
电加热机织物的发热性能及发热均匀性探讨
2024-02-20 09:02孟小奕和杉杉周心怡李嘉玲饶仓尔薛文良
产业用纺织品 2024年1期
孟小奕 和杉杉 周心怡 李嘉玲 饶仓尔 薛文良
1. 东华大学 a.产业用纺织品教育部工程研究中心,b.纺织学院,上海 201620;2. 联通(浙江)产业互联网有限公司,浙江 杭州 310051
低温环境下,积极响应的供热方式能够快速调节人体微环境温度,改善人体热舒适度。与某些极易受环境和人体微环境影响、温度调节有限的积极发热方式不同[1],电加热具有反应时间短、温度易控制、绿色无污染等特点[2],已广泛应用于防寒保暖[3-4]、物理热疗[5]、运动康复辅助[6-7]、智能可穿戴[8-11]等领域。目前,电加热服已逐渐成为市场上最常见的智能防寒保暖服装。
发热性能和发热均匀性是电加热织物的重要指标。织物局部温度过高或过低都会使人体产生不适感,当电加热织物产生严重温度差异时,织物局部甚至可能会被烧穿。服用纺织品的发热性能和发热均匀性主要受电加热元件、织造方式、电路设计和工艺参数等因素影响。一维导电纱制备的电加热织物柔软轻薄、透气性好,适用于制备服用纺织品[12]。常见的有关一维导电加热元件的研究结论有:金属丝如细铜丝加热温度高,但易氧化和老化[13];金属/镀金属纱温度适宜,织成的织物具有柔性,但电阻不易控制[14-15],温度不稳定[16-17];碳基导电纱低压下温度高、加热稳定性好,但不耐水洗[18];在碳纤维表面镀金属可提高电导率,但力学性能会降低,且不适用于制备柔性织物[19-20]。
常见的电加热织物织造方式有3种:刺绣法,即借助刺绣工艺将铜丝等金属丝与柔性织物复合,通过调节金属丝长度控制电阻及功率密度,但表面裸露的金属丝易氧化,这会造成发热不均匀[21];针织法,所得织物更柔软,但拉伸时电阻会发生变化,电加热效果受影响;机织法,所得织物伸缩率小,电阻稳定性好,但电加热元件引入时会引起纱线磨损。此外,电路的设计也会影响织物的整体电阻值及加热稳定性。研究表明:串联式电加热机织物比并联式电加热机织物的发热均匀性更好[22];并联结构中,电加热元件“∞”字形排布的织物表面温度比“井”字形排布的织物表面温度分布更均匀[23]。此外,工艺参数也会直接影响织物的发热效果:织物结构越紧密,发热均匀性越好[24];金属/镀金属纱排列越稀疏,瞬时表面温度低,发热均匀性更好[25]。
目前,表征织物表面温度均匀性的方法有直方图法[26]、像素二值法[22]、温度三维图法[27]、温度均匀系数法[28]等。直方图法操作简单,但无法表征空间位置温度的分布;像素二值法误差较大;温度三维图最为直观,但样品之间较难量化比较;温度均匀系数虽能解决指标量化的问题,但表征由一维导电加热元件制备的电加热织物时,还存在温度测点取点均落在加热元件上的偶然性,因此需对该方法进一步优化。
为了改善发热均匀性,本试验优化了温度均匀系数测试方法,并以不锈钢纤维纱为发热金属丝制备电加热机织物,基于正交试验设计织物制备方案,探究不同工艺参数对电加热织物发热性能和温度均匀性的影响。
1 试验设计
1.1 试验材料与仪器
经纱选用28.12 tex的本白黏胶纱;纬纱选用19.68 tex的本白黏胶纱,并间隔插入直径为275 μm的2股并捻不锈钢纤维纱。
采用JZ00348型数码提花机(浙江澳亚织造股份有限公司)制备机织物;采用AN155 M型直流稳压电源(供应直流电压0~15 V,ANTELVES公司)开展温升和散热测试;采用DLX890C+型万用表(中国德力西电气有限公司)测试电阻;采用FLIR T640型红外热像仪(美国FLIR公司)测试发热均匀性。
