
基于淀粉原料的食品3D打印研究进展
2024-03-10 13:13朱莹莹仵华君朱嘉文石振兴申瑞玲
食品科学 2024年3期
朱莹莹,仵华君,朱嘉文,石振兴,邹 亮,申瑞玲,么 杨
(1.郑州轻工业大学食品与生物工程学院,河南 郑州 450001;2.中国农业科学院作物科学研究所,北京 100000;3.河南工业大学粮油食品学院,河南 郑州 450001;4.农业农村部粮食作物基因资源评价利用重点实验室,北京 100081)
三维(three dimensional,3D)打印技术,又称增材制造技术,是一种通过计算机辅助设计软件(AutoCAD,CAD)设计模型并利用XYZ三轴导轨的运动控制打印喷头、在一定温度和压力条件下将特殊打印材料逐层堆积打印成型的新兴制造技术[1]。基于3D打印可定制形状、快速造型、减少原料浪费等众多优点,已经被广泛应用于医疗[2]、航天[3]、建筑等多个领域。近年来,3D打印技术在食品领域的应用尤其受到人们关注。相对于传统食品加工技术,3D打印技术的最大优势就是可以个性化定制食物、丰富食品产品种类、改善食品品质。此外,食品3D打印还可以根据不同消费者的健康需求调整食品的营养成分,在精准营养食品加工方面有很大的应用潜力[4-5]。依据不同打印原理,食品3D打印中常用技术可分为光固化立体成型(stereo lithography apparatus,SLA)、选择性烧结成型(selective laser sintering,SLS)、喷墨打印(inkjet printing,IJP)及挤压沉积打印技术[6]。挤压3D打印技术及打印设备应用最为广泛,其优点是挤出效率高、设备简单和原料利用充分,然而这种打印技术对材料理化特性有较高的要求,尤其是原料的流变性和凝胶性质将直接影响产品打印精准度和稳定性[7]。
淀粉是人类日常膳食的主要组成成分,也是人体获取能量的重要来源之一,主要存在于小麦、玉米、大米、马铃薯、甘薯、绿豆等谷、薯和豆类作物中。淀粉具备特殊的理化特性,一般可作为稳定剂、增稠剂或者增强剂改善食品体系的感官品质,被广泛应用于主食、休闲食品、调味品等食品加工行业[8-9]。淀粉糊具有假塑性流体特征,在适当的外界剪切压力作用下表现出较好的流动性,当压力去除又恢复高黏度状态,这一特性使其易于从3D打印机喷嘴中挤出后快速成型[10-11]。目前研究主要关注不同类型的淀粉原料在3D打印过程中的关键参数优化,包括打印温度、挤出速率、喷嘴直径等[12];淀粉的理化性质对其3D打印特性的影响,包括淀粉颗粒大小、结构、分子质量、糊化性质、流变性质等[13];提高淀粉3D打印精度和稳定性的改性方法,包括热处理、酶解等[14];以及淀粉3D打印产品的后处理问题[15]。最近,如何通过复配花青素、亲水胶体和蛋白质等营养物质加强淀粉3D打印的营养和功能特性的研究,以及3D打印对淀粉分子结构的影响也逐渐开始受到研究人员关注[16-17]。
本文从淀粉3D打印相关设备、不同来源淀粉的打印性能、淀粉理化特性与打印性能相关性和打印后处理方式等方面综述淀粉打印材料的研究进展,并从近10 年文献中总结改善淀粉材料打印性能的关键技术,旨在促进淀粉在食品3D打印中的开发和应用,为未来食品工业的发展提供思路。
1 2012—2022年淀粉3D打印食品研究热点
分别以“食品3D打印(food 3D printing)”和“淀粉3D打印(starch 3D printing)”为关键词在Web of Science数据库对2012—2022年相关文章和专利数量进行统计(图1A),可以看出10 年间“食品3D打印”的相关文章和专利数量呈逐年增长趋势,在2022年成果数量达到顶峰。此外,“淀粉3D打印”相关研究成果数量也呈逐年增长趋势,且在2021年其相关文章和专利数量在整个食品3D打印领域占比达到29.1%。此外,对“淀粉3D打印”主要关联词进行统计,发现关联性最强的词汇包括了力学性质(mechanical property)、流变特性(rheological property)、黏度(viscosity)、凝胶(gel)、水凝胶(hydrogel)、硬度(hardness)、马铃薯淀粉(potato starch)、玉米淀粉(corn starch)等(图1B)。通过以上统计分析,可以推断淀粉已逐渐成为最重要的3D打印“可食用墨水”,并且原料的力学性质包括流变特性、黏度和凝胶性质是影响原料3D打印性能的关键因素。

