
超薄不锈钢端接接头微束TIG工艺特性
2024-03-01 06:20余爱武余子开堵同亮夏佩云尹玉环赵慧慧
电焊机 2024年1期
许 辉, 余爱武, 余子开, 堵同亮, 夏佩云, 尹玉环, 赵慧慧
上海航天设备制造总厂有限公司,上海 200245
0 引言
超薄不锈钢端接结构常见于焊接波纹管,焊接波纹管具有精度高、位移量大、容积补偿能力大以及使用寿命长等优点,被广泛应用于航空航天的机械密封结构[1]。超薄不锈钢接头重叠在一起后采用自熔焊方法在二者端头处焊接形成密封的端接接头,因母材厚度薄且接头根部容易应力集中,可能造成接头力学性能下降并引发裂纹、泄露等缺陷而失效。
超薄不锈钢端接接头的焊接国内外相关研究主要采用微束等离子焊、电子束以及激光焊等,这几种方法能量密度高、焊接速度快,但成本较高、对中难度大[2-4]。关于微束TIG 焊研究较少[5-7],微束TIG 焊具有参数易控制、操作较为简单、成本较低、生产效率高等特点,被较多用于工业的批量生产。
本研究以0.2 mm厚度1Cr18Ni9Ti为母材,开展超薄不锈钢端接结构微束TIG 焊接试验,采用连续焊接和脉冲焊接两种形式,主要研究焊接电流和焊接速度对接头尺寸、力学性能和微观组织的影响。
1 试验方法
采用1Cr18Ni9Ti奥氏体不锈钢薄片,成分见表1,半硬态,厚度为0.2 mm,并冲压为环状,称为膜片。焊接设备采用Weldlogic 公司的微束TIG 焊接系统,钨极直径1.0 mm。波纹管焊缝焊接后不适合进行酸洗,为保证焊后焊缝的光亮性,采用具有一定还原性的氩氢混合气(7%氢气)作为保护气体,减少焊接过程中焊缝的氧化。焊接接头形式及焊接示意如图1所示,薄片焊前采用清洗剂去除油污,并使用工装将膜片夹紧进行焊接试验。

图1 试验过程示意Fig.1 Sketch of test process

表1 1Cr18Ni9Ti不锈钢的化学成分(质量分数,%)Table 1 Chemical compositions of 1Cr18Ni9Ti(wt.%)
微束TIG焊的焊接参数主要包括焊接电流和焊接速度,分为连续焊接和脉冲焊接。采用脉冲焊接时,以峰值电流Ip/基值电流Ib的形式表示焊接电流,占空比50%,并以有效电流与连续焊接进行对比。焊接过程中保护气流量为15~20 L/min,焊前预通气10 s,焊后延时关气10 s。
