
新能源汽车驱动电机用漆包铜扁线性能试验研究综述
2024-03-05 06:11王祥,汪林
电线电缆 2024年1期
王 祥,汪 林
(铜陵精达漆包线有限公司,铜陵 244000)
0 引 言
随着新能源汽车的快速发展,汽车用电动机代替传统发动机作为汽车动力驱动零部件,市场占有率快速提高,高性能车型甚至采用双驱动电机,其渗透率也在逐步提高。 相对于漆包铜圆线[1]电机(简称圆线电机),漆包铜扁线电机(简称扁线电机,又称发卡电机)具有较高的槽满率;在相同功率下,扁线电机既能够实现小型化,又能够节约材料、降低成本;扁线结构紧凑,热传导效果更好,温度性能更优,可使绕组温升下降约15%。 因此,新能源汽车用电机多为扁线电机,绕组线多采用漆包铜扁线(简称扁线)。 扁线电机多为永磁同步电机,分为转子和定子。 转子多采用高磁能,形状规则的烧结钕铁硼磁铁和电工钢(硅钢)组合;定子为扁线与硅钢片组合。 定子生产工艺和扁线质量息息相关,扁线质量试验直接影响定子生产合格率,是扁线生产制造的重要环节。 本工作通过查阅相关文献资料和试验标准,介绍了漆包铜扁线质量控制的重要试验过程、原理和试验分析。
1 机械性能
扁线机械性能试验需要综合考虑铜基体材料和漆膜材料的特性,以及组合性质,同时会涉及制成成品后在驱动电机定子组装过程中的适用性。 新能源汽车驱动电机定子工艺流程图见图1。 认识定子工艺对理解扁线机械性能试验过程具有重要指导意义,如发卡成型对圆棒弯曲、排发卡(Pin)对静摩擦力、电气性能对击穿电压等试验性能的要求较高。
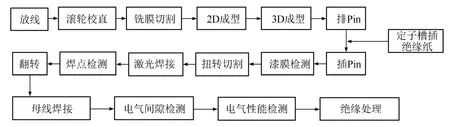
图1 驱动电机定子工艺流程图
扁线生产过程中各工序对扁线机械性能试验结果起着至关重要的作用,如退火对扁线柔软度、涂漆烘焙对漆膜附着性等试验结果影响较大。 扁线生产工艺流程图见图2。
1.1 尺寸测量
GB/T 4074.2—2008《绕组线试验方法 第2 部分:尺寸测量》[2]中介绍了脱去漆膜时应采取不损伤导体的方式,以及漆包铜扁线导体测量量具(千分尺和测径仪)。
漆包线脱去漆膜的方式主要包括机械打磨法、激光法和化学脱漆法(碱溶液法)。 机械打磨法对导体有一定的损伤;激光法对成本和设备要求较高;实验室常采用化学脱漆法,将待测试样置于加热的碱溶液中,经过一定时间后取出,浸水冷却后进行测量。 碱溶液法脱除漆包线表面漆膜的原理是碱溶液对高分子树脂进行碱性水解,降低了漆膜之间的结合力,从而使漆膜从铜基体上脱除。 目前,国内化学脱漆剂存在毒性大、污染严重等问题,研发绿色环保的水性脱漆剂是未来的发展趋势。
导体测量时,在宽窄边随机取3 个位置分别测量,取其平均值。 千分尺测量增加了检测人员的工作量,且测量结束后需要人工记录数据,容易出错;测径仪是现代化工厂导体测量的首选方案,可以通过工控机实时采集数据,但需要定期对测径仪进行人工校准。
偏心度(单边漆膜厚度最大值与最小值之比)测量时,采用100 ~500 倍金相显微设备对金相切片试样横截面进行标注,测量精度可达0.01 μm。 金相切片上可以标注导体尺寸,也可以直接测量漆膜厚度。 金相切片测量图见图3。
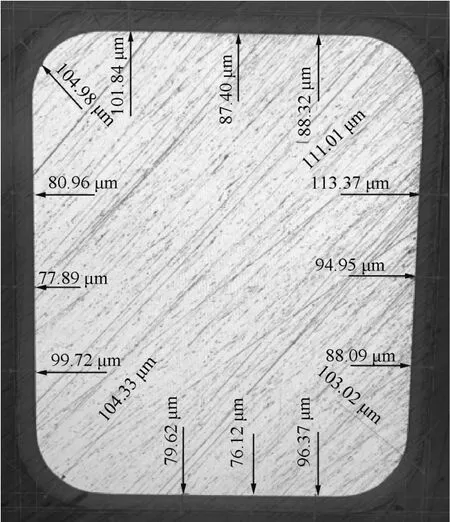
图3 金相切片测量图
用户可以自定义测量点的数量和测量方式,计算机在采集、存储测量值后,输出偏心度测量报告。偏心度反映了涂漆成膜厚度的均匀程度。 涂漆偏心时,在漆膜最小厚度处,容易导致折弯开裂、漆膜耐压水平降低。 目前,车用驱动电机行业扁线漆膜的偏心度一般控制在1.5 以内。