图1 2012—2022年“食品3D打印”和“淀粉3D打印”相关领域文章及专利数量(A)和淀粉3D打印主要关联词(B)Fig.1 Number of articles and patents concerning food 3D printing and starch 3D printing published in 2012-2022 (A) and keywords concerning starch 3D printing (B)
2 淀粉3D打印相关设备
根据原料特性选择合适的打印设备是淀粉“可食用墨水”完成精准造型的第一要素。3D打印设备的基本原理是通过CAD软件控制喷嘴移动,将原料层层堆叠(图2A),从而实现精准造型,常见打印设备包括SLA型、SLS型、IJP型和挤压沉积型打印机。本文对以上几种类型打印设备的特点进行描述,并重点描述淀粉3D打印中最常用的挤压沉积型打印设备的打印过程和物料挤出原理。

图2 淀粉3D打印过程(A)和挤压型3D打印设备挤出原理(B)示意图Fig.2 Schematic diagrams of the starch 3D printing process (A) and the principle of extrusion-based 3D printing equipment (B)
2.1 食品3D打印设备类型及特点
SLA技术是最早出现的3D打印技术,该技术以光敏聚合物为主要材料,紫外固化,逐层打印[18]。SLS技术则是利用红外激光器对粉末进行选择性烧结,使材料凝结成型,再逐层叠加形成打印样品[19]。IJP技术主要应用于打印食品上的装饰物或者表面填充,主要是将流动的原料通过喷嘴挤出在基片上,基片一般为饼干、披萨、面包等。与SLA技术和SLS技术的逐层打印不同,IJP打印采用局部打印的形式,最终完成一个整体,因此成型精度较高。但IJP打印喷嘴较小,易出现堵塞喷嘴和断墨现象,所以该技术对打印材料的表面张力、黏度等要求较高[20]。挤压沉积技术主要是利用外力将“可食用墨水”通过带有活塞的喷嘴挤出,随后迅速凝结并黏附到前一层,经层层堆叠后在载物平台上固定成型[21],在工业应用上具有成本较低、翘曲变形小、原料利用率高等优点[22]。
2.2 挤压沉积型3D打印设备打印过程和物料挤出原理
挤压沉积型3D打印机是淀粉3D打印中应用最为广泛的打印设备,根据材料挤出的动力差异,挤压沉积型3D打印设备又分为注射器式挤压、气压式挤压、螺杆式挤压和齿轮式挤压等方式[23](图2B)。注射器挤压是由储存食品材料的注射器和用于驱动挤出过程的步进电机组成,步进电机被编程产生动力,控制注射器柱塞位置,将材料挤出喷嘴。由于此类打印机内部产生的物料摩擦力较小,从而可实现精准挤出,但是由于储存材料较少,无法持续打印工作[24]。气压式挤压是通过将气体吹入储存打印材料的密封腔内形成压力,并且可通过气压变化调节挤压力的大小从而控制材料的打印速率[25]。气压式挤压设备在运行时运动机械构件不直接接触材料,更能保证“可食用墨水”的干净安全,但是由于其气泵与物料盒相连,在添加食品物料时需排清腔体空气,否则易产生空喷现象。这种打印技术只适合打印固体和半固体食品原料,且持续供料能力不足[26]。螺杆式挤压则可以实现持续送料挤出,适合于高黏度材料的打印,但由于螺杆的不断旋转,挤压装置内部温度会逐渐升高,会造成变性非牛顿流体的物料黏度变化,导致供料不稳定,且螺杆式挤压的装置清洗也较为麻烦[27-28]。齿轮式挤压打印设备较为少见,主要由一个储料盒和两个反向旋转的齿轮组成,利用齿轮旋转带动较为黏稠的液体流出。齿轮式挤压打印设备的储料盒可控温,因此该设备仅适用于那些在高温下呈液态并且降温后可在短时间内变成固态的食品原料,例如巧克力和琼脂[29]。