采用INSTRON-5967 电子万能材料试验机测试接头力学性能,采用金相显微镜及相应的软件测量接头尺寸。将焊接后的环形膜片对加工成宽为10 mm的拉伸试样(见图1b),并沿焊缝将膜片对展开进行拉伸试验,获得抗拉力。对拉伸数据进行横向对比,分析不同焊接参数获得的焊缝相对强度。
2 结果与讨论
2.1 工艺参数对接头尺寸的影响
图1c为膜片焊缝横截面示意图,焊后的接头称为焊菇,目前端接接头缺乏专用的焊接标准评估。根据经验,接头的外形尺寸对焊缝性能影响较大,因此以接头的宽度D和熔透深度h为研究对象,分析焊接参数对接头宽度和熔透深度的影响。
2.1.1 焊接电流的影响
采用脉冲焊接和连续焊接两种方法,分析焊接电流对接头尺寸的影响,连续焊接电流为4~7 A,脉冲焊接电流为7 A/1 A(有效电流4 A)、9 A/1 A(有效电流5 A)和11 A/1 A(有效电流6 A)、13 A/1 A(有效电流7 A)。焊接电流对接头尺寸的影响如图2和图3所示。
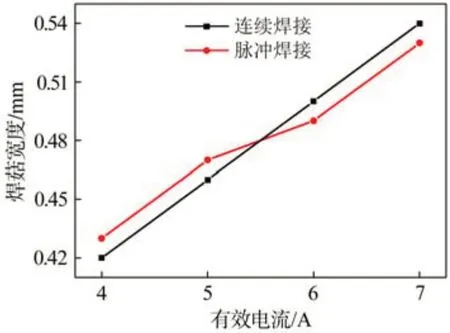
图2 焊接电流对接头宽度的影响Fig.2 Influence of welding current to welding width
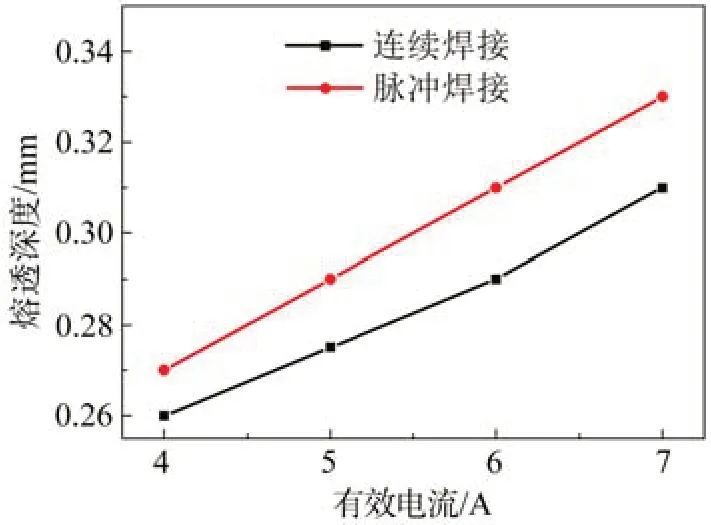
图3 焊接电流对熔透深度的影响Fig.3 Influence of welding current to penetration depth
由图2可知,当其他参数不变时,随着焊接电流的增加,接头宽度均增大;焊接电流较小时(4~5.5 A),脉冲焊接的接头宽度更大,焊接电流较大(5.5~7 A)时,脉冲焊接的接头宽度更小。由图3可知,随着焊接电流的增加,熔透深度也在增加,采用脉冲焊接能够获得更大的熔透深度。在连续焊接与脉冲焊接的平均电流相同时,由于脉冲峰值电流瞬间获得的熔池更深,形成的接头熔透深度也相应较大,该现象与杨明轩[7-8]等人的研究结果较为吻合,脉冲电流能够减小电弧的作用面积,增强熔池表面所受的轴向力,造成熔池液面凹陷,焊接热源能够到达更深处,从而增强了电弧穿透能力,呈现接头宽度减小、熔透深度增加的现象。
