奥公司),收缩率为0.51%~0.69%。插片体选用牌号为Multilon T-3011 TG5667的PC/丙烯腈-丁二烯-苯乙烯塑料(ABS)改性材料 (日本帝人株式会社),收缩率为0.52%~0.65%,该材料为一种ABS改性的PC合金材料。基础件颜色为米白色,插片体颜色为黑色,所选两种材料都需要进行着色改性。对于双色成型,第一射成型塑料材料的熔点要高于第二射成型塑料材料的熔点,以免第二射成型的塑料在两种塑料材料边界处将第一射成型的塑料融化,导致第二射注塑无法正常完成。因而,本双色塑件的选材设计中,CALIBRE IM 401-11熔体温度范围为最小值280 ℃,最大值320 ℃,标定熔体温度为300 ℃;Multilon T-3011 TG5667熔体温度范围为最小值230 ℃,最大值300 ℃,标定熔体温度为265 ℃,比CALIBRE IM 401-11熔体温度低35 ℃,能满足本塑件双色成型材料方面的基本要求。
2 双色成型工艺设计
双色成型生产中,双射成型注塑机的第一射、第二射的射出控制系统是分开的,是两个完全独立的操作系统,可以自由地调整第一射、第二射的参数。但在实际的双射成型中,第一射的成型参数有可能会影响第二射成型的质量状况,因为第二射成型时,相当于用第一射成型的塑件作为型芯,第一射成型的基础塑件可以说是第二射成型塑件模腔的一个成型零件,该成型零件对第二射成型塑件的成型质量有着非常重要的影响,所以在调整第一射成型塑件的成型工艺参数时,必须考虑是否会对第二射成型塑件产生不良影响[9-13]。针对本塑件双色成型的要求,分别设置第一射和第二射的成型工艺。
2.1 基础件第一射成型工艺
基础件第一射的成型工艺参数为:①烘料90 ℃/2 h (红外线烘箱);②喷嘴温度285~290 ℃;③模具温度80~85 ℃;④注射时间1~2 s,注射压力90~110 MPa,保压时间4~8 s,保压压力40~60 MPa,分三段保压,背压3~5 MPa;⑤冷却时间12~15 s。
2.2 插片体第二射成型工艺
插片体第二射的成型工艺参数为:①烘料80 ℃/2 h (红外线烘箱);②喷嘴温度255~260 ℃;③模具温度60~80 ℃;④注射时间1~2 s,注射压力60~80 MPa,保压时间2~4 s,保压压力30~50 MPa,分两段保压,背压2~3 MPa;⑤冷却时间5~8 s。
3 模具设计