1.2 拉伸试验
评定扁线成品的基本机械性能常用的试验方法是拉伸试验[3]。 试验指标为断裂伸长率和抗张强度[4-5];试验方法是在伸长仪或拉力试验机上,以(5±1) mm·s-1的速率将1 根自由测试长度为200 ~250 mm 的校直试样拉伸至导体断裂。
1)断裂伸长率
断裂伸长率体现扁线成品的塑性,也称为柔软度[6]。 测试3 个试样,分别计算导体断裂时的长度线性增量与自由测试长度之比,取其平均值作为断裂伸长率,计算见公式(1)。
式中:δ为试样的断裂伸长率,%;l0为校直试样自由测试长度,mm;l为试样拉伸断裂时的长度,mm。
根据GB/T 7095.1—2008《漆包铜扁绕组线 第1 部分:一般规定》[7],导体窄边小于2.5 mm 时,最小断裂伸长率为30%;导体窄边在2.5 ~5.6 mm 范围内时,最小断裂伸长率为32%。
2)抗张强度
抗张强度为材料在拉伸试验应力-应变曲线的强化阶段时的强度极限。 测试3 个试样,分别记录断裂时拉力测试值与原始截面积之比,取其平均值作为抗张强度,计算见公式(2)。
式中:σb为试样的抗张强度,MPa;F为试样拉断时的拉力,N;a为导体窄边长度,mm;b为导体宽边长度,mm;r为导体圆角半径,mm。
抗张强度易受温度和拉伸速率的影响。 例如,在高聚物玻璃化温度以下,且形变很小时,应力迅速上升,引起脆性断裂;温度逐渐升高时,在大应力作用下,分子链段的断裂主要表现为脆性断裂,但略带韧性;当温度接近玻璃化温度,且应力较小时,链段仍能移动,产生强迫高弹形变。 此时,无定形高聚物链段有取向,可能部分结晶,在试样中部出现细颈,断裂时表现为韧性,如在高弹态、应力不大时便能产生高弹形变,故断裂时表现为软韧性。 因此,提高拉伸速率可增加断裂强度。 扁线成品需要具有高伸长率、低抗张强度,从而利于定子生产过程中的校直、成型、扭转等形变工艺。
在成品线的实际检测评价、屈服特性衡量时,屈服强度常采用材料产生永久残余塑性变形为原长0.2%时的应力,记作σ0.2。
1.3 回弹角
将1 根校直试样弯折成30°,移除推力后成品线回弹的角度为回弹角(θ)。θ易受成品线导体材料性质、导体尺寸、漆膜材料性质、漆膜厚度等的影响。θ越小,成品线塑性越好;发卡端部在扭转后对齐,激光焊接时焊接效果越好,有利于减小焊接电阻、降低电机温升。 目前,GB/T 7095.1—2008 中要求θ最大不得超过5°。 绝缘漆在不同厚度下的回弹角与屈服强度(0.2%)的对应数据见表1。 表1 中,δa为窄边漆膜厚度均值;δb为宽边漆膜厚度均值;δr为导体圆角漆膜厚度均值。

表1 不同厚度下的回弹角与屈服强度(0.2%)的对应数据
目前,扁线回弹试验设备多为手动机械式设备,读取刻度盘上的回弹角时,设备状态和试验操作均会对试验结果产生干扰。 市场上现有电动回弹设备的试验结果存在不一致性,尚待研发出高精度的数显回弹设备,以减少设备状态和人为因素对试验结果的影响。
1.4 柔韧性和附着性
柔韧性反映扁线经拉伸、卷绕、弯曲或扭绞等外力时,绝缘漆膜不发生开裂的能力。 测试漆膜柔韧性时,细线常采用伸长法;粗线适合用弯曲法(内缘漆膜压缩,外缘漆膜伸长)。 扁线多为粗线,须进行圆棒弯曲试验来评估扁线的柔韧性。