根据打印时不同的温度设置,挤压型打印机可分为室温挤压和热挤压。室温挤压可在室温条件下平滑地挤出天然可打印材料[30],如面团、奶酪和室温下的奶油、花生酱、果冻等。也有学者将碳水化合物、蛋白质、肉类以及果泥和其他营养物质作为打印材料室温打印[31]。热挤压型打印设备的料筒在传输物料的同时会进行加热,当物料抵达喷嘴时达到熔融极限温度并受力进入喷头,在喷头中继续加热直至完全熔化,最后从喷嘴中挤出,在成型板上沉积,从而完成打印[19]。因此,热挤压打印适用于巧克力等具有加热熔融和冷却固化特性的材料的打印,或者是通过加热可形成凝胶的材料,如淀粉、蛋白和亲水胶体等原料[32]。此外,Serizawa等[33]使用注射器和分配器开发了一种水凝胶专用的3D食品打印机,并且成功打印了4 种由琼脂和明胶制备的软食品。水凝胶3D打印设备也属于挤压型3D打印设备,是将装有水状胶体溶液或分散体的物料桶置于注射泵中,通过控制注射泵挤压,凝胶物料在注射泵中加热,从喷嘴挤出至载物台,冰水浴冷却形成聚合物或者凝胶,使用注射器吸管、喷射切割器、振动喷嘴挤出打印。聚合物溶液应该具有黏弹性,在挤出之后呈凝胶状。
3 淀粉3D打印
淀粉糊的假塑性流体使其成为一种极具潜力的3D打印“可食用墨水”原料。目前,关于淀粉3D打印的研究除了设备的选择,主要还集中在不同来源淀粉打印性能的研究、物料理化性质对其打印适用性的影响研究、改性技术对淀粉打印性能改善研究、打印产品后处理研究以及打印过程对淀粉结构影响研究。
3.1 不同来源淀粉的打印性能
目前,马铃薯、山药、小麦、玉米和大米等来源的淀粉均已被用于挤压式3D打印。表1从物料配比方案、设备选型、打印参数、产品形状和产品品质几方面总结了几种常见淀粉的3D打印性能,从中窥见基于淀粉原料的食品3D打印领域仍存在的一些技术问题。

表1 不同淀粉原料打印性能Table 1 Printing performance of different starches
3.1.1 马铃薯淀粉
在直接将马铃薯淀粉用于3D打印时,喷嘴易受阻塞,且制品表面较为粗糙。为改善其适用性,刘振彬[34]以马铃薯泥的质量为基础添加了1%的卡拉胶和0.5%的黄原凝胶到马铃薯淀粉中,并使用注射器式挤出设备进行打印。通过对打印速率和喷嘴直径等工艺参数进行优化,成功改善了打印质量。打印成型后,制品在横切面和纵切面方向上具有明显的层状结构,产品硬度和胶黏性较低。另外,Feng Chuanxing等[35]将马铃薯淀粉和质量分数为1%的豌豆蛋白进行复合打印,显著提高了制品的颗粒交联度、内聚性、黏附性和热性能。Liu Zhenbing等[36]向马铃薯泥中添加质量分数2%的马铃薯淀粉,形成“可食用墨水”,该材料具有良好的挤出性,打印成型的产品表现出较好的稳定性。
3.1.2 山药淀粉
为了改善山药淀粉在3D打印中的使用效果,研究人员进行了一系列实验。武敬楠等[37]发现,当山药淀粉糊中淀粉质量分数为16%时,可以得到最佳的打印成型效果,打印产品内部结构更紧凑、孔洞尺寸较小、稳定性较高。另外一项研究则将不同类型的胶和山药淀粉复合使用,发现添加某些类型的胶可以提高打印稳定性和成型性,使得打印产品线条流畅、分辨率高、成型性更好。具体来说,添加瓜尔豆胶(guar gum,GG)、黄原胶(xanthan gum,XG)、角叉菜胶(carrageenan gum,CG)、黄原胶-瓜尔豆胶混合物(XG-GG)、壳聚糖(chitosan,CS)、阿拉伯胶(gum arabic,GA)可以改善山药淀粉及水凝胶的打印效果[38]。
3.1.3 小麦淀粉