采用正开式模具设计方法设计旋转型双色成型模具时,双色成型模具的基本结构由两副二级子模具构成。第一副子模具用于第一射基础塑件的成型,第二副子模具用于第二射塑件插片体的成型[14-16]。两副子模具在注塑机动模板的转盘上按180°成轴对称方式布置,两者的动模结构相同,但定模结构不同。定模结构的不同之处主要是模腔构成中的定模型腔镶件结构不同。在设计第一射第一副子模具的定模型腔镶件时,需要对第一副子模具中的第二射成型胶位进行封堵,而在第二射第二副子模具中针对此第二射胶位进行开放。基于此设计原理,医用电子检测仪支架双色塑件双色模具设计如下。
3.1 分型及模腔成型件设计
本双色成型模具设计中,需要针对第一射第一副子模具和第二射第二副子模具的模腔分别进行设计,其设计如下。
3.1.1 第一射基础件C1成型件设计
基础件成型件设计如图2所示,因基础件的外形相对比较简单,使用平面型分型面对其成型模腔进行分型即可获得主要成型件型腔镶件1和型芯镶件2,在此基础上,结合图1所示塑件结构,由于基础件两侧边的10个侧孔实施侧抽芯脱模,因而设计了10个侧型芯,包括侧型芯5,6,7,8等。针对10个侧型芯的驱动,设置了两个侧滑块进行驱动,两个侧滑块分别为左侧滑块3和右侧滑块4,左侧滑块3上集成安装5个侧型芯,右侧滑块4上也集成安装5个侧型芯,这样,只需使用两个侧滑块即可实现对基础件两边各5个侧孔的成型与抽芯脱模。左侧滑块3和右侧滑块4除了驱动10个侧型芯实施抽芯外,其本身还参与基础件大部分外表面的成型,这样做的目的是便于第二射插片体成型型腔的设计。即在第一射成型模腔中设置4个插片镶件11封堵第二射成型模腔中的插片体成型胶位,然后在第二射成型模腔中去除此4个插片体镶件11即可获得插片体的成型胶位。而第二射成型模腔的成型件只需加工4个改形插片体镶件11’即可,其他成型件可以和第一射模腔的成型件设置成相同结构。或者不用设置改形插片体镶件11’,单独加工第二射模腔的型腔镶件1’即可。这样便于加工和节省模具制造成本。在基础件第一射成型模腔的浇注系统设置中,使用2组浇注系统对该成型模腔进行浇注,其中的一组为热嘴H1供给2个潜伏式浇口G1对该模腔进行浇注,另一组跟此组设计相同。模腔冷却设计中,针对型腔镶件1和型芯镶件2各使用1条Ø 10 mm水路进行冷却,针对左侧滑块3和右侧滑块4分别各使用1条Ø8 mm水路进行冷却。最终所成型双色塑件在插片体第二射成型完成后再由多个扁顶针12顶出脱模,基础体第一射成型的流道废料、插片体第二射成型的流道废料在第二射成型完成后由各自的拉料杆9顶出脱模。
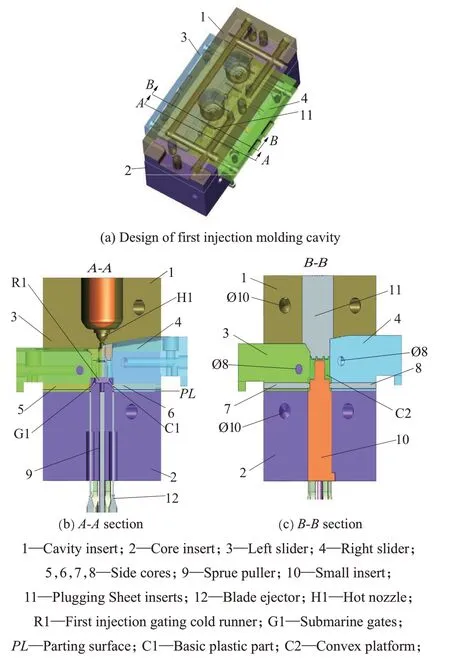
