
新型添加剂碱性锌酸盐镀锌工艺研究
2024-02-23 15:27:58郭俊文魏垣伟张曙娟杨继锋
新技术新工艺 2024年1期
郭俊文,魏垣伟,张曙娟,杨继锋,刘 琳
(山西北方机械制造有限责任公司,山西 太原 030000)
电镀锌是利用电解原理在钢铁制品表面形成均匀、致密、结合良好的锌层的过程。镀锌层是一种应用最为广泛的功能防护性镀层。经过钝化处理的镀锌层不仅可获得各种色彩,增加装饰效果,而且会大大提高镀层的耐蚀性。镀锌应用相当广泛,是电镀生产量最大的镀种之一[1-2]。
由于碱性锌酸盐不含氰化物、锌金属浓度低的特点,对于三废的治理有很大的帮助。而且碱性锌酸盐相较其他镀锌体系,在运行成本、设备寿命等方面具有明显优势[3-4]。但传统DE型添加剂镀液,存在光亮范围窄、分散能力差、覆盖能力弱的工艺缺点,且镀件返工率高,镀液不易维护,不利于过程掌控和质量保障。为进一步提升装备质量、优化镀锌工艺,本文选择了两个行业内知名厂家的两种新型添加剂,通过经济快捷的霍尔槽试验,对镀液的光亮范围、分散能力、覆盖能力及镀层结合力等方面的性能进行了测定[5-11],并与传统DE型碱性锌酸盐镀液进行了比较,优选了新型添加剂镀锌工艺。
1 试验前准备
材料:氢氧化钠、氧化锌、A厂家新型添加剂、B厂家新型添加剂、传统DE型添加剂、硝酸,铜板阴极试片(100 mm×70 mm×0.5 mm)、低碳钢板阳极试片(63 mm×70 mm×5 mm)、φ16 mm(内径)×100 mm的低碳钢管、碳钢钢板(100 mm×50 mm×0.5 mm)。
设备:直流电源、250 mL标准霍尔槽、测厚仪、托盘天平、烧杯、量筒、温度计、电吹风。
镀液配方:试验采用的3种镀液配方见表1,Zn2+浓度为12 g/L,NaOH浓度为120 g/L,其余添加剂均为各自范围上限值。

表1 3种镀液配方
2 霍尔槽试验原理
霍尔槽(见图1)也叫哈氏槽或梯形槽,是由美国的R. O. Hull于1939年发明的,是一种试验效果好、操作简单、所需溶液体积小的小型电镀试验槽。由于霍尔槽试片两端到阳极的距离有很大差别,加上在角部的屏蔽效应,使同一试片从近阳极端和远阳极端的电流密度有很大的差异,并且电流密度的分布呈现由大(近阳极)到小(远阳极)的线性分布。根据通过霍尔槽总电流大小的不同,其远近两端电流密度的大小差值达50倍。它可以较好地获得外观合格镀层的电流密度范围,还可以测定镀液的分散能力、覆盖能力等。因此,霍尔槽试验在电镀工艺试验研究和现场生产质量控制方面都得到了广泛的应用。

