爆轰驱动陶瓷面背板碎裂行为研究
2024-03-04 13:19洪晓文史安顺樊雪飞夏开朗
兵器装备工程学报 2024年2期
洪晓文,史安顺,秦 超,樊雪飞,夏开朗,尹 飞
(1.中国兵器工业第五二研究所, 山东 烟台 264003; 2.陆军装备部驻南京地区军事代表局驻烟台地区军事代表室, 山东 烟台 264009)
0 引言
爆炸反应装甲中应用的平板装药其基本结构为面板+夹层装药+背板的三明治结构,该结构最早由M.Held[1]提出,由于其具有防护效益高、重量轻、安装方便等优点,被广泛应用于坦克装甲车辆的防护。传统的爆炸反应装甲结构由2层对称或非对称的钢板和中间夹层炸药组成。当破甲射流高速侵彻一定倾角的爆炸反应装甲时,会引爆中间炸药层,钢板在爆轰产物作用下,沿其法向高速运动,对射流形成连续或断续切割,使射流受到严重的干扰,从而降低了射流对主装甲的侵彻能力[2]。近年来,随着非对称作战理念的发展,城市作战形式越来越广泛,在城市作战中坦克装甲车辆上的反应装甲模块被来袭弹丸击中爆炸后,传统结构的钢制面背板在爆炸载荷作用下会产生大量500~1 500 m/s的高速破片给坦克周围的伴随步兵和城市居民带来严重的附带毁伤[3-6]。为此,用新的低密度材料(陶瓷、玻璃、铝Al)或复合材料(聚碳酸酯PC、聚乙烯PE、玻璃纤维增强塑料GFRP等)替代原先反应装甲的面背板材料,降低破片对人员等软目标的附带毁伤成为了研究的热点。
李如江等[2]采用试验研究和数值模拟相结合的方法研究了面密度相同的氧化铝(Al2O3)和碳化硅(SiC)陶瓷平板装药防护性能并与钢制平板药室进行了对比,证明了陶瓷平板药室的防护性能优于钢制平板药室,初步获得了陶瓷平板药室对射流的干扰机理。宋思维等[7]对SiC和Al2O3陶瓷反应装甲的附带损伤效应进行了试验研究,结果表明:SiC陶瓷反应装甲的附带损伤低于Al2O3陶瓷材料。Kaufmann等[8]对比研究了使用轻质材料(Al、PC、PE、GFRP)面背板的平板药室与钢制平板药室的防护效能,结果表明:2层对称的GFRP、PE和PC平板装药防护性能较钢制面板低,但附带损伤较小。Bianchi等[9]讨论了陶瓷、纤维增强塑料和铝作为面板材料的非对称平板药室的防护性能,结果表明:使用陶瓷材料的非对称平板药室其防护性能较钢制平板药室显著提高。Koch等[10]对铝、陶瓷、玻璃钢等材料的平板药室进行了试验研究,发现这些材料具有和钢相同的防护效能,且附带损伤明显降低。Hazell等[11]运用闪光X射线拍摄了陶瓷和硼硅玻璃等面背板材料与射流的相互作用过程,发现其在爆炸载荷作用下会迅速破碎成粉末,能够有效降低对周围环境的附带损伤。以上研究大多只是针对不同轻质材料平板药室的防护性能进行了定性和定量比较,而对陶瓷平板药室的碎裂行为并未进行深入研究,但是陶瓷平板的破碎程度对其附带毁伤能力有较大的影响,因此对爆炸冲击后陶瓷的破片尺度及粒径分布规律分析变得尤为重要。
本文中首先采用AUTODYN有限元软件对陶瓷平板药室的爆轰驱动过程进行分析,获得不同陶瓷平板的裂纹拓展规律,然后分析探讨了陶瓷破片尺度和粒径分布的关系,获得陶瓷面板的破片尺度分布规律,从而为陶瓷平板药室在反应装甲上的应用提供技术参考。
1 陶瓷平板药室模型建立
1.1 计算模型
数值模拟使用的陶瓷平板分为无拼接陶瓷板和拼接陶瓷板,其中拼接陶瓷板使用的陶瓷片为标准96 mm六边形抗弹陶瓷片以及80、64、48 mm尺寸的六边形陶瓷片,无拼接陶瓷板和拼接陶瓷板的尺寸为192 mm×152 mm×6 mm,炸药厚度为4 mm。数值模拟时,首先将炸药和陶瓷面背板都采用拉格朗日(Lagrange)单元进行建模,然后划分六面体网格,计算采用三维轴对称算法,单位制为mm-mg-ms。为了避免采用Lagrange单元后在计算中发生炸药和陶瓷面板的网格畸变引起数值计算的困难,将炸药和陶瓷面背板进行无网格化处理,即对拉格朗日单元进行SPH粒子进行填充。
无拼接陶瓷平板直接在AUTODYN中进行前后处理,拼接陶瓷在ANSYS Workbench中进行建模,在Workbench的DM模块中进行几何建模,然后在Model模块中划分网格,网格采用自动划分方法,网格尺寸为1 mm,几何模型及有限元模型如图1所示。陶瓷片之间的接触采用Body Interaction设置,以模拟陶瓷片之间的相互作用。