图2 基础件成型件设计Fig. 2 Design of basic plastic part forming parts
第一射基础件成型模腔的浇注系统如图3a所示,设置了2套浇注系统用于该模腔的浇注,所用的流道为R1,R1’,流道R1和流道R1’分别为各自的2个潜伏式浇口G1供料,故基础件成型模腔使用了4个潜伏式浇口G1进行进胶。第二射插片体成型模腔的浇注系统如图3b所示,当进行第二射插片体模腔注塑时,需分别对4个各自独立的插片体模腔进行浇注,因而,在左侧滑块3和右侧滑块4的分型面上开设了流道R2和流道R2’,用于给4个侧浇口G2供料,4个侧浇口G2分别用于4个插片体成型模腔的浇注。第一射成型模腔中4个插片镶件11在型腔镶件1上的安装形态如图3b所示。
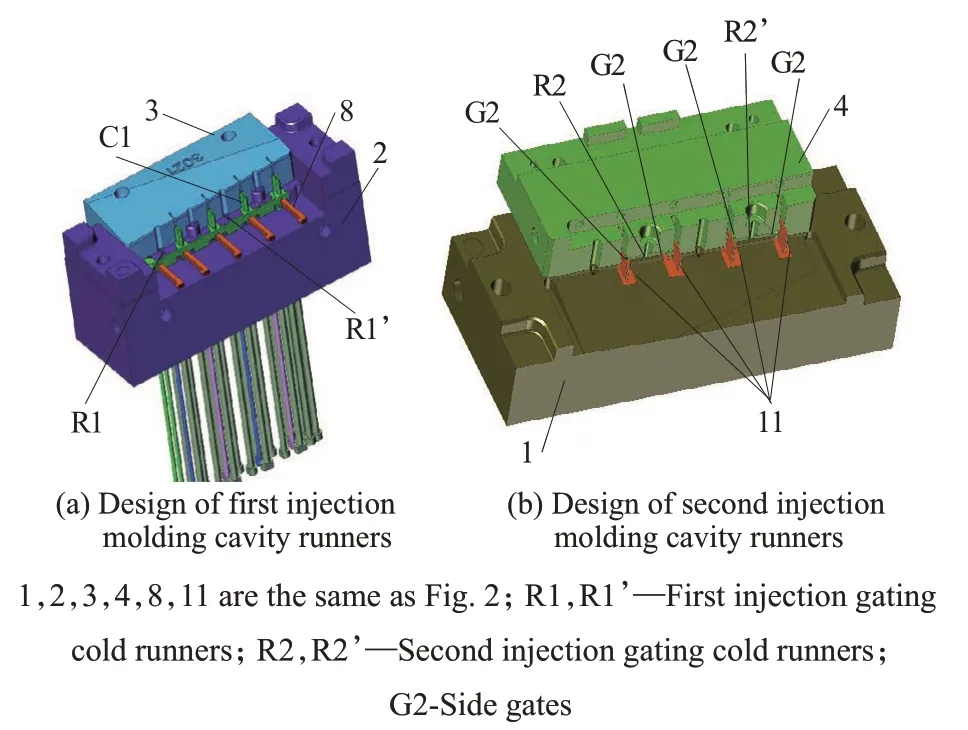
图3 第一射、第二射浇注系统设计Fig. 3 Design of first and second injection gating systems
3.1.2 插片体C5模腔设计
双色成型模具排位如图4a所示,插片体C5第二射成型模腔的结构与第一射成型模腔的结构基本相同,即只需将基础件C1第一射成型模腔的组成件绕注塑机动模板转盘的轴心线O-O’旋转180°复制而获得插片体第二射成型模腔组件。但第二射成型模腔的型腔镶件1’与第一射成型模腔的型腔镶件1有所不同,即型腔镶件1’中去掉了4个插片镶件11,去除4个插片镶件11后所形成的空间为4个插片体的模腔空间,用于第二射注射成型4个插片体,这样就能在第一射成型模腔注射成型后,实施第二射注射成型,最终能成型出医用电子检测仪支架双色塑件。第二射成型模腔的形状如图4b所示,第二射成型模腔构成零件中,第一射注射成型的基础件实际上是充当了第二射成型模腔的一个成型零件[17-20]。
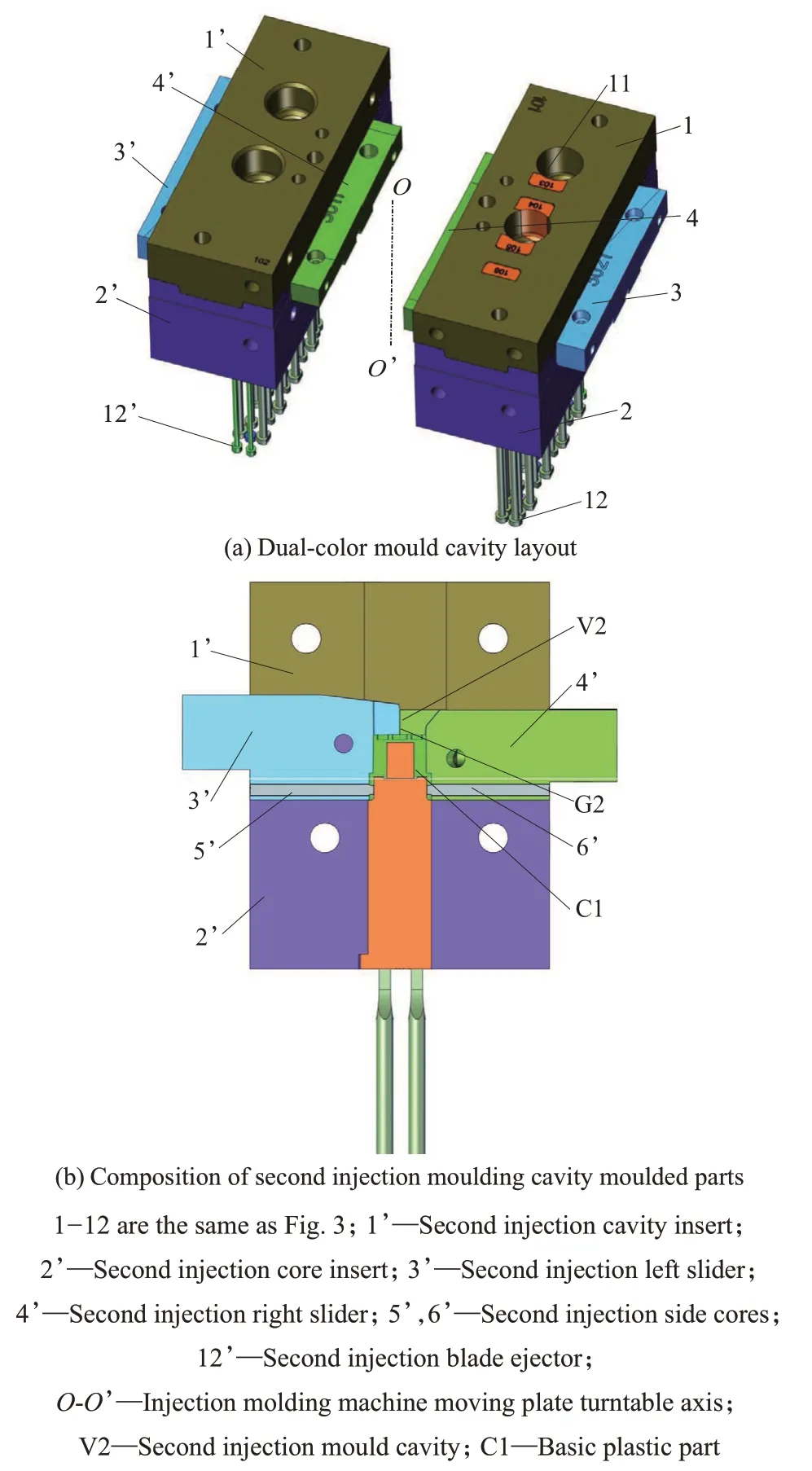
图4 双色成型模具排位及第二射插片体C5模腔设计Fig. 4 Layout of dual-color mould cavity and design of second injection plugging sheet body C5 mould cavity
3.2 模具整体设计