图1 霍尔槽结构
3 试验与分析
3.1 电流密度范围比较
选取100 mm×70 mm×0.5 mm的铜试片,经过镀前处理后,在温度20~30 ℃无搅拌状态下,电流密度1 A/dm2,用霍尔槽进行电镀试验10 min,电镀出光、水洗后,吹干待检。
根据试验后试片的镀层外观绘制示意图(见表2)。从表2中可以看到,使用A型镀液试验后得到的试片在高区开端处有10 mm宽的灰暗及点蚀区,在低区有20 mm宽的灰暗区;B型镀液试验后得到的试片表面整体光亮无条纹,无漏镀及灰暗区;DE型镀液试验后得到的试片在高区有5 mm宽的灰暗区,在低区有20 mm宽的半光亮区、10 mm宽的灰暗区、10 mm宽的条纹区、10 mm宽的粗糙区。
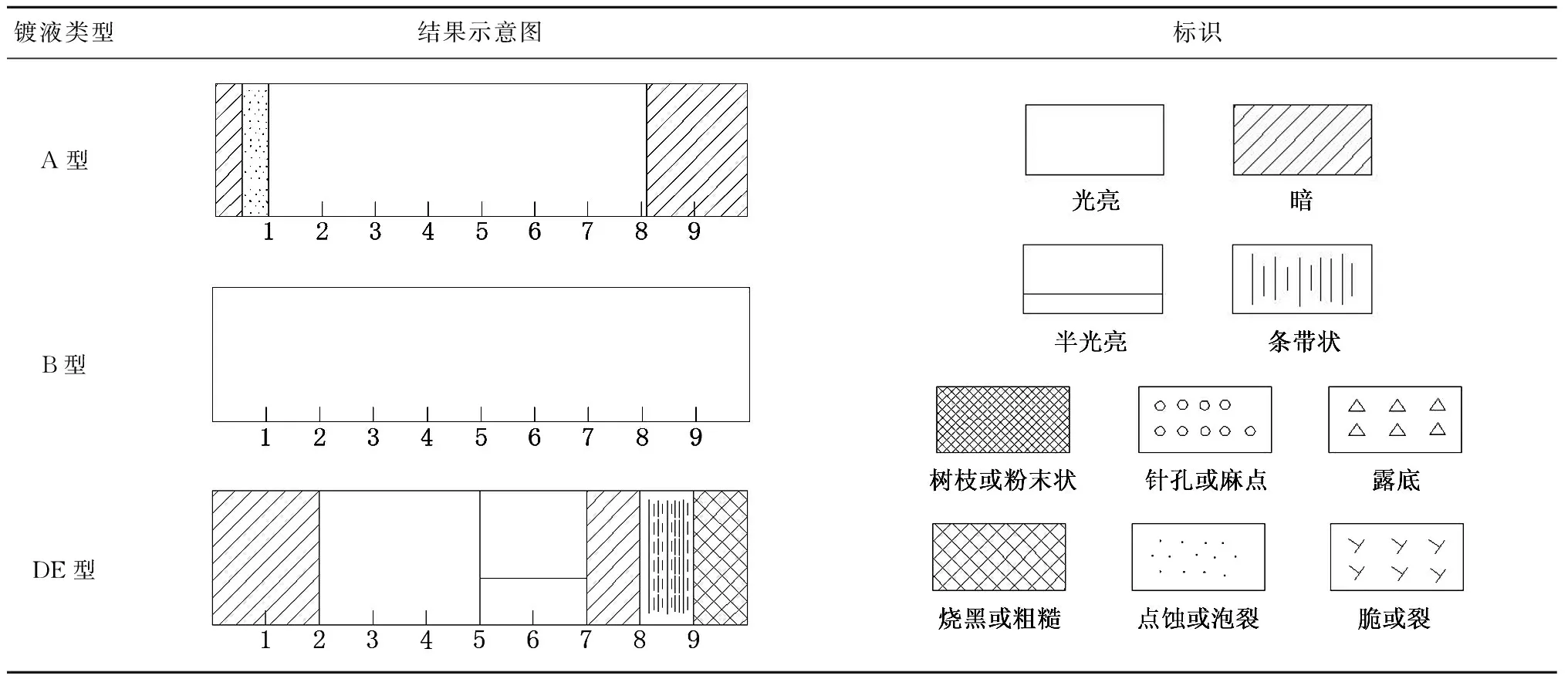
表2 镀层外观示意图对比表
3种镀锌工艺光亮区对应的电流密度范围(见表3)可通过经验公式(式1)计算得出:

表3 不同镀锌工艺电流密度范围
Dk=I(5.1-5.24lgL)
(1)
式中,Dk是阴极某处的电流密度值,单位为A/dm2;I是试验时所采用的电流强度,单位为A;L是阴极上某处与近端的距离,单位为mm。
通过表3可以发现,A、B型镀锌工艺电流密度范围广,而DE型碱性镀锌工艺电流密度范围窄。
3.2 分散能力比较
选取铜试片,经过镀前处理后,在温度20~30 ℃无搅拌状态下,电流密度2 A/dm2,用霍尔槽进行电镀试验20 min后,将试片水洗干净,吹干待测。
试验后将试片划分成8个部分,然后测出1~8号方格中心部位镀层的厚度δ1~δ8,根据式2计算分散能力:
T=δi/δ1×100%
(2)
式中,δi为2~8方格中任一选定的镀层厚度;δ1为1号方格中的镀层厚度。
试验结果见表4。

表4 霍尔槽法测量溶液的分散能力结果
由表4可知,A型镀液的平均分散能力为77.5%,B型镀液的平均分散能力为92.4%,DE型镀液的平均分散能力为67.1%。通过比较可以发现,B型镀液的分散能力最好。结合图2所示不同镀液获得镀层的厚度分布曲线,可以明显看出,用B型镀锌配方电镀后获得的镀层分布更加均匀,可以避免在实际生产中因尖端效应所致的镀层厚度分布不均匀现象。