图1 几何模型及有限元模型
将建好的模型导入AUTODYN后,复制移动面板,建立背板模型,然后建立炸药模型,将建好的面背板、炸药模型进行无网格化处理,设置SPH粒子的大小为1.2 mm,粒子填充后的无拼接和拼接陶瓷平板药室模型分别如图2和图3所示。

图2 粒子化后的无拼接陶瓷平板药室

图3 粒子化后的拼接陶瓷平板药室
对炸药和陶瓷面背板之间设置自动接触算法,在模型的坐标原点设置起爆点,计算时间设置为0.3 ms。
1.2 材料模型
平板药室中炸药选取密度为1.5 g/cm3的PETN炸药,PETN炸药的材料参数取自AUTODYN材料库,炸药采用AUTODYN程序中的高能炸药材料模型,炸药爆轰产物的膨胀采用JWL状态方程描述,具体参数见表1。

表1 PETN炸药的材料参数
由于陶瓷作为典型的脆性材料,具有破坏应变小、破坏过程时间短、初始材料缺陷敏感性强、压力敏感性强等特点。因此,陶瓷面背板材料采用AUTODYN材料库中描述脆性材料的JH-2本构模型,数值模拟中所用的陶瓷板主要参数如表2所示[12]。
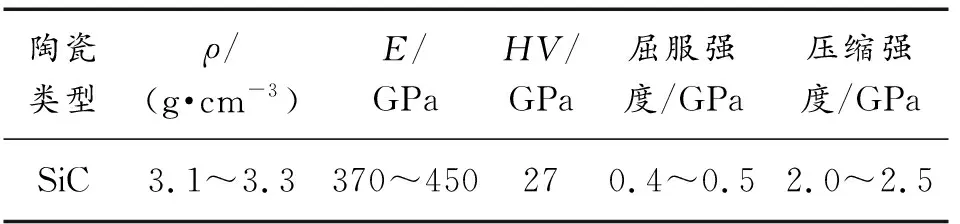
表2 陶瓷板的材料参数
模拟时在夹层炸药中设置起爆点,模拟反应装甲夹层装药被射流或动能弹冲击引爆,起爆点设置在夹层装药的中心位置,观察起爆后陶瓷面板和背板的膨胀破碎过程。
1.3 模型有效性验证
为了对数值模拟的有效性进行说明,根据文献[11]中射流冲击陶瓷面板反应装甲的X光成像的试验结构(图4)进行建模,对射流冲击后的陶瓷板膨胀飞散过程进行数值模拟,模拟完成后将相同时刻的数值模拟结果和X光照片的陶瓷破片云进行对比。