圆棒弯曲试验过程:将1 根长约400 mm 的校直试样在抛光圆棒上沿两个方向各弯曲180°,形成伸长的S 形,圆棒弯曲直径要求见表2。 U 形弯头之间的直线部分应至少为150 mm,确保试样不翘曲,弯头平整。 弯曲后,用6 ~10 倍放大镜检查是否开裂。 优异的圆棒弯曲性能有助于扁线在折弯机上进行2D、3D 成型工序,然后将其折弯成发卡,且发卡扭转处不出现裂痕。

表2 圆棒弯曲直径
附着性反映了扁线受外力时,绝缘漆膜不脱离铜基体的能力。 在经剥离或扭绞后,漆膜起鼓,即使未完全脱离,也认为漆膜失去了附着性。
附着性试验过程:将1 根长约300 mm 的校直试样拉伸至产品标准规定的百分比。 在试样有效测量长度的中间位置,切割绝缘1 圈直至导体,再进行拉伸,检查并记录试样从切割点开始单向测量失去附着性的距离,记录最大值。 附着性试验又称环切试验。 GB/T 7095.1—2008 中附着性规定:成品线环切后拉伸15%,漆膜失去附着性距离小于1 倍的导体宽边。 影响附着性的因素有铜基体表面属性、漆种属性、首道涂漆上漆量等。
1.5 摩擦因数试验
摩擦因数测试参考IEC 60851-3:2013 中的方法,其中涉及的静摩擦因数测试, 目前 GB/T 7095.1—2008 中尚未定义。 静摩擦因数可以判断扁线的排线和放线性能,同时静摩擦因数试验仪的结构较为简单。
静摩擦试验过程:将4 根试样校直后,分别安装在滑块和滑板上,选择合适质量砝码与滑块一起置于滑板上(确保校直试样表面互相接触),固定滑板的一端,以(1±0.5)°·s-1的速率缓慢倾斜另一端,当滑块开始下滑时,倾斜角的正切值即为静摩擦因数。
2 电性能
2.1 介质损耗-温度曲线
介质损耗-温度曲线描述的是以漆膜为电介质时损耗角正切值随温度变化的曲线。 在曲线上,当损耗角正切值发生突变时,对应的温度即为介损温度。 介质损耗角正切值是电容器的基础参数,电容器工作时消耗的有功功率与无功功率之比见公式(3)。
式中:PC为电容有功功率,W;QC为电容无功功率,var。
漆包线烘焙过程中,在漆液中溶剂蒸发、漆基交联固化等物理化学变化发生后会形成漆膜。 漆膜树脂分子烘焙状态(交联度)也称为漆膜的固化程度。在不同温度下,漆基高分子呈现玻璃态、高弹态和黏流态等3 种力学状态。 不同状态下漆基的物理性质,如比容、比热、折光性、介电性能和力学性能等,均会急剧变化。
漆包线介损温度测试:在漆包线外表面涂敷一层导电石墨,并将其置于可加热的电桥内作为电极,与漆包线导体组成一个电容和电阻组合体,阻容组合体见图4。
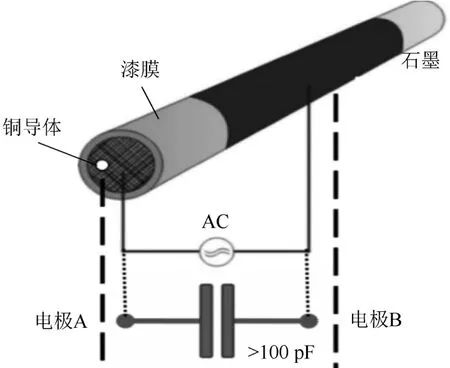
图4 阻容组合体示意图
通过电桥向漆包线漆膜施加交流1.0 V 的电压(频率为1 kHz),并将阻容组合体加热升温,通过测试仪设备记录不同温度下对应介损瞬时值。 采用升温方式,当漆基高分子从玻璃态向高弹态转变时,介电性能会发生突变,并在测试仪曲线上出现第一个拐点,对应的玻璃化温度为Tg;继续升温,当高弹态向黏流态转变时,会出现第二拐点,对应的流化温度为Tf。 介质损耗温度曲线见图5。 记录拐点处切线与温度轴的交点,并将温度向前推移,作为漆包线的固化温度。
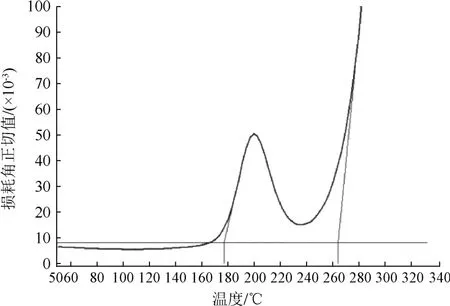
图5 介质损耗-温度曲线图
2.2 局部放电试验