2.1.2 焊接速度的影响
保持焊接电流不变,连续电流采用6 A,脉冲电流采用11 A/1 A,对比分析了焊接速度为1.6 mm/s、2.7 mm/s、3.8 mm/s 和4.9 mm/s 对接头尺寸的影响。焊接速度对接头宽度和熔透的影响如图4、图5所示,可以看出,随着焊接速度的增加,接头宽度逐渐减小,熔透深度也随之减小。在相同的焊接速度下,脉冲焊接能够获得更小的接头宽度和更大的熔透深度。焊接速度较低时,单位长度熔化金属量增加,熔池体积增大,容易形成较大的接头宽度和熔透深度,随着焊接速度的升高,电弧输入给母材的热量降低,熔池体积减小,接头宽度和熔透深度也相应减小。
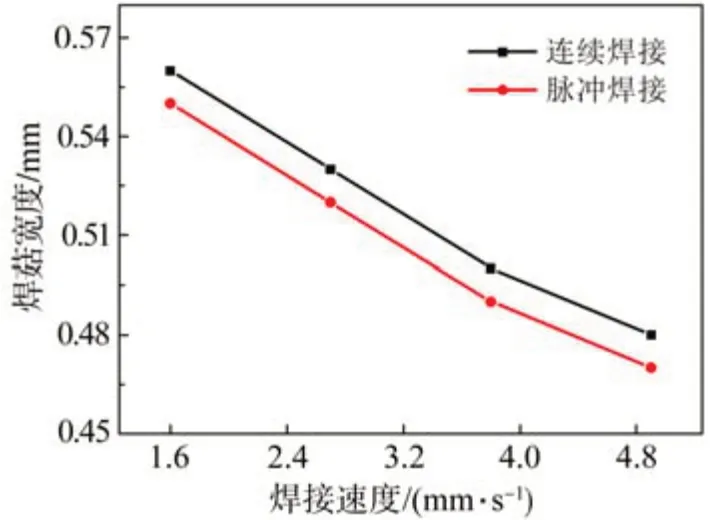
图4 焊接速度对接头宽度的影响Fig.4 Influence of welding speed to welding width

图5 焊接速度对熔透深度的影响Fig.5 Influence of welding speed to penetration depth
2.2 接头力学性能
2.2.1 焊接电流对接头强度的影响
焊接电流与接头抗拉力的关系如图6所示。采用连续焊接,在焊接电流为6 A 时获得最佳抗拉力为950 N;采用脉冲焊接,在焊接电流为11 A/1 A(有效电流6 A)时获得的最佳抗拉力为1 070 N。

图6 焊接电流对抗拉力的影响Fig.6 Influence of welding current to tensile resistance
接头的力学性能与接头尺寸存在一定的联系。接头尺寸较小时,由于熔透深度较小,焊缝强度较弱,但随着接头尺寸的增加,接头根部的应力集中越明显,从而降低了接头抗拉力。在有效电流相同时,采用脉冲焊接有利于提高接头强度,一方面能够在较小的接头宽度下获得更大的熔透深度,提高接头的熔合面并降低应力集中;另一方面,脉冲电弧周期性作用使熔池受到振动,增加了熔池的流动性,并促使凝固枝晶破碎,增加了熔池的形核中心,焊缝晶粒更加均匀和细化,从而提高了接头的强度。
2.2.2 焊接速度对接头强度的影响