余阳玲等[16]研究发现,将小麦淀粉和水按照质量比1∶4的混合制备出的凝胶体系,具有良好的打印成型性和易于从挤压型3D打印设备的喷嘴中挤出的特点。以小麦淀粉凝胶为原料打印的剑龙形状最接近设计模型且精度最高。这可能是因为小麦淀粉凝胶黏度较低且流动性良好,是较为理想的打印材料。
3.1.4 大米淀粉
Zeng Xixi等[39]将儿茶素和原花青素与大米淀粉进行复配得到复配凝胶体系,并使用热挤压型3D打印设备在60 ℃条件下打印。当喷嘴直径0.8 mm、打印速率50 mm/s时,打印得到的复配凝胶体系产品比单纯的大米淀粉凝胶体系产品具有更高的相对结晶性和致密性,说明复配体系打印性能更好。此外,儿茶素和原花青素的添加也增强了淀粉打印产品的营养价值。也有研究将硬脂酸与大米淀粉复配,硬脂酸的添加量小于7.5%可提高大米淀粉凝胶网状结构的强度和动态储能模量,从而提高产品的打印精度[40]。
3.1.5 玉米淀粉
Chen Huan等[41]将质量分数为20%~25%的玉米淀粉在75 ℃条件下进行热挤压3D打印,产品的稳定性和分辨率都有所提高。有研究将结冷胶与16%的玉米淀粉溶液复配并在60 ℃条件下进行热挤压式打印,结果表明结冷胶的添加量为4%或6%时,玉米淀粉3D打印产品的硬度得到显著提高[42]。
3.2 淀粉的理化特性与打印性能的关系
通过对不同来源淀粉的打印性能的总结,发现淀粉特殊的理化特性如流变特性、凝胶性质、热性能等与其打印性能之间存在一定联系,因此,表2进一步总结了淀粉的理化特性与其打印性能之间的关系。该部分有助于理解物料理化特性对其打印适用性的影响,有助于理解改性或复配技术改善淀粉打印性能的内在机制。

表2 淀粉原料理化特性与打印性能的关系Table 2 Relationship between physicochemical properties of starch and its printing characteristics
3.2.1 流变特性
在3D打印过程中,物料将同时受到压力和剪切力的作用。物料的流变特性可以一定程度表征其流动性和成型性。研究表明,将淀粉与其他材料如CS、明胶等混合使用,可以改善淀粉的流变特性,提高其挤出性能和打印质量;同时,通过调整淀粉与水的配比,也可以调节淀粉凝胶的流变特性,从而实现更好的3D打印性能。Guo Chaofan等[43]运用计算流体动力学分别评估了以黑米、薏米、绿豆、糙米和荞麦为主要原料的5 种凝胶体系的剪切稀释特性并表征其流动应力,发现黑米和荞麦具有较好的凝胶特性,比其他谷物凝胶更易剪切变稀,打印物的流畅度和打印精度较高。陈洹[19]发现大米淀粉和玉米淀粉的质量分数在15%~25%和15%~20%时均呈现出剪切稀化和对交替剪切应变刺激下模量的快速响应特性,原因是较高的淀粉浓度导致凝胶的屈服应力、流动应力和储能模量增加,同时此浓度下打印物成型性好、表面平滑、分辨率较高。综上可知,淀粉的黏度和流动性影响其挤出性能,较低的黏度和较好的流动性可以帮助淀粉更容易地从3D打印机的喷嘴中挤出,并在打印过程中均匀地分布。其次,淀粉的流变特性还可以影响打印件的成型精度和质量。
3.2.2 热性能
研究表明,“可食用墨水”的热性能在挤压型3D打印过程中起至关重要的作用,尤其是热挤压型3D打印。Ma Shu等[44]发现射频处理会影响淀粉中直链淀粉的比例,破坏现有的双螺旋结构并破坏结晶区,从而降低糊化温度,较低的糊化温度有利于淀粉凝胶的快速形成,有利于改善打印产品的稳定性。Liu Yuntao等[45]研究发现玻璃化转变温度(glass transition temperature,Tg)值较高的籼米糊打印性能优于Tg值较低的糯米糊和粳米糊。此外,向不同体系中添加海藻酸钠,随着添加浓度的增加,体系Tg值增高,挤出流畅性得到改善,蒸煮处理后仍保持最佳的结构与精度,说明Tg值在一定程度上影响其打印适用性。综上可见,淀粉的熔融温度和Tg等热特性参数对3D打印成型和形态稳定性等方面都有影响,因此,进一步深入研究淀粉的热特性对于优化淀粉3D打印材料具有重要意义。