车载充电机(OBC)将交流电转化为500 V 的直流电后, 通常采用 DC-DC 模块将其升压至800 V。 某汽车企业采用复用定子电驱动线圈来优化OBC 结构。 但是,该设计会导致定子绕组线存在高压漏电可能性。 因此,在生产汽车用扁线时要进行高压局部放电测试[8]。 高压局部放电量增大会导致升压回路等效电阻增加,从而降低电能转换效率。 此外,电荷在电场作用下做功会转化为焦耳热,导致电机发热加剧,影响使用寿命,见公式(4)~公式(5)。
式中:dQ为瞬时焦耳热,J;ui为瞬时电压,kV;dq为视在电荷,pC。
式中:P为放电功率,W;qi为瞬时视在电荷,pC;Tref为参考时间间隔,ns。
局部放电测试用于检测局部放电起始电压(PDIV)和局部放电熄灭电压(PDEV),以确认定子扁线的高压介电性能是否符合扁线电机定子电性能测试的要求。 根据GB/T 4074.7—2009《绕组线试验方法 第7 部分:测定漆包绕组线温度指数的试验方法》[9]中5.1.2 规定的方法,制备试样并进行试验,在升压速率为100 V·s-1条件下,设定视在电荷量阈值为100 pC,以确定PDIV和PDEV。 试验结果见图6,其中Q阈值为电荷量阈值。

图6 局部放电测试结果图
为提高试验结果的可靠性,建议进行3 次制样试验,取试验结果的平均值作为最终结果,具体计算方法见公式(6)。
目前,扁线电机对PDIV的要求根据定子线圈实际工况来决定。 常温下的PDIV建议按照2 倍的额定工作电压来确定;高温下则基于试验温度由供需双方协定,一般取1.3 ~1.8 倍的额定工作电压。
2.3 耐电晕试验
GB/T 4074.21—2018《绕组线试验方法 第21部分:耐高频脉冲电压性能》[10]中规定,在常压空气中,使用高频脉冲电压来测定绕组线的耐高频脉冲电压性能。 根据GB/T 4074.7—2009 中5.1.2 的规定制备试样,为了确保同批试样性能均匀,在进行耐高频脉冲试验之前,需要对所有试样进行1 000 V的工频交流耐压试验筛选,电压持续时间为1 s。 只有通过工频交流耐压试验筛选出合格的样品后,才能进行耐高频脉冲试验。
为了模拟扁线电机的工作条件,高频脉冲设备自带电热(鼓风) 干燥功能,试样至少需要预热15 min,温度需要达到(155±3)℃;然后,施加频率为(20±0.4)kHz、稳态冲击电压为±1 250 V(标称绝缘厚度不大于0.210 mm)或±1 500 V(标称绝缘厚度大于0.210 mm)的双极性对称性方波、占空比为50%、上升沿为100 ns 的高频脉冲电压。 需要测试5个试样,记录最小击穿时间和中间值作为测试结果。
目前,一般要求耐电晕击穿时间中间值不小于12 h(宽松);部分用户要求更严格,要求大于70,72,75 h。 耐电晕性能与扁线漆膜的变频层厚度和偏心度相关,而漆膜厚度的一致性取决于变频漆的低诱电性能。
2.4 击穿电压
根据GB/T 7095.1—2008 中规定,1 级和2 级膜厚漆包铜扁线的最小击穿电压见表3。

表3 1 级和2 级膜厚漆包铜扁线的最小击穿电压V
结合GB/T 4074.5—2008《绕组线试验方法 第5 部分:电性能》[11]中规定,漆包铜扁线的击穿电压测试宜用钢珠法,其中钢珠直径不得大于2 mm。测试时,试样应在直径为25 mm 或50 mm 的圆棒上弯曲,并置于容器中,在周围至少5 mm 处填充钢珠以防止闪络。 测试5 个试样,分别记录其击穿电压。其中,最多只有1 个试样可超过最小击穿电压的50%,但至少4 个试样在最小击穿电压以上。 型式试验时,应进行高温击穿电压试验,具体试验温度由相关标准规定或供需双方协定。