医用电子检测仪支架双色塑件的双色成型模具由两副子模具构成,其最终设计如图5a所示,两副子模具中,第一射子模具的动模M1与第二射子模具的动模M2结构相同,在注塑机动模板转盘上安装时按180°轴对称布置。两者的定模有三处不同:第一处差别在于第一射定模D1中的型腔镶件1与第二射定模D2中的型腔镶件1’的成型面不一样,且型腔镶件1中设置有4个插片镶件11,型腔镶件1’去除了此4个插片镶件11;第二处差别为第一射定模D1中只安装有两个宽锁紧块15对左侧滑块3和右侧滑块4进行锁紧,而第二射定模D2中改成为设置两个三角截面斜导柱14,14’和2个窄锁紧块16,16’,用于对左侧滑块3’和右侧滑块4’进行侧抽芯驱动,左侧滑块3’和右侧滑块4’的锁紧则在定模板19中开设斜锁紧面进行锁紧;第三处差别在于浇注系统的不同,如图5b所示,第一射子模具的浇注系统中,使用2个热嘴H1分别通过图3a中的冷流道R1,R1’给4个潜伏式浇口G1供料;第二射子模具的浇注系统中,使用2个热嘴H2通过图3b中的冷流道R2,R2’分别给4个侧浇口G2供料。第一射子模具和第二射子模具都为两板式热流道模具,单次开模,开模面为PL面。两副子模具的顶出机构相同,都为使用推板23顶出的常规型推板顶出机构。
3.3 第一射免抽芯滑块机构设计
在本双色成型模具中,设计了一种三角截面斜导柱驱动的第一射免抽芯滑块机构。常用的斜导柱驱动滑块机构设计中,圆柱形斜导柱通过驱动斜导柱孔来驱动滑块实施侧抽芯,但此种机构应用于本双色成型模具中时,会产生塑件成型品质问题。具体为:结合图5a所示,第一射子模具的左侧滑块3和右侧滑块4转换到第二射子模具位置时会转变成左侧滑块3’和右侧滑块4’,在这个过程中左侧滑块3和右侧滑块4在模具第一次打开时先被各自的第一射定模上的圆柱形斜导柱驱动而打开,当转位到第二射子模具位置转变成左侧滑块3’和右侧滑块4’时,又被第二射定模上的圆柱形斜导柱驱动而闭合,由于第一射成型后的基础件未脱模前还有的一定的温度,基础件在失去左侧滑块3和右侧滑块4的包紧后有一定的尺寸变化,导致左侧滑块3’和右侧滑块4’在第二射子模具中闭合时,很难完全包紧基础件塑件,从而导致左侧滑块3’和右侧滑块4’不能完全闭合,在此状态下,容易导致第二射子模具的成型模腔在进行注塑时,成型模腔封闭不严实而产生飞边毛刺,降低了医用电子检测仪支架双色塑件的成型质量。解决的办法是左侧滑块3和右侧滑块4在第一射注塑完成后不打开,只有在第二射注塑完成后再打开。据此要求设计了图6所示的一种三角截面斜导柱14驱动的第一射免抽芯滑块机构。机构设计中,以左侧滑块3’的改造为例,先将常用型圆柱形斜导柱滑块抽芯机构的斜导柱孔改造为图6中所示的开放“U形槽”,然后在槽边两侧设置两组弹簧28驱动的弹销29组件。