图4 试验布置图
文献[11]中的试验,其所用的反应装甲夹层装药为63%的PETN,标准爆速为7 100 m/s,密度1.44 g/cm3,该试验的聚能装药战斗部采用RPG7-V火箭弹的战斗部,陶瓷药室面背板尺寸为250 mm×150 mm×10 mm,炸药厚度4 mm。聚能装药战斗部到陶瓷面板的炸高为170 mm,陶瓷平板药室与战斗部轴线的法线角为60°。本文中采用AUTODYN软件进行建模,首先,建立1/2轴对称模型进行射流成型计算,破甲战斗部根据RPG7-V的几何结构建模,算法使用纯欧拉算法,空气、炸药、药型罩材料均选自AUTODYN材料库,射流成型稳定后保存成映射文件。然后,新建陶瓷面背板和夹层炸药的三维二分之一模型,在AUTODYN材料库中选择SiC陶瓷材料,材料模型为JH-2强度及破坏模型。夹层装药选择与试验中爆速及爆压相近的H6SJ1炸药,状态方程为Lee-Tarver点火增长模型。最后,将成型后的二维映射文件映射成三维拉格朗日网格,然后对射流和炸药拉格朗日网格进行SPH粒子填充,接触设置为自动接触方式,单位制为cm-g-μs,计算时间为300 μs。
图5是数值计算结果与X光试验结果的比较。

图5 相同时刻X光试验结果与数值模拟结果对比
数值模拟与X光试验显示的2次曝光(均叠加在同一胶片上)结果表明陶瓷面背板偏离了爆炸中心。当t=148 μs时,在射流穿透陶瓷平板药室后,可以看出SiC陶瓷板在爆炸载荷下仍能保持整体结构。当t=295 μs时,陶瓷平板被分解成更小的碎片。图5显示数值模拟和X光试验结果存在一些差别,这是由于数值模拟使用的炸药属性、SiC材料属性和实际存在一定的差别,但模拟结果和X光试验结果的整体一致性较好。因此,可以认为本文中采用的数值模拟方法和材料模型具有较高的精度。
2 陶瓷平板药室的爆轰驱动过程分析
2.1 陶瓷平板内爆轰波的传播及平板膨胀过程
计算开始时,无拼接陶瓷面板下的钝感炸药被引爆。不同时刻无拼接陶瓷面背板的爆轰波传播过程如图6所示。由于在装药的中心引爆,在t=5~10 μs时刻爆轰波以球形向装药四周传播,已反应的装药和未反应的装药交界面上是爆轰压力峰值面。在t=15 μs时刻,爆轰波已超出陶瓷面板边界,此时可看出爆轰压力波传到边界后发生反射,反射的稀疏波已开始向内传播。在t=20~25 μs时刻陶瓷板边缘的炸药已超出边界向外继续扩散,同时稀疏波在装药内部分布也逐渐变得均匀。拼接陶瓷平板内的爆轰波传播过程与无拼接陶瓷平板的类似,在此不再赘述。
图7显示了陶瓷面背板内爆轰波与无拼接陶瓷平板的相互作用过程。