2.5 盐水针孔
由于GB/T 7095.1—2008 中未定义盐水针孔,对扁线的盐水针孔试验可以参照GB/T 4074.5—2008 进行。
盐水针孔试验过程:将1 根长为(5±0.2)m 的试样弯曲成直径为(300±100)mm 的圆环,然后将其置于(125±3)℃的空气循环烘箱中处理10 min。在不弯曲、不拉伸的情况下,将试样冷却至室温,然后浸入浓度为2 g·L-1的NaCl 溶液中,并加入适量浓度为30 g·L-1的酚酞乙醇溶液。 在试验中,试样导体和电解质溶液接入电气回路,其开路直流输入电压为(12±2)V,以试样为负极接入溶液中,施加电压1 min。 此试验结果中,不可有针孔出现(盐水中会出现红色流束)。 在实际测试中,扁线的盐水针孔失效较少,此测试水平有待改进。
3 热性能
3.1 热冲击
根据GB/T 4074.3—2008 中5.1.2 规定制备扁线试样,并进行宽边弯曲(圆棒直径为6 倍的导体窄边),最小热冲击温度见表4。

表4 最小热冲击温度
漆膜外侧承受拉伸应力,内测承受挤压应力,同时还要应对温度的剧烈变化。 由于导体和漆膜线性膨胀系数不同,漆膜容易出现开裂。 耐热冲击测试[12]用于漆包线漆膜在机械应力作用和热作用下的耐受能力试验。
3.2 软化击穿
漆包线的软化击穿性能是指漆包线漆膜在机械力和高温作用下塑性变软的能力。 GB/T 7095.1—2008 对软化击穿试验未作详述,可参考GB/T 4074.6—2008 中规定的试验方法。
软化击穿试验过程:在升温加热状态下,将试样置于软化击穿试验仪中心,在试样漆膜上施加规定的砝码;然后,将扁线试样的一端刮去漆膜,并与试验电极相连,通过大电流时,加热至漆膜击穿,软化击穿试验仪记录击穿时的温度即为软化击穿温度。
扁线热性能试验与漆膜的厚度和绝缘漆的种类有关。 不同种类的绝缘漆生产出的不同热级的扁线产品,软化击穿温度也不相同。
3.3 温度指数
扁线的温度指数应按照GB/T 4074.7—2009中的规定,在未浸渍试样上进行测试。 温度指数是相对热寿命的测量值,将绝缘材料热寿命的阿伦尼乌斯指数模型转化为线性模型,并设置高温寿命加速测试点,采用最小二乘法确定线性模型的参数,从而推算出在20 000 h 下漆包铜扁线所对应的温度。
目前,温度指数试验过程较为复杂。 高温下耐电压试验的组数越多,试验结果越精确,但会增加人工记录与计算的工作量,且效率较低。 国内温度指数试验现普遍作为漆包线的型式试验,亟需研发出配套试验设备以提高试验效率,并在漆包扁铜线生产厂家中推广应用。
4 化学性能
GB/T 7095.1—2008 中对漆包铜扁线化学性能的要求包括耐溶剂和耐变压器油。 耐溶剂测试是使用标准溶剂(体积配比为60% 石油溶剂-20% 二甲苯-10%丁醇)进行处理,然后采用硬度为H 的铅笔进行测试,要求漆层不被刮破。 变压器油对漆包铜扁线漆膜具有一定的溶胀和溶解力,因此耐变压器油测试具有现实意义。
4.1 耐溶剂
将1 根长为150 mm 的漆包线校直试样置于强迫通风的(130±3)℃烘箱中预处理(10±1)min。 随后,将有效长度试样浸入盛有标准溶剂的玻璃容器中,溶剂温度为(60±3)℃,持续(30±3)min。 取出试样后,应在30 s 内测试其表面硬度。 对于扁线,试验应在其宽边上进行,铅笔应以(60±5)°斜置于漆包线表面,并以(5±0.5)N 的压力沿漆包线表面缓慢推移。 进行3 次测试试验,分别记录漆膜被刮掉后露出导体的情况。
