
超大型斜三支臂弧形闸门制造关键技术
——以旬阳水电站冲砂泄洪闸闸门为例
2024-02-28 06:55陈启春李邦宏俞茂平刘爱军张兴亮徐国泉
水电站机电技术 2024年2期
陈启春,李邦宏,俞茂平,刘爱军,张兴亮,徐国泉
(东方水利智能科技股份有限公司,四川 德阳 618000)
1 概述
旬阳水电站装机容量320 MW,冲砂泄洪闸设有12孔闸门,共布置有2扇14×25-25 m上游侧平面检修闸门、2扇14×11-11 m下游侧平面检修闸门和12扇14×25-25 m弧形工作闸门。弧形闸门采用主横梁斜三支臂结构,主横梁、支臂为箱形结构,面板内弧曲率半径30 m,侧止水采用L型橡胶水封,底止水采用刀型橡胶水封,门叶结构分11节制作,单扇闸门重约475 t,闸门主要特性及参数如表1所示。
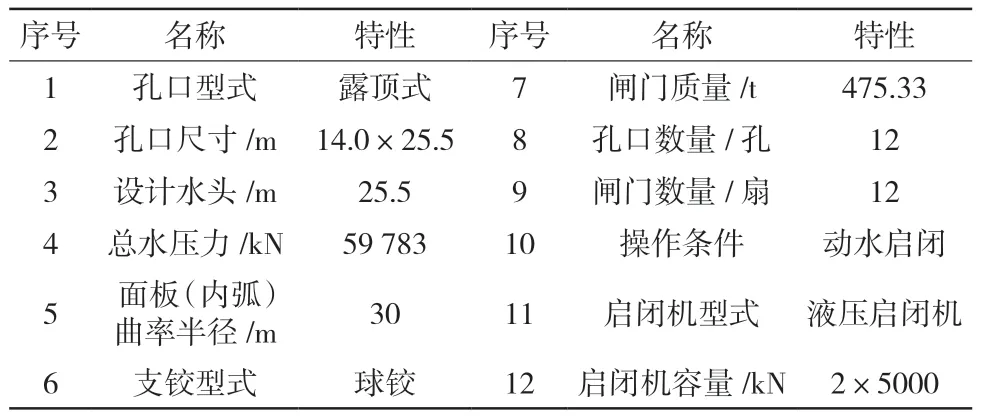
表1 闸门主要特性及参数
2 结构特点
编制制作工艺前,对门叶扭角、偏角等尺寸的复核是必不可少的,常见的V型斜支臂(两支臂)在NB/T 35055-2015《水电工程钢闸门设计规范》 和SL 74-2019《水利水电工程钢闸门设计规范》中都有详细的计算公式,而对于斜三支臂弧门支臂的扭角,规范对这一描述却不清楚,制作中经常会出现错误的理解,造成制造上的较大损失。通过几何计算和三维建模设计旬阳水电站冲砂泄洪闸弧形工作闸门,有效地避免了上述问题,为正确生产制造奠定了基础[1]。
旬阳水电站冲砂泄洪闸弧形工作闸门示意图如图1所示,上段3节门叶结构面板厚度为12 mm,中间7节门叶结构面板厚度为14 mm,底节门叶结构面板厚度为16 mm,控制半径为面板内弧,曲率半径为R30 000 mm,门叶面板结构形式与常规的设计略有不同,因此搭设门叶组装弧胎时,控制弧胎半径除考虑门叶焊接收缩,还要考虑门叶面板厚度变化。此外,门叶结构底节边梁腹板厚度30 mm,其余门叶结构边梁腹板厚度14 mm,门叶整体装配后要求侧轮踏面超出面板边缘3 mm,这对门叶制作及质量控制都提出了较高的要求。

图1 旬阳水电站冲砂泄洪闸弧形工作闸门示意图
根据门体结构和相关设计要求,门叶结构及支臂工艺设计余量为:①门叶面板工艺曲率半径等于设计曲率半径加工艺收缩量,门叶组装弧胎、纵梁及边梁腹板下料尺寸根据工艺曲率半径进行制作;②门叶结构主横梁后翼缘板预留5 mm加工量;③支臂前后端板及节间连接板预留5 mm加工量;④支臂长度方向预留20 mm二次修割量;⑤面板四周边预留30 mm二次修割量。
3 主要零部件关键技术
旬阳水电站冲砂泄洪闸弧形工作闸门制作主要工艺流程如图2所示。