保持焊接电流不变,连续电流采用6 A,脉冲电流采用11 A/1 A,对比分析焊接速度为1.6 mm/s、2.7 mm/s、3.8 mm/s 和4.9 mm/s 对接头抗拉力的影响。图7 为焊接速度与接头抗拉力的关系,随着焊接速度的增加,接头抗拉力总体上呈先上升后下降的趋势,连续焊接接头抗拉力变化相对较小,在有效电流一致时,采用脉冲焊接方法有助于提高接头的强度。
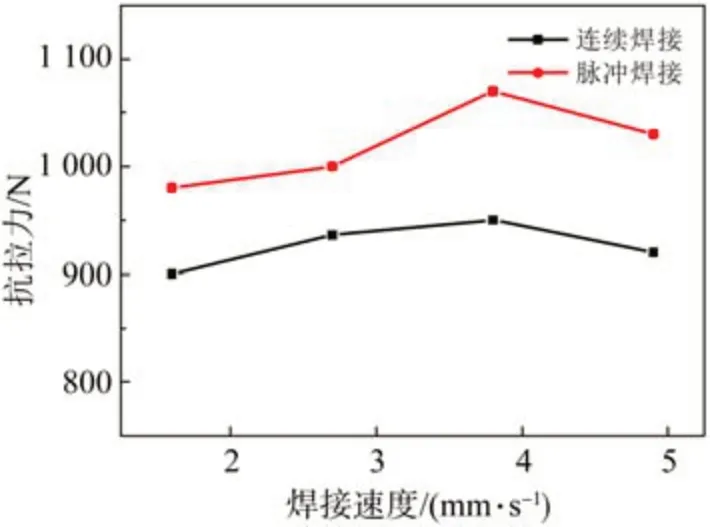
图7 焊接速度对抗拉力的影响Fig.7 Influence of welding speed to tensile resistance
焊接速度主要影响焊接线能量密度。在焊接端接结构时,焊接速度越大,焊接线能量密度越小,越有利于抑制焊缝组织的粗化,从而提高接头强度,但同时焊接速度也会影响接头尺寸,焊接速度增加的同时,接头宽度和熔深都会减小,因此当焊接速度超过3.8 mm/s 时接头强度开始下降。与焊接电流对接头抗拉力的影响相似,相同焊接速度下采用脉冲电流获得的接头强度更高。
2.2.3 接头断裂特性
从图8 可以看出,接头断裂位置位于接头的根部,随着接头宽度的增加,接头与母材的夹角减小,在接头根部容易产生应力集中,因此接头宽度超过一定值后,会对接头拉伸性能产生不利影响。
断口扫描如图9所示,断口有不均匀且数量较多的韧窝,韧窝边缘的金属纤维分布紧密,在拉伸过程中微孔持续长大,接头具有良好的韧性,且采用脉冲焊接获得的接头断口韧窝尺寸较大,接头韧性更好。
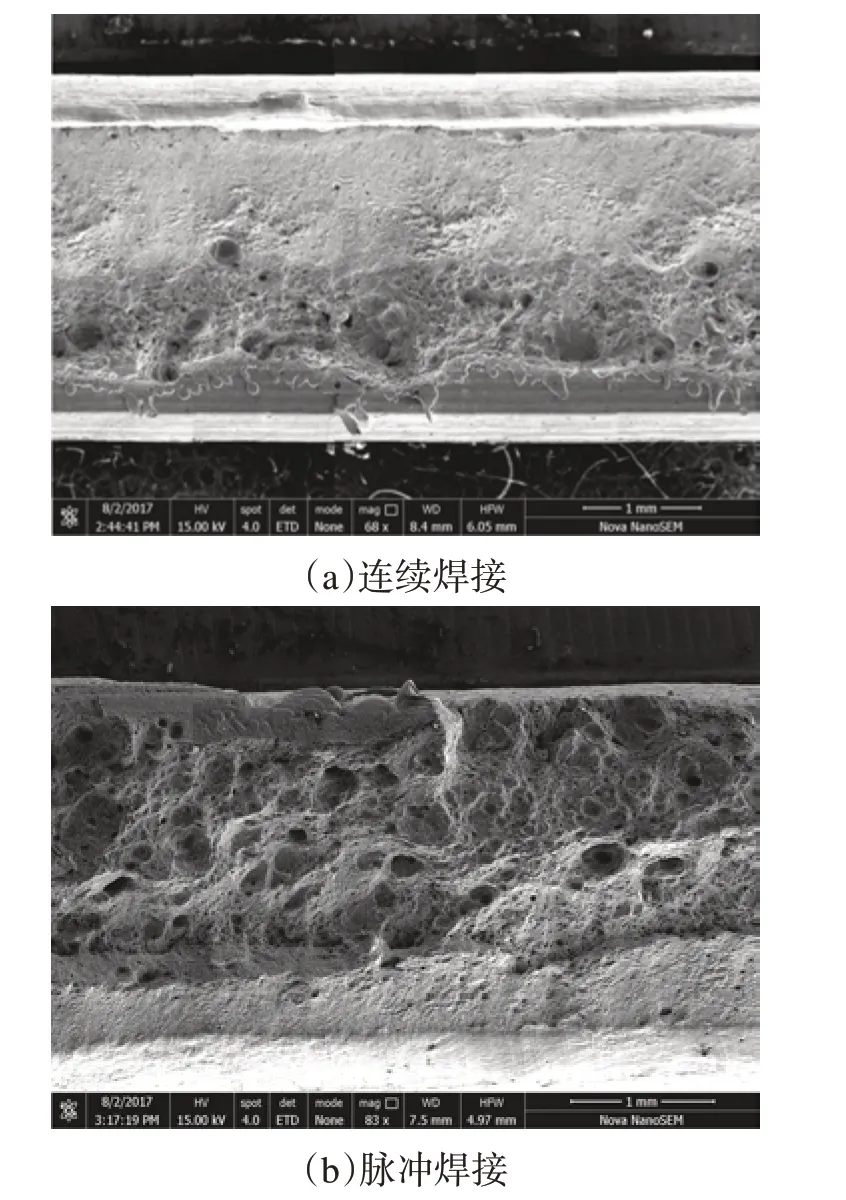
图9 接头断口形貌Fig.9 Fracture morphology of joint
2.3 接头微观组织
母材材料为1Cr18Ni9Ti,母材组织为多边形奥氏体,有少量黑色δ 铁素体。奥氏体不锈钢焊缝显微组织是由结晶方式及铁素体向奥氏体转化的固态相变共同决定,母材经过焊接后,在焊缝的边缘区域,由于导热快、冷却速率高,易于形成柱状晶,过渡到焊缝中心区域,因而发生柱状晶向等轴晶的生长转变,发生了等轴晶的形核和生长,如图10所示。焊缝中心冷却速度稍低,温度梯度减小,铁素体—奥氏体固态相变时铁素体形成元素扩散受到影响,逐渐出现等轴晶结构,且晶粒有粗化的趋势[9]。

图10 接头微观组织Fig.10 Microstructure of joint