图6 爆轰波的传播过程

图7 爆轰波与无拼接陶瓷平板的作用过程Fig.7 The interaction process of detonation wave and non-splicing ceramic plate
在炸药起爆后,t=5~10 μs时段内爆轰波以球形向装药四周传播,在陶瓷平板上也相应显现出球形轮廓,无拼接陶瓷板在压力作用下也开始发生膨胀。在t=15~20 μs时段,当爆轰压力波及后续的反射稀疏波作用时,可以看出陶瓷平板边缘的压力轮廓以及压力分布逐渐趋于均匀,无拼接陶瓷平板也凸起到一定程度,此刻无拼接陶瓷平板整体尚保持完整。拼接陶瓷平板的过程与之类似,单从图7并不能有效区分无拼接和拼接陶瓷平板的作用过程,下面对拼接和无拼接陶瓷平板的破碎过程进行分析,无网格的SPH方法不能清晰显示陶瓷平板的裂纹及其拓展过程,而拉格朗日方法可以实现。因此,同时使用拉格朗日方法计算前30 μs的陶瓷平板的破碎过程。
2.2 陶瓷平板的破碎及裂纹拓展过程
爆炸载荷下陶瓷破碎不同于陶瓷板受弹丸冲击后的破碎形态,陶瓷板受弹丸冲击后,一般会形成陶瓷锥,陶瓷会以弹着点为中心,以呈经纬交错的方式形成径向裂纹和环向裂纹向外拓展。由弹着点边缘出现的锥形裂纹,向下表面拓展,形成破碎区。无拼接陶瓷面板的损伤云图见图8,陶瓷面板的损伤云图可以清晰显示陶瓷裂纹的拓展过程。

图8 无拼接陶瓷板的损伤云图
当t=0 μs时,陶瓷面板装药开始起爆,t=5 μs时刻SiC陶瓷板的表面基本保持完整,中间的陶瓷片开始出现破坏,原因是由于陶瓷材料的抗压强度较低所致。t=10 μs时,无拼接陶瓷板的损伤状态已经完全显现且陶瓷板边缘由于稀疏波的卸载作用和爆轰波的冲击压缩共同拉压作用,已出现损伤。当t=15~20 μs时,陶瓷板横向的周边也开始出现裂纹且陶瓷板中间的损伤区域进一步扩大。当t=25 μs时,无拼接陶瓷板的损伤区域已拓展至整个陶瓷板表面且陶瓷板的边缘已出现陶瓷破片并开始脱离陶瓷板边缘。在t=30 μs时,随着爆轰波的进一步传播,拼接陶瓷板的表面已完全破碎且陶瓷板边缘也已形成大量的陶瓷破片脱落。因为模拟时使用了拉格朗日算法,边缘的粉末状陶瓷破片在图中并未显示,但在图9的陶瓷平板边缘处可以看出在无拼接陶瓷平板周边有大量小质量的陶瓷破片,此后在爆轰波压力载荷的持续作用下,拼接陶瓷平板逐渐趋于粉末化,形成大量的粉末状陶瓷破片。
从图9还可看出处于起爆点周围的陶瓷片呈现整体损伤的特征,起爆点区域附近的陶瓷受到高压缩应力使得陶瓷片产生压剪裂纹并向表面拓展,该区域内的陶瓷碎片呈粉末状,无陶瓷锥的形貌特征,整个陶瓷板表面的裂纹呈现网格化特征,并无穿甲弹冲击陶瓷板、射流冲击陶瓷板形成的陶瓷锥,即具有环向和径向裂纹的拓展特征。

图9 30 μs时刻无拼接陶瓷板的损伤云图及碎裂状态
拼接陶瓷面板的损伤云图,如图10所示。从拼接陶瓷面板的损伤云图可以看出拼接陶瓷裂纹的拓展过程。陶瓷面板装药在t=0 μs时开始起爆,中间的SiC陶瓷片在t=5 μs 时开始出现破坏。t=10 μs时,六边形陶瓷片的损伤状态已经完全显现,当t=10~15 μs时,从中间陶瓷片的周边开始出现径向裂纹和环向裂纹,由于是直接设置起爆点起爆,因此同样和穿甲弹冲击陶瓷板、射流冲击陶瓷板形成的陶瓷锥不同,只是处于起爆点周围的陶瓷片呈现整体损伤的特征,起爆点区域附近的陶瓷受到高压缩应力使得陶瓷片产生压剪裂纹并向表面拓展,该区域内的陶瓷碎片呈粉末状,无陶瓷锥的形貌特征,球形爆轰波所到之处即形成径向裂纹和环向裂纹之处。当t=15 μs时,由于拼接陶瓷板的边界处在爆轰产物的强烈剪切和稀疏波拉伸作用下,陶瓷板的边缘出现破坏,且损伤区域较中间陶瓷片的邻接位置更加严重,相邻陶瓷片的轮廓也已显现。当t=20~25 μs时,随爆轰波的进一步传播,拼接陶瓷板的表面已完全破碎,但拼接SiC陶瓷板中间陶瓷片相邻部分的陶瓷片仍未完全粉碎,仍是表面出现的初始裂纹。到了t=25 μs时,周边的陶瓷片已由陶瓷破片开始脱离陶瓷板边缘。