3.2.3 凝胶质构特性
Zheng Luyao等[46]探索了小麦淀粉、全麦粉和小麦粉的凝胶性质,由于全麦粉中麸皮纤维有助于改善凝胶黏度并增强凝胶硬度,所以全麦粉打印产品的打印精度优于小麦淀粉和小麦粉。Ma Shu等[44]讨论了不同改性条件对淀粉凝胶性能的影响,发现通过20 min射频处理获得的样品凝胶强度显著提高,打印产品稳定性强,打印精度得到改善,不易塌陷,线条清晰。
研究表明淀粉凝胶体系黏附力的大小影响其打印适应性。Yang Fanli等[47]发现在马铃薯淀粉和柠檬汁复配凝胶体系的黏附性越大,物料越容易堵塞喷嘴,当马铃薯淀粉与柠檬汁的质量比为15∶100时,打印物料在0.1 s-1剪切速率条件下表观黏度为8079.3 Pa·s,打印产品表面纹理光滑,与目标几何形状的匹配性更好,无压缩变形。然而,Thangalakshmi等[48]在研究大米淀粉和糖浆复配凝胶体系的打印适用性时,发现随着大米淀粉含量的增加,体系黏附性增强,打印性能得到了显著改善,这是因为在3D打印过程中,物料黏附性过低会导致3D打印产品内部结构松散易分离,不利于打印产品形状的稳定[49]。另外,研究发现3D打印产品在静止过程中经历淀粉回生后造型更加难以维持,这是由于淀粉回生使凝胶体系内部黏附力降低。以上研究说明3D打印过程中,淀粉凝胶体系的质构特性,包括凝胶黏弹性、黏附性、硬度和凝胶强度,可直接影响打印产品的加工性能和质量[50]。
3.2.4 水合特性
淀粉水合特性包括了水溶性、持水力和膨胀势。Shi Zhenxing等[29]研究发现打印物料的水合特性也会影响到其打印性能。一般来说,物料水溶性越高、持水性越强,打印产品在储存过程中越不易失水变形。此外,淀粉体系的膨胀势越高,越有利于糊化过程中直链淀粉的浸出,从而改变体系流动特性,使其更容易从喷嘴挤出,从而提高打印精准度。Nagar等[51]也发现淀粉体系添加亲水胶体后,虽然有利于打印产品稳定性,但是由于亲水胶体会收紧淀粉颗粒,限制淀粉颗粒的膨胀势而抑制直链淀粉浸出,导致物料打印顺畅度降低。综上,淀粉的水合特性可直接影响到3D打印产品的打印精准度和挤出流畅性。
3.3 淀粉改性技术对淀粉打印性能的改善
大多天然淀粉的3D打印性能较差,上述总结发现物料的理化性质直接影响其打印适用性,因此,近年来,通过物理、化学和生物等淀粉改性技术改善物料3D打印性能逐渐成为本领域研究热点[52-53]。图3总结了不同改性技术对淀粉打印性能的改善作用。
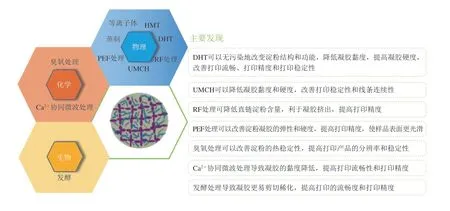
图3 淀粉原料改性改善3D打印的应用Fig.3 Modification of starch used for 3D printing
3.3.1 物理改性
物理改性技术主要分为热处理和非热处理。其中,热处理包括湿热处理(heat moisture treatment,HMT)、干热处理(dry heat treatment,DHT)、超声波-微波加热处理(ultrasonic-microwave combined pretreatment,UMCH)、压热处理和蒸制;非热处理则包括射频电磁波(radio frequency electromagnetic wave,RF)、脉冲电场(pulsed electric fields,PEF)处理和等离子体处理等[54]。据文献报道,DHT、UMCH、RF处理和PEF处理技术均已用于改善淀粉3D打印性能。DHT是一种简单的物理方法,可以无污染地改变淀粉结构和功能。Maniglia等[55]发现,在130 ℃条件下进行4 h的DHT后,小麦淀粉颗粒变大、分子解聚、淀粉结晶度降低,改性淀粉形成的水凝胶体系表观峰值黏度降低、静止状态下结构强度更高、抵抗外力作用更强、凝胶硬度更高、持水力更强。