对比分析连续焊接和脉冲焊接两种焊接方法,采用脉冲焊接时,焊缝经过腐蚀后呈层状结构(见图10b),连续焊接时,焊缝内部无分层的现象(见图10a),熔合区与母材之间存在明显的熔合线。焊缝熔合线左右对称,中下部呈“八”字状,焊缝上部呈倒“八”字状。
焊缝受热熔化,熔池冷却过程中,凝固初期形成铁素体,温度在低于铁素体—奥氏体相变温度点后,铁素体晶界处开始析出奥氏体,熔合线处温度下降更快,元素长距离扩散受到限制,向铁素体晶内生长的奥氏体短距离相变,与铁素体间隔分布,从而在熔合线附近形成蠕虫状铁素体[10-11]。
脉冲焊接过程中,焊缝受到峰值电流作用,熔池熔化,在基值电流时熔池凝固,但由于脉冲电流的周期性作用以及焊接速度的影响,熔池温度梯度更大,具有更多的温度差异明显的等温线,凝固的金属局部出现重复熔化的现象,重新凝固的金属形成新的熔合线,因此出现了分层现象。由于熔化初期熔池在重力作用下向两侧铺展下沉,从而在焊缝下部形成“八”字状熔合线,焊缝上部由于中心温度高,熔合线呈正常的倒“八”字状。
3 结论
(1)1Cr18Ni9Ti 奥氏体不锈钢端接接头宽度随着焊接电流的增加而增大,熔透深度也随之增大,在有效电流相同的情况下,采用脉冲焊接能够获得更小的接头宽度和更大的熔透深度。
(2)接头抗拉力随着焊接电流的增加先增大后减小,采用脉冲焊接有利于提高接头的抗拉力,接头抗拉力最大达到1 070 N,高于连续焊接的950 N。
(3)奥氏体晶粒的母材经过焊接后出现了较多的δ 铁素体,采用脉冲焊接的接头被熔合线分为多层结构,中下部呈“八”字状,焊缝上部呈倒“八”字状,熔合线处的组织为奥氏体晶粒上分布黑色蠕虫状的δ铁素体。
猜你喜欢
山东冶金(2022年3期)2022-07-19
安徽农业科学(2021年6期)2021-04-20
现代农业科技(2020年13期)2020-08-04
四川冶金(2018年1期)2018-09-25
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
上海金属(2014年5期)2014-12-20
上海金属(2014年4期)2014-12-15
河南科技(2014年12期)2014-02-27