4.2 耐变压器油
GB/T 7095.1—2008 中对扁线耐变压器油的规定尚未定义,因此,试验过程参考GB/T 4074.4—2008《绕组线试验方法 第4 部分:化学性能》[13],记录击穿电压和开裂情况。 对于非油式工作场合,如驱动电机定子绕组,可仅做型式试验或不作要求。尚待规范修订后,给出流程简单、容易操作的耐变压器油试验,并在国内各漆包线生产厂家中推广应用。
5 在线检测
5.1 粒子针孔在线检测
目前,扁线生产采用高压漆膜连续性缺陷在线检测方式。 对于粒子检测,采用夹持式V 型槽电极对行线宽面和窄面分别施加电压,行线粒子会弹开电极,通过电极位移量转化为电压,再通过设定电压来对粒子进行阈值研判报警;对于针孔缺陷,可通过设定漏电流阈值研判报警。 通过静态划分行线,以定米数为单位视窗,各视窗独立展示缺陷情况。 然而,当行线质量超过特定设置报警下线时,这种在线检测方式对纵向粒子和密集性缺陷存在漏判的情况。
通过增加粒子宽度检测,将电极弹开时间转化为一定增益以放大粒子显示电压,可以更加真实地反映粒子大小,也可以增加动态视窗以发现密集性缺陷,并防止缺陷分在相邻视窗。 但是,此类机械式在线检测装置需要定期校准灵敏度,并进行使用状态确认。
5.2 线径在线检测
漆包线生产要求成轴成盘收线,在测量漆包线外径时,通常只能在外层取线,并以样本代替总体,这种基于统计的线径测量存在局限性。 现有部分漆包线生产厂家采用激光测径仪,在收线位置对整盘线外形尺寸等时间间隔采样,并通过设置上下限来约束外形,一旦超出尺寸立即报警,并进行下线调整。
可以在现有基础上改进,即在电脑(PC)端增加对线径的采集数据,并进行统计过程控制(SPC)分析。 通过更新采样数据,实时更新过程能力指数,动态地展现控制图,并及时发出预警,指导生产人员做出线径调整。
5.3 机器视觉在线检测
基于机器视觉的图像处理技术应用于漆包线外观在线检测,可弥补漆包线因连续生产不能停机而无法实时观察的缺点,可提高生产过程中对漆包线表面质量的监控能力。 基于电荷耦合元件(CCD)相机的快速图片抓拍功能,将图片数据输入神经网络进行深度学习,可以对漆包线粒子、麻皮、气泡等进行识别、分类、报警下线。 这种非接触式无损检测新技术更适用于漆包线表面外观检测领域,可以明显改善漆包线产品的外观质量。
6 结 论
新能源汽车的崛起与扁线电机的需求量递增,将带动漆包铜扁线行业的快速发展。 熟悉扁线试验原理、过程和产品质量属性,并利用试验原理分析指导生产,可以提前调整扁线生产状态,将其从介稳状态转变为稳态生产,从而提高产品质量。 扁线性能试验是控制扁线生产质量的关键。 通过改善试验条件、更新试验设备和完善试验标准,将会使国内漆包铜扁线的生产水平显著提高。
猜你喜欢
电线电缆(2021年3期)2021-07-21
汽车维护与修理(2021年2期)2021-02-03
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
汽车实用技术(2019年16期)2019-09-11
电线电缆(2018年4期)2018-08-31
电线电缆(2018年1期)2018-03-16
新乡学院学报(2016年6期)2016-12-01
电焊机(2016年6期)2016-03-06
河南科技(2014年8期)2014-02-27