因此,将DHT改性小麦淀粉作为“可食用墨水”应用于挤压式3D打印时,挤压流畅、打印精度及形状稳定性均优于天然小麦淀粉。UMCH也可以改善小麦淀粉3D打印性能,并且该处理方法具有加热更均匀和更快速的优点。Xu Kejing等[56]利用UMCH小麦淀粉-木瓜复配体系,在80 W条件下微波处理4 min,小麦淀粉-木瓜糊的糊化度、黏度和硬度增加,使用超声波在30 kHz条件下处理30 min,在一定程度上破坏了凝胶的结构,导致糊化度增加、黏度和硬度降低。其打印产品的稳定性、线条连续性和高度保持性最佳。Ma Shu等[44]利用RF处理马铃薯淀粉20 min后,淀粉颗粒内部结构被重排,直链淀粉含量降低,峰值黏度和糊化温度也降低。这有利于物料在3D打印过程中挤出和凝胶强度的提高,从而提高3D打印的精度和稳定性。同时,打印出的产品线条清晰、棱角分明。Maniglia等[57]使用PEF处理木薯和小麦复合淀粉体系4 h,改善了凝胶的弹性和硬度,使得3D打印出的产品表面更光滑、质地更均匀。
3.3.2 化学改性
淀粉含有羟基,可以通过化学转化产生适用于3D打印的改性淀粉、淀粉衍生物或淀粉基聚合物[58]。臭氧氧化是一种新型淀粉化学改性技术,可以通过氧化反应将碳基和羧基取代羟基,破坏直链淀粉和支链淀粉分子的糖苷键,从而影响淀粉的理化性质。臭氧可以迅速分解成氧气,不存在食品安全和环境污染问题,因此逐渐受到食品加工领域的青睐。Maniglia等[59]研究了保持臭氧质量浓度约为43 mg/L和处理时间30 min对木薯淀粉打印的影响,发现随着臭氧处理时间的延长,观察到吸热峰,臭氧处理使得木薯淀粉具有很高的热稳定性,打印产品的分辨率和打印稳定性最佳。此外,Guo Chaofan等[60]采用氯化钙和微波协同处理改善荞麦淀粉-高甲氧基(high methoxyl group,HM)果胶凝胶体系的流变特性和打印适应性。Ca2+与酰胺基团交联导致荞麦淀粉-HM果胶凝胶聚集,从而掩盖了甲酯基团的红外吸收,Ca2+与HM果胶的结合也影响了氢键的强度,导致凝胶的黏度降低,当Ca2+的添加量为1%时,产品打印的流畅性和打印精度最佳。
3.3.3 生物改性
研究表明,可通过微生物发酵来改善淀粉的打印性能。Raja等[61]将混合好的大米-黑绿豆面糊放入37 ℃的培养箱12 h自然发酵,通过添加珍珠小米粉加速发酵,随着小米粉浓度的增加,大米-黑绿豆面糊变得更易剪切稀化,结果表明小米粉添加量为20%时,打印产品的流畅度和打印精度最高。
3.4 打印后处理
近年来,随着3D打印食品的广泛应用和不断发展,对其后处理过程中的结构稳定性和品质变化的研究也逐渐引起了人们的关注。由于淀粉在高温条件下易于糊化和失去结构稳定性,因此大多数3D打印食品需要进行热处理以增强其结构稳定性和口感。然而,目前有关3D打印食品内部结构在后处理过程中的结构稳定性的研究还比较有限。有些研究只是从整体尺寸、形态变化等方面报道了3D打印食品在后处理过程中的结构稳定性或品质变化。表3从产品原料、处理方式和打印产品处理前后对比图3 个方面总结了目前研究进展中常见的后处理方式。例如,Liu Zhenbin等[62]以淀粉为原料制作3D打印食品,并研究了空气油炸后处理对产品的形状稳定性影响,通过对比发现,打印样品与3D打印模型相似度高,打印精度高,说明空气油炸技术对淀粉3D打印产品的形状破坏较小。另外,还有一些研究评估了漂烫、蒸制、烘烤、微波、煎制和油炸等后处理技术对3D打印食品的影响。其中,油炸处理后的样品结构不易变形、形状稳定性最好[63]。而蒸制熟化后的小麦面粉3D打印制品膨胀度较小,形状保持较好,但由于缺少疏松的多孔含气结构,制品较硬,颜色发黄[64]。总地来说,目前对3D打印食品后处理过程中的结构稳定性研究还比较有限,需要进一步探索和研究。

表3 不同打印产品后处理Table 3 Post-processing of different printed products