图10 拼接陶瓷板的损伤云图
图11是t=30 μs时拼接陶瓷平板的损伤云图和碎裂状态。在t=30 μs时,拼接陶瓷平板边缘的陶瓷片已形成大量的陶瓷破片脱落,同样在图11的陶瓷平板的边缘可以看出周边有大量小质量的陶瓷破片,此后在爆轰波压力载荷的持续作用下,拼接陶瓷平板逐渐趋于粉末化,并形成大量的粉末状陶瓷破片。为了表征爆轰驱动陶瓷平板形成的破片,下面从破片尺度和陶瓷累积质量分布角度对陶瓷破片进行分析。

图11 30 μs时刻拼接陶瓷平板的损伤云图及 碎裂状态图
3 陶瓷破片尺度和粒径分布分析
3.1 陶瓷破片的质量分布模型
对于陶瓷破片的描述可借鉴战斗部壳体破片的研究方法,由于陶瓷材料表面并未刻槽,因此陶瓷材料在爆炸载荷下形成的破片可近似认为是自然破片,一般爆炸后破片总数N及其随质量的分布规律与许多因素有关,其中主要有厚度、陶瓷材料的性质、炸药性能、装填系数、陶瓷片的几何形状以及一些偶然性因素(例如,陶瓷材料中的微小裂纹、杂质、炸药装填密度不均匀性、起爆位置歪斜等)。
对于战斗部壳体在爆炸条件下形成的自然破片,常用的描述其破片质量分布的模型有Mott分布、Payman分布、Held分布以及Weibull分布,通过沙坑试验或水井试验后收集破片,然后进行称重和质量分组,从而得到在不同质量范围内的破片数。而对于陶瓷材料通过回收的破片分析发现在试验中试件破碎后破片尺寸大小差异较大,但仍具有一定的规律性。另外,陶瓷平板在破碎后产生破片的大小及形状是其在受载过程中裂纹演化及能量释放等微观过程的现实反映。根据数值模拟结果和X光试验结果发现,陶瓷材料在爆轰驱动过程中会形成大块的陶瓷以及粉末状陶瓷粉,质量差异较大,采用传统的战斗部壳体破片质量分组方法存在一定的局限性。因此本文中借鉴水文领域分析泥沙粒度的思想对碎片粒度进行分析[13,14],将数值模拟得到的陶瓷破片分为6类:极小尺寸颗粒(<0.5 mm)、微小尺寸颗粒(0.5~1 mm)、小尺寸颗粒(1~2 mm)、中等尺寸颗粒(2~4 mm)、大尺寸颗粒(4~8 mm)及超大尺寸颗粒(>8 mm),并将分类后的破片进行统计。
目前,在冲击载荷下材料碎裂试验结果的基础上用于描述破片质量分布的函数,主要包括指数型函数和幂率型函数,其中指数型函数分布规律仅适用于具有一定延性的金属材料的破碎,而对于高脆性材料,破片的累积质量分布通常遵循幂率规律分布[15]。
Rosin-Rammler分布模型[16]是表示破片累积质量分布的常用模型:
M(x≤X)=M0[1-e-(X/λ)k]
(1)
式(1)中:x表示陶瓷破片等效直径,λ与k分别表示破片的平均特征尺寸和幂指数系数,M表示直径等于或小于X的破片总质量,M0表示陶瓷板破碎前总质量,在对陶瓷破片的统计中,Rosin-Rammler分布模型可以等效成:
M(x≤X)=M0(X/λ)k
(2)
式(2)适用于大多数脆性材料破碎后破片分布的结果。幂指数k一般由试验结果的数据拟合得到,由于陶瓷材料大多以粉末形式存在,不便于试验收集。因此,这里以数值模拟的统计结果进行拟合。通常来说,为了确定幂指数k的值,上式可以写成对数形式,即:

(3)
式(3)中对数处理后直线的斜率为Rosin-Rammler分布的幂指数k,λ为陶瓷破片平均特征尺寸系数。
3.2 陶瓷平板的破片尺度分布规律
采用AUTODYN软件中的破片统计功能对无拼接和拼接陶瓷平板在爆轰载荷作用下膨胀破碎形成的破片进行统计,以起爆后300 μs为统计时刻,无拼接陶瓷平板的破片质量分布如图12所示。无拼接陶瓷平板在中心点起爆的情况下,陶瓷平板形成的破片数量为1 594个,起爆形成的破片最大质量为19.78 g,大质量破片主要分布在起爆点位置处,无拼接陶瓷板在爆轰载荷作用下形成的陶瓷破片大部分都是尺寸小于0.5 mm以下的小质量破片,对人员等软目标无杀伤能力。

图12 无拼接陶瓷平板的破片质量分布
同样对300 μs时刻不同尺寸陶瓷片拼接陶瓷平板在爆炸载荷作用下形成的陶瓷破片进行统计分析,不同尺寸陶瓷片拼接陶瓷平板的破片质量分布如图13所示。

图13 不同尺寸拼接陶瓷平板的破片质量分布
48、64、80、96 mm尺寸陶瓷片的拼接陶瓷在中心点起爆的情况下,陶瓷板形成的破片数量分别为1 899、1 532、1 414、1 473个,起爆形成的破片最大质量分别为5.59、 29.01、10.02、8.64 g,通过对大质量破片统计结果进行定位发现,破片均主要分布在起爆点位置处的中间陶瓷片或者起爆点位置处,从模拟结果看,拼接陶瓷片的尺寸越小,形成的陶瓷破片数越多且破片最大质量越小。拼接陶瓷平板在爆轰载荷作用下形成的陶瓷破片大部分也是尺寸小于0.5 mm以下的小质量破片,对人员等软目标无杀伤能力。
采用式(3)对图12和图13无拼接和不同尺寸陶瓷片拼接陶瓷平板的破片质量分布进行处理,得到无拼接和拼接陶瓷板陶瓷碎片的累积质量的对数与破片直径的对数的线性拟合结果,如图14所示。

图14 拼接和无拼接陶瓷平板破片累积质量对数 与破片直径对数的线性拟合结果
从图14可以看出,陶瓷破片的累积质量的对数与碎片直径的对数之间的线性关系明显,表明无拼接和不同尺寸陶瓷片拼接陶瓷平板在爆炸载荷作用下形成的陶瓷破片均满足Rosin-Rammler分布模型,但是拼接陶瓷尺寸影响着陶瓷破片的平均特征尺寸系数λ和幂指数系数k。
图15为陶瓷破片平均特征尺寸系数λ和幂指数系数k与不同陶瓷拼接尺寸的相关性。图15表明随着陶瓷片拼接尺寸的增加,陶瓷破片累积质量的对数与破片等效直径对数的线性拟合斜率幂指数系数k整体呈先减小后增大到恒定值的趋势。根据Rosin-Rammler分布模型中的关系式,表明幂指数系数k主要决定不同尺度陶瓷破片质量分布的比重,即随着陶瓷片尺寸的增加,小破片的质量比重呈先减少后增大的趋势,而大质量破片则出现先增加后减少的情况。而其中64 mm拼接陶瓷板在统计分析过程中出现的异常点可能是由于起爆点与陶瓷片边界的相对位置变化造成爆轰载荷对陶瓷平板作用的影响,导致部分区域陶瓷破片等效直径增大。此外,根据拟合的结果表明,平均特征尺寸系数λ表征的是陶瓷破片的整体特征尺寸,随着拼接陶瓷片尺寸的增加,陶瓷破片的整体特征尺寸出现先增大后减小的情况,这与陶瓷破片质量分布的分析结果一致。因此,可以将平均特征尺寸系数λ作为评判陶瓷板整体损伤程度的指标之一,平均特征尺寸系数λ越小则拼接陶瓷板的破碎程度越高。另外由图15还可发现拼接陶瓷片尺寸越小,平均特征尺寸系数λ越小,幂指数系数k越大,但陶瓷片尺寸增大到一定程度后,拼接陶瓷破片的平均特征尺寸系数λ、幂指数系数k和整块无拼接陶瓷的差异越来越小。