图6 三角截面斜导柱滑块机构Fig. 6 Triangular section angle pin slider mechanism
另外,将常用的圆柱形斜导柱改造为图6中所示的截面为三角形的三角截面斜导柱14,三角截面斜导柱14有3个平面T1,T2,T3,其中T3面用于驱动第二射子模具中的左侧滑块3’侧向抽芯,即在动模M2按F0向下行而带动左侧滑块3’下行时,固定在第二射子模具定模D2一侧的三角截面斜导柱将由于弹销29,29’的阻挡而驱动左侧滑块3’按F1向抽芯。而在第二射子模具闭合时,T1,T2面将分别压缩弹销29,29’而使三角截面斜导柱14能进入“U形槽”内。这样能起到如下效果:第二射子模具模具闭合时,三角截面斜导柱14能进入“U形槽”内,模具打开时,三角截面斜导柱14能驱动左侧滑块3’实施F1向的侧抽芯,从而能做到整副双色成型模具中,在第一射子模具中不用设置斜导柱驱动左侧滑块3和右侧滑块4打开;而在第二射子模具中,三角截面斜导柱14,14’能方便地插入左侧滑块3’和右侧滑块4’中(由于右侧滑块4’和左侧滑块3’结构相似,右侧滑块4’由斜导柱14’驱动),且在第二射子模具打开时,能驱动左侧滑块3’和右侧滑块4’实施侧抽芯,保证医用电子检测仪支架双色塑件自动化顺利脱模。通过将圆柱形斜导柱机构改进为三角截面斜导柱滑块机构,塑件的成型飞边问题得到解决,成型的良品率提高到99%以上。
3.4 双色成型模具工作原理
设计的双色成型模具工作原理如图7所示,其工作过程为以下步骤。

图7 双色模具工作原理Fig. 7 Working principle of dual-color mould
(1)注塑机动模板驱动第一射子模具、第二射子模具在开模面PL面处闭合。闭合状态为:第一射子模具D1+M1,第二射子模具D2+M2。
(2)第一射机筒先开启,对基础件第一射子模具成型模腔注射第一射塑料(第一色PC),第二射机筒先关闭,待第一射子模具成型模腔完成充填、保压、冷却等过程后,等待开模。
(3)注塑机动模板拉动第一射、第二射子模具动模M1,M2按F0向后退,两副子模具同步在PL面处打开。结合图5所示,打开时,第一射子模具的左侧滑块3和右侧滑块4不抽芯,保持闭合状态。第二射子模具中的左侧滑块3’和右侧滑块4’被三角截面斜导柱14,14’驱动进行空抽芯。两副子模具的顶出机构(推板23,23’)都不动作。
