
浅析天津地铁焊轨车车架组焊工艺
2024-02-29 11:20钱兵姚国平强奇东孙丽华中车戚墅堰机车有限公司
钣金与制作 2024年1期
文 钱兵,姚国平,强奇东,孙丽华 中车戚墅堰机车有限公司
车架总成过程中,发现车底架宽度和侧梁旁弯尺寸严重超差,影响车架侧壁以及司机室装配;车架和车顶侧壁旁弯以及车架侧壁蒙皮平面度超差,影响机车的整体外观质量;车架的挠度超差影响机车的正常运行。本文以车底架零部件装配焊接以及车架总成侧壁和车顶以及司机室装配焊接过程中需要注意的重点和操作技巧与大家共同探究。
车底架组装台位
设置车底架定位基准
为降低车底架组装胎位改造成本,便于零部件装配焊接,有效控制车底架正面平面度,车底架采用反装法,如图1 所示,确定横向和纵向中心定位基准线,误差不大于2mm,并按照1mm/1500mm 的焊接收缩余量划出主梁和端部的定位线。

图1 车底架反装
中部主梁定位
采用自制棘轮钢丝拉线装置检测中梁旁弯尺寸,用液压千斤顶调整、5 吨秤砣压制保证车底架与组装胎位密贴,点焊固定,保证左右主梁与中梁底部平齐;使用粉线检测主梁外侧旁弯,点焊固定并适当延长焊缝长度,提高焊接强度,便于火焰切割拆除车架,减少主梁与中梁上部焊接点,防止主梁向上翘起,保证主梁与车底架组装胎位保持密贴。
侧梁装配
由于中梁焊接变形较大,在保证侧梁横向中心线与胎位重合的前提下,采用龙门架液压装置,从顶部以及左右两侧同时加压,缩小侧梁与车底架主梁以及组装胎位之间的装配间隙,保证车底架正面的平面度,控制车底架正面宽度尺寸,便于车架总成附件装配。
前后端部定位
在保证车底架总长的前提下,使用拉线装置检测侧梁旁弯尺寸,避免端部定位中心基准线倾斜,影响司机室装配;端板左右要与组装胎位密贴,侧梁与端板连接处采用火焰切割现场配作,控制装配间隙并切割焊接坡口,使用角向砂轮机打磨,提高焊接质量,保证侧梁的垂直度并与端板平齐。
车底架反面焊接
⑴调整主梁焊接顺序。只要车底架不产生变形,不影响吊运,车底架中梁、侧梁、主梁以及端部之间的立焊缝应采用跳跃式尽可能少的焊接,剩余立焊缝转移至焊接翻转胎上变为平焊缝,可以有效提高焊接质量,缩短车底架组装胎位的焊接时间。
⑵焊接规范。车底架组装胎位焊接采用CO2焊机MAG-500CX,CO2逆变焊机600CX;焊丝材料TWE-711Ni,焊丝直径1.2mm;焊接电流255 ~275A,焊接电压23 ~25V,焊接速度为350mm/min。
焊接翻转胎附件装配
车底架正面焊缝
车底架利用焊接翻转胎经过两次旋转竖起焊接,完成各主梁以及车底附件的装配焊接,翻转至正面时,各主梁连接处采用碳弧气刨加工焊接坡口,并打磨光洁,提高车底架正面焊缝的强度,便于上盖板的装配。
车底架上盖板装配焊接
在上盖板装配前,使用角向砂轮机打磨车底架平面焊缝至平整,使用秤砣压制缩小上盖板与各梁之间的装配间隙,点焊固定防止上盖板焊接变形,上盖板采用正面满焊反面分段焊接。车底架上盖板装配如图2 所示。