图15 陶瓷破片平均特征尺寸系数λ和幂指数 系数k与不同陶瓷拼接尺寸的相关性
考虑目前防护产品中的陶瓷板主要有小块陶瓷片拼接成面板和大尺寸整块陶瓷作为面板2种形式,整块陶瓷板可规模化制造,成型率高、防弹均一性好,但其受到子弹及炮弹破片冲击后的受损面较大且对不同形状的背板需定制整块陶瓷模具,使用成本较高。而拼接陶瓷面板抗多发打击能力强,且对不同形状的背板可便捷的进行拼接,不需定制专门的模具,成本较低。因此,反应装甲中陶瓷平板药室面背板的拼接,要同时考虑陶瓷破片的平均特征尺寸系数λ、幂指数系数k和陶瓷破片的附带损伤等关重因素的影响,为了减小陶瓷平板装药爆轰后形成陶瓷破片造成的附带毁伤,应设法降低陶瓷破片的平均特征尺寸系数λ,选择较小尺寸的陶瓷片进行拼接。
4 结论
1) 通过对无拼接和拼接陶瓷平板的爆轰驱动过程的数值模拟,发现两者的爆轰波传播及与陶瓷的相互作用过程相似,但是陶瓷的裂纹拓展过程及破碎形态不同,无拼接陶瓷平板整个陶瓷板表面的裂纹呈现网格化特征,而拼接陶瓷平板则形成环向裂纹及径向裂纹;
2) 陶瓷平板在爆轰驱动过程中会形成大块的陶瓷以及粉末状陶瓷粉,质量差异较大,采用传统破片质量分组方法存在一定的局限性,采用幂率规律分布对质量分组后的累积质量分布建模较为合理,不同类型陶瓷平板在爆轰载荷作用下形成的陶瓷破片均满足Rosin-Rammler分布模型。
3) 通过对不同尺寸陶瓷片拼接陶瓷平板的陶瓷破片质量分布进行线性拟合,获得了陶瓷面板的破片尺度分布规律,其中幂指数系数k主要决定不同尺度陶瓷破片质量分布的比重,平均特征尺寸系数λ可以作为评判陶瓷平板整体损伤程度的指标之一。另外,考虑到陶瓷平板药室的低附带损伤效应,应尽量选择较小尺寸的陶瓷片进行陶瓷平板拼接。
猜你喜欢
弹道学报(2023年3期)2023-10-14
作文小学中年级(2023年1期)2023-02-12
火炸药学报(2022年1期)2022-03-18
军民两用技术与产品(2021年10期)2021-03-16
中国测试(2018年10期)2018-11-17
航天制造技术(2018年4期)2018-09-04
能源(2017年5期)2017-07-06
信息记录材料(2016年4期)2016-03-11
中国塑料(2015年8期)2015-10-14
弹箭与制导学报(2014年1期)2014-09-20