(4) 180°旋转交换。动模PL面打开后,注塑机动模板上的转盘绕O-O’轴逆时针转动180°,交换两副子模具的动模,然后两副子模具再次在PL面处闭合,在原第一射子模具位置组合状态为D1+M2,构成第一射子模具,在原第二射子模具位置组合状态为D2+M1,构成第二射子模具。
(5)双射同步注塑。模具在PL面处第二次闭合,第一机筒、第二机筒同步开启注塑,在D1+M2子模具成型模腔中注射第一射材料(第一色PC),在D2+M1子模具中注射第二射材料(第二色PC/ABS),待两副子模具的成型模腔都完成注塑后,两副子模具在PL面处打开。
(6)开模顶出。注塑机动模板按F0向后退到一定位置后,安装在注塑机动模板上且位于第二射子模具所在位置底部的顶出油缸动作,将D2+M1子模具中第一射子模具动模M1的推板23顶出,从而将成型好的医用电子检测仪支架双色塑件顶出,顶出后,推板23迅速复位。此过程中,位于第一射子模具所在位置第二射子模具的动模M2不顶出。
(7) 180°旋转返回交换。动模注塑机转盘绕OO’轴顺时针转动180°返回,再次交换动模,两副子模具在PL面处闭合,双色模具恢复到第(1)步状态,即第一射子模具D1+M1,第二射子模具D2+M2。开启第(5)、第(6)步往复注塑循环。模具单次开模成型1个医用电子检测仪支架双色塑件。
4 结论
针对医用电子检测仪支架双色塑件的成型要求设计了其双色双射成型注塑工艺和双射成型模具。材料选用中,选用材料时考虑了两色材料的相容性,第二射材料的熔化温度必须低于第一射材料的熔化温度,且以相对较低压力进行注塑。
所设计的双色成型模具采用旋转式两副子模具组合形式的双色模具结构,两副子模具都采用两板式模具,浇注系统都采用冷流道+热嘴形式。模具中,设计了一种双色模具三角截面斜导柱第一射免抽芯滑块机构,该设计解决了双色模具中有侧抽芯需要时,采用常规斜导柱滑块机构所带来的第二射子模具成型模腔封闭不严问题,将塑件的成型品质合格率提高到99%以上。
猜你喜欢
机械设计与制造工程(2021年5期)2021-06-15
陶瓷科学与艺术(2019年10期)2019-12-18
兵器知识(2019年10期)2019-11-04
模具制造(2019年4期)2019-06-24
中国塑料(2019年5期)2019-06-03
金属加工(冷加工)(2018年2期)2018-03-22
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
中国塑料(2016年2期)2016-06-15
中国塑料(2015年7期)2015-10-14
华侨大学学报(自然科学版)(2014年6期)2014-11-19