图2 车底架上盖板装配
确定车底架定位中心基准线
根据车底架端部纵向中心线以及侧梁横向中心线,使用粉线弹出车底架正面横向和纵向中心线,打中心标记样冲眼,作为车架总成附件装配的基准线。
车底架反面附件装配
⑴旁承座及牵引销座整体装配。旁承座及牵引销座采用整体工装定位,螺栓连接与工装保持密贴,增加点焊固定数量,整体焊接冷却后拆除定位工装,减少焊接变形,保证机车总组装过程中与转向架精准连接。
⑵横向减振器座装配。控制横向减振器座的开档尺寸及起吊梁和起吊板的垂直度,制定合理焊接规范和顺序,提高焊接质量控制焊接变形。
磁粉探伤检测
采用马蹄型探伤仪CJE-II 检测横向减振器座、起吊梁和起吊板等附件以及车底架旁承梁和侧梁等重要部位的焊缝质量,对焊缝缺陷部位进行补焊修整处理。
车架总成
火焰调修设置车底架挠度
车架中部上挠、端部下垂以及内外旁承平面度相互制约,由于机车车身短,整个调修过程中加热位置和火焰能率的选择直接影响侧梁旁弯和平面度尺寸,短距离挠度调修难以满足设计要求。
为减少火焰调修设置车底架挠度的工作量,促使车底架整体呈标准的月牙形状态,在车底架下部增加液压千斤顶支撑和螺旋拉紧装置,利用车架箱体结构增加整体刚性,辅以火焰调修,缩短火焰调修的时间。
车架侧壁装配
由于车架侧壁采用两块分段设计,可以增加自制螺旋夹紧装置控制侧壁立柱垂直度,缩小车架侧壁斜撑和立柱与车底架侧梁之间的装配间隙,控制车底架侧梁与车架侧壁连接处的平面度。使用火焰矫正法改善车架侧壁上弦梁的旁弯和平面度尺寸,便于车顶装配。车架总成侧壁装配如图3 所示。

图3 车架总成侧壁装配
提高车顶装配焊接质量
车顶前后两端与侧壁上弦梁保持密贴,增加螺旋支撑装置控制车顶和车架侧壁整体旁弯和蒙皮平面度尺寸,提高机车外观质量。
司机室装配焊接
司机室装配以车底架纵向中心线为基准,与车底架端部防爬器以及踏步梁相平齐,缩小司机室与车架侧壁以及车顶蒙皮连接处的装配间隙,有效提高焊接质量,保证车体蒙皮的平面度以及密封性能。
真空吸附火焰矫正
由于焊接变形导致车架和车顶侧壁蒙皮产生变形,影响车体附件的安装以及机车的外观质量,需要使用真空吸附的方法进行火焰矫正,辅以浇水冷却的方法缩短矫正时间,保证车体蒙皮的平面度不大于2mm。
结束语
通过控制车底架中梁和侧梁的旁弯和平面度尺寸,改善上盖板的平面度,增加焊接翻转胎下部支撑工装;利用焊接反变形措施减少火焰调修工作量,合理设置车底架挠度,缩小车架侧壁和车顶以及司机室连接处的装配间隙,改善车体蒙皮的平面度和密封性能,提高机车总组装附件的装配焊接质量。通过以上措施,改善了天津地铁焊轨车车架装配焊接质量,提高了车架附件装配的精准度,有效提升了车架的整体外观质量。
05
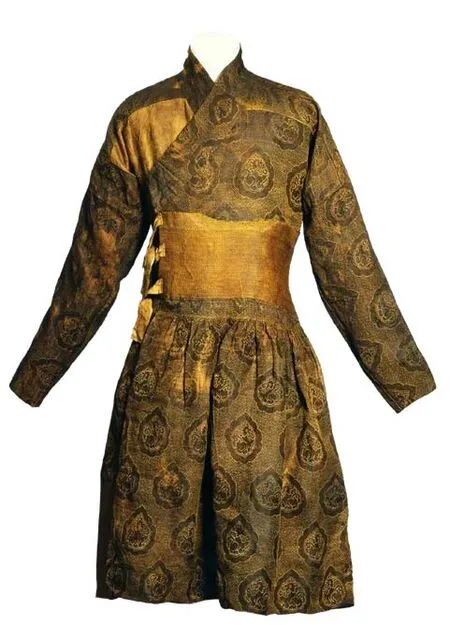
中华服饰
逐色行走的历代服饰
金彩相尚
元
崇善金
流行色彩:金 蒙古蓝 灰褐 翠绿
影响依据:军事横扫欧亚和人种等级划分
基本特点:宽松舒适 细节繁复精致 饰品多样 色彩多变
形制分类:长袍 马褂 襦裙 挂甲等
轻解浅析:集八方珠宝 汇四方人才 拥中外工艺 金光照欧亚
蒙古蓝幽远 呼唤天的蓝 思念云的白 翠绿的草原
猜你喜欢
家庭医学·下半月(2022年3期)2022-04-07
中国典型病例大全(2021年12期)2021-11-25
装备制造技术(2021年4期)2021-08-05
工程建设与设计(2021年11期)2021-07-28
文萃报·周五版(2020年44期)2020-11-28
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
小学生作文·小学中高年级适用(2018年7期)2018-08-11
河北医学(2016年5期)2016-12-01
中国铁道科学(2016年5期)2016-04-10