图2 弧形工作闸门制作工艺流程图
3.1 零部件制作
3.1.1 主横梁、支臂制作
旬阳水电站冲砂泄洪闸弧形工作闸门主横梁、支臂均为箱型梁结构,箱型梁的制造按NB/T35045-2014《水电工程钢闸门制造安装及验收规范》7.1.7条要求进行[2]。箱型梁部件组拼焊接,采用H型钢翼缘矫直机校正,UT探伤合格后进行机械加工。支臂裤衩放样及制作是弧形闸门斜支臂制作的关键,通过计算和三维建模(见图3),精确得出支臂扭角及裙板成型尺寸,确保支臂裤衩制作的准确性,为后续支臂整体组拼提供了保障[3,4]。
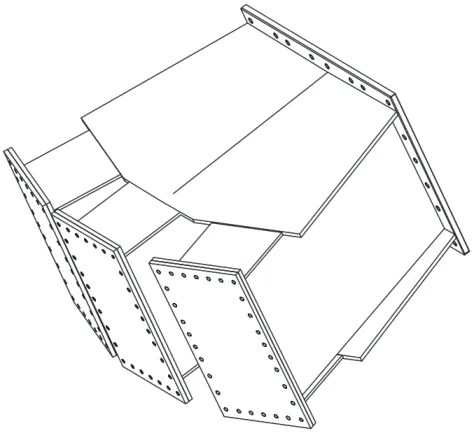
图3 裤衩三维模型示意图
3.1.2 纵梁、边梁制作
纵梁、边梁腹板按放大后的工艺曲率半径绘图,数控编程下料,采用1.5长外弧样板检测。纵梁腹板与翼板、边梁腹板与翼板部件组拼焊接校正,控制腹板焊后曲率半径,样板检测。
3.1.3 面板制作
绘制面板下料拼接图,面板拼接位置相邻焊缝错开200 mm以上,工厂内焊缝坡口在面板内侧,工地现场焊缝坡口在面板外侧,门叶结构整体焊接后,背面清根焊透。各面板拼接料零件卷制弧度,制作2 000 mm长度内弧样板检查面板弧度。
3.2 门叶整体组焊
面板弧胎上整体铺设并调整弧度,根据工艺放样图整体划线组拼,从主横梁开始依次组装各梁系,检查合格后按焊接工艺要求在门叶定位焊后进行整体焊接。在门叶弧形胎具上进行整体焊接,在完成焊接并进行解体后对面板迎水面气刨清根焊接,修校合格后以门叶各中心标记为基准复验焊接收缩尺寸,并以中心线为基准划线修割面板周边余量,钻水封螺孔。
3.3 支臂整体组焊
支臂各箱型梁及裤衩部件组焊修校检查合格后,在钢平台上划支臂组装线,依次组装铰链、裤衩、支臂,配焊支臂与裤衩的连接端板,划线加工端板,支臂二次复拼,配装支臂竖杆、斜杆,做出工地组焊定位标识,支臂连接加固。
3.4 门叶整体大组
支臂卧拼及各节门叶检查合格后,在组装平台上放门叶整体大组地样,支臂整体吊装就位及调整,铰链吊装就位及支臂铰链精调、加固。从底节开始依次吊装门叶结构并调整就位,门叶结构整体微调及加固。
4 质量控制
旬阳水电站冲砂泄洪闸弧形工作门为斜三支臂超大型弧形闸门,依据规范和施工图纸,对门叶几何尺寸和焊接质量控制都有较高要求,按照公司质量体系运行要求,从工艺文件制定、材料采购到产品交付使用等各环节都进行了严格控制,确保了产品质量。
4.1 产品检验策划
根据规范、图纸及工艺文件要求,编制产品《质量检验策划》文件,明确质量控制[5,6]点及相关要求,产品正式生产前,组织各部门人员进行技术、质量、安全交底。
4.2 工序质量控制
根据产品制造工艺流程和质量检验工序流程,对产品制造过程的每一道工序实行全过程的质量监控,严格工艺纪律,将产品制造过程中的各道工序完成节点做为关键控制点并在检验过程中做好相应的控制检验记录,严格执行三检制度,严控产品过程质量,确保产品的最终质量。
4.3 面板放样及门叶组拼控制
面板放样按预放收缩余量的工艺放样图执行,整体划组对线,检查面板放样尺寸,采取几何尺寸和2 000 mm长内弧样板配合的方式检查,控制面板内弧曲率半径与工艺尺寸偏差≤2 mm,做出门叶中心、主横梁中心、边梁中心、门叶底缘检查标记。门叶组拼控制主横梁跨距、对角线相对差及组拼间隙,各组拼部位须结合紧密,局部间隙≤2 mm,不允许强行组对。
4.4 支臂平拼控制
支臂平拼以三维建模尺寸控制拼装质量,放平拼整体组装地样线,控制组拼时支臂扭角、支臂前端开档及支臂长度尺寸,节间连接端板四角采用定位销定位。焊后划支臂连接端板加工线时,控制端板加工后尺寸不得小于设计厚度,支臂复拼全面检查拼装质量,加工后各连接位置局部间隙不得大于0.3 mm,且不得有贯穿间隙。
4.5 焊接质量控制
4.5.1 焊接方法选择
主梁、支臂腹板及翼板的对接焊缝采用埋弧焊焊接;主梁、支臂箱型梁的组合焊缝采用埋弧焊焊接;面板清根后采用埋弧焊焊接;其余焊缝采用CO2气体保护焊焊接。埋弧焊对接、角接焊接工艺参数如表2所示。

表2 埋弧焊对接、角接焊接工艺参数
4.5.2 门体整体组拼控制
门体整体组拼时,下支臂与门叶底节主横梁中心线呈水平状态(整体组拼状态见图4),控制支臂铰链同轴度、铰链中心距、铰链轴孔中心至面板内弧半径、侧轮踏面共面度、门叶节间组对间隙等尺寸。合格后划支臂前端修割线、吊耳轴孔加工线,装焊节间定位块,做出安装定位检查线和标识。

图4 冲砂泄洪闸弧形工作门整体组拼状态示意图
5 结论
通过上述主要制作工艺和质量控制,有效控制了旬阳水电站冲砂泄洪闸弧形工作闸门门体的制作质量,经厂内大组和现场安装检验,各项质量指标均符合规范和图纸要求。
猜你喜欢
商品与质量(2021年39期)2021-12-05
心声歌刊(2021年4期)2021-10-13
百花(2021年3期)2021-09-10
云南化工(2020年8期)2020-08-25
化工管理(2017年26期)2017-03-04
化工管理(2015年29期)2015-08-15
特种油气藏(2015年1期)2015-05-15
中国水能及电气化(2015年4期)2015-01-26
湖南农业科学(2014年5期)2014-02-27
城市建设理论研究(2012年22期)2012-09-06