3.5 打印对淀粉结构及营养品质的影响
在挤压式3D打印过程中,剪切力、热能和水分子等因素共同作用,可以引起淀粉的多尺度结构变化,从而影响其消化性能和营养功能。一项研究发现,热挤压3D打印可使糊化大米的无定形结构减少,使其单螺旋结构、双螺旋结构、结晶结构和表面有序结构提高,从而提升其抗消化性能;该研究还发现将儿茶素与大米淀粉复配后进行热挤压3D打印,可促使儿茶素与淀粉分子间发生氢键相互作用[65]。儿茶素可以与淀粉分子发生氢键相互作用,并极大促使抗性淀粉和慢消化淀粉的形成;动物实验表明,热挤压3D打印大米淀粉-儿茶素复合物可以有效促进脂肪酸β-氧化、抑制脂肪酸合成、促进肝脏胆汁酸合成及降低胆固醇合成,显著降低机体中血清磷脂酰胆碱、磷脂酰乙醇胺、甘油三酯等脂质的合成,从而改善肥胖大鼠血脂水平。此外,热挤压3D打印还能增强马铃薯淀粉分子间相互作用,使马铃薯淀粉形成海绵状网络结构[66],并且随着3D打印温度的升高,马铃薯淀粉的晶体和有序结构逐渐减少甚至消失。
4 结语
近年来,随着社会、经济和科技水平的发展,人们对食品的追求越来越趋向于个性化和健康化。食品3D打印技术以三维设计模型为蓝本将原料逐层打印、堆叠成型,这一加工特点使其在个性化营养食品的生产中具有广阔的应用空间。淀粉原料的假塑性流体特征、较好的黏弹性和良好的挤出特性使其成为食品3D打印良好的“可食用墨水”来源。一般来说,淀粉作为一种天然可打印原料,仅通过调整打印参数即可实现其3D打印,但是打印产品的质量受淀粉原料自身理化特性的影响;通过与亲水胶体和蛋白等物质复配和淀粉改性技术,可以进一步改善其打印性能。然而,通过以上综述,发现淀粉原料3D打印的发展仍存在一些问题。长期食用单纯淀粉质食品会造成膳食不均衡,增加糖尿病等慢性代谢性疾病的患病风险。全谷物粉在平衡膳食结构上具备更多优势,然而,全谷物粉的3D打印性能有待进一步提升。此外,作为一种食品,淀粉3D打印产品的储藏问题仍然极少被关注,含水量高的淀粉类食品容易发生老化变硬等品质劣变现象,也容易滋生微生物出现食品安全问题,因此,储藏条件对淀粉3D打印产品品质和安全的影响有待进一步评价。目前3D打印技术在淀粉食品的生产中没有得到大范围广泛应用,如何将其与当前市场有效链接并实现产业规模化发展,仍然面临着诸多技术和应用的难题及挑战。总体来说,基于淀粉原料的3D打印技术在食品加工领域有较好的发展前景。淀粉凝胶的机械特性和营养特性均具有较强的可设计性,未来基于淀粉原料的食品3D打印,将会在个性化定制食品新的结构、功能和质地上获得进一步突破。另外,未来食品3D打印技术的发展,将会追求食品的更高度精准化造型和更均衡的营养组成,这都可以通过多喷嘴、多打印技术联合使用的途径来实现,例如,多个挤压喷嘴分别装载淀粉基、膳食纤维基、蛋白基等物料,分层打印形成营养组分均衡产品,再通过IJP技术对局部进行精准美化造型。然而,目前淀粉原料的3D打印工艺研究仍然局限于单喷嘴挤压打印。4D打印和5D打印技术是基于3D打印后被创造的新的术语,是食品打印技术新的未来发展方向。4D打印在3D打印基础上考虑了产品随时间产生的功能、形状和性能变化,5D打印被定义为5轴3D打印。淀粉原料在4D打印和5D打印中的应用潜力还有待进一步被挖掘。
猜你喜欢
农业技术与装备(2022年6期)2022-08-17
陶瓷学报(2021年1期)2021-04-13
军事文摘(2020年20期)2020-11-16
家庭医学(下半月)(2020年6期)2020-08-24
中学生数理化·八年级物理人教版(2020年12期)2020-01-01
当代水产(2019年4期)2019-05-16
中学生数理化·八年级物理人教版(2018年12期)2019-01-31
西安工程大学学报(2016年6期)2017-01-15
中国粮油学报(2016年1期)2016-02-06
美食堂(2015年5期)2015-05-30