图2 不同镀液获得镀层的厚度分布曲线
3.3 覆盖能力比较
选取低碳钢管,经过镀前处理后,在温度20~30 ℃无搅拌状态下,电流密度2 A/dm2,用霍尔槽进行电镀试验20 min后,洗净吹干后待测。试验时,钢管水平放置于镀槽中间,内孔正对阳极。内孔法测覆盖能力示意图如图3所示。

图3 内孔法测覆盖能力示意图
试验后将钢管纵向切开,测量内孔中镀层的长度L,用其和内孔径D之比评定覆盖能力,根据下式计算覆盖能力:
K=L/D×100%
(3)
式中,L是钢管纵向切开后,内孔中镀层的长度,单位为mm;D是内孔直径,单位为mm。
覆盖能力试验结果见表5,从表5中可以看出,B型添加剂的覆盖能力最优。
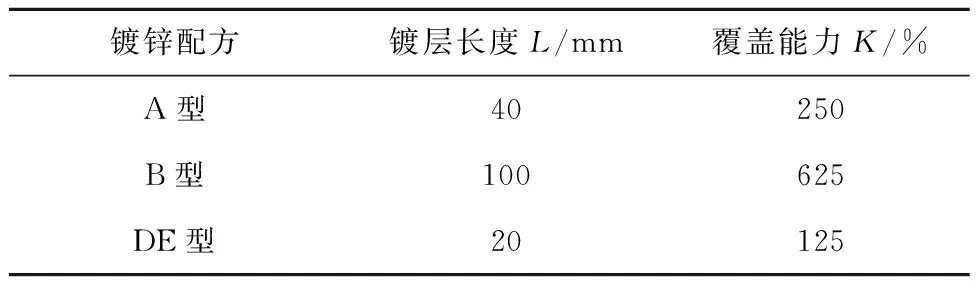
表5 覆盖能力测试结果
3.4 镀层结合力比较
1)镀层结合力检验。
选取铜试片,经过镀前处理后,在温度20~30 ℃无搅拌状态下,电流密度2 A/dm2,用霍尔槽进行电镀试验20 min后,将试片水洗,吹干待测。
按照WJ 2550—2000《兵器产品金属电镀层通用规范》4.5.4条中“镀层结合力检验方法中的弯曲法”进行结合力检验,将试样夹在台钳上,反复弯曲直至基体金属断裂,断裂后观察端口附近的镀层情况(见图4)。

a)A型 b)B型 c)DE型
从图4中可以看出,按照3种不同的镀锌工艺电镀后的试样经弯曲检验后,其断口长度95%的镀层均未出现起皮、脱落的现象,均符合要求。
2)镀层脆性检验。
锌是一种脆性较大的金属,镀锌层一般都具有一定的脆性。用碳钢钢板按照镀锌工艺流程镀锌,使镀层厚度大于20 μm,用弯曲法检验镀锌层脆性,将试片弯曲180°直到断裂,检查断裂处镀层状况,经检测。当镀层≥25 μm时,A、B型镀锌工艺镀层没有出现镀层脱落现象,DE型镀锌工艺断口镀层脱落。工艺表明,A、B型镀锌工艺镀锌层的脆性较小,DE镀锌工艺镀层脆性大。镀锌层脆性检验结果见表6。

表6 镀锌层脆性检验结果
4 结语
通过上述研究可以得出如下结论。
1)两种新型添加剂与传统添加剂相比,电流密度范围、分散能力、覆盖能力均不同程度有提高,其中B型添加剂镀液具有更宽的电流密度范围,是DE型添加剂的2.5倍;分散能力、覆盖能力分别提升25.3%和500%,能适应形状复杂的零件电镀,有利于提高工件表面镀层的整体质量。
2)在镀层厚度较小时添加剂对镀层结合力和镀层脆性的影响较小,但在镀层超过25 μm时,采用传统添加剂获得的镀层脆性明显增大,不能适应镀层厚度要求高的零件电镀,采用新型B型添加剂可完全避免该类问题的发生。
3)本文系统性详细地通过霍尔槽试验的方法测定了镀液各项性能,为今后的添加剂选择试验奠定了基础。
猜你喜欢
腐蚀与防护(2023年6期)2023-08-20 13:37:06
腐蚀与防护(2021年8期)2021-09-07 12:30:24
哈尔滨轴承(2020年1期)2020-11-03 09:16:06
表面工程与再制造(2019年3期)2019-09-18 01:35:16
电镀与环保(2018年4期)2018-08-20 03:08:10
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:13
电镀与环保(2017年2期)2017-05-17 03:42:23
电镀与环保(2017年2期)2017-05-17 03:42:17
表面工程与再制造(2014年2期)2014-02-27 06:46:04