1.2 电加热机织物的制备
采用提花机制备黏胶/不锈钢纤维纱织物,其中不锈钢纤维纱通过手动引纬参与织造。本文将深入研究织造工艺对黏胶/不锈钢纤维纱织物发热性能的影响规律。选择纬纱排列规律、纬纱密度和织物组织结构作为正交试验设计的主要影响因素。纬纱排列规律三水平A1、A2、A3依次为1根不锈钢纤维纱+3根黏胶纱、1根不锈钢纤维纱+5根黏胶纱、1根不锈钢纤维纱+7根黏胶纱;纬纱密度三水平B1、B2、B3依次为6.5、8.5、10.5 根/cm;织物组织结构三水平C1、C2、C3依次为经二重1/3、经二重1/5、经二重1/7。
基于三因素三水平正交试验方案制备9组样品,并按H1~H9依次命名(表1)。

表1 正交试验方案Tab.1 Orthogonal test schemes
1.3 温升和散热测试
接通或断开电源后,利用一段时间内织物表面的瞬时温度表征织物的电热温升性能和散热性能。具体测试为:在恒温恒湿环境中对测试样品两端施加6 V电压,先进行温升测试,测试时间为40 min;再断开电源,进行散热测试,测试时间为20 min。测试过程中,每隔2 min记录织物表面瞬时温度。
1.4 发热功率密度
发热功率密度表征的是电加热机织物温升时单位面积织物所需的功率大小。发热功率密度与材料的发热性能正相关,发热功率密度越大,发热性能越优异。
测试电加热机织物的电压、电流以及实际加热面积,再根据式(1)计算织物的发热功率密度。每组样品测10次,结果取平均值。
σ=UI/S
(1)
式中:σ为织物的发热功率密度,W/m2;U为通过织物两端的电压,V;I为通过织物的电流,A;S为加热的织物表面积,cm2。
1.5 发热均匀性
温度均匀系数表征的是织物表面瞬时温度的分布情况,其反映了电加热织物表面温度的一致性即发热均匀性。温度均匀系数越高,则织物表面瞬时温度越不均匀。测试时,先依据GB/T 7287—2008《红外辐射加热器试验方法》中的九宫格取点法确定温度测点,再按式(2)计算温度均匀系数。但针对一维金属加热元件制得的电加热机织物,考虑到温度测点存在均落在加热元件上的偶然性,本文对九宫格取点法进行了优化,即温度测点分别取9、25、49、81、121、169点进行研究,以优选出最佳温度测点取点数。
(2)
式中:α为温度均匀系数;T0为电加热机织物表面几何中心处的温度,K;Ti为电加热机织物第i点的温度,K;n为除电加热机织物表面几何中心处温度测点外的温度测点取点数。
2 结果与讨论
2.1 织物温升和散热曲线
织物两端接入6 V电压后,织物表面几何中心的温升曲线如图1所示。接通电源5 min内,织物快速升温,其中H3、H5、H6和H9温度超过45 ℃,升温速率较其他织物的更高;之后继续升温,在30~40 min时织物温度趋于稳定,其中H3、H5、H6稳态平衡时的最大瞬时表面温度超过50 ℃,最高达60 ℃,H7和H8稳态平衡时的最大瞬时表面温度相对较低,其中H7仅为39 ℃。有研究表明:60 ℃热源接触人体1 min将导致蛋白质凝固,并造成皮肤不可逆的损害[28];49 ℃热源接触人体3 min,将引起红斑,持续9 min将导致表皮坏死[29];人体长时间接触45 ℃的热源,虽感觉不烫,但长时间接触后痛觉神经会麻木,导致低温烫伤[30]。本文的温升试验结果表明,H4、H8和H7稳态平衡时的最大瞬时表面温度能够稳定在不超过45 ℃,三者符合电发热织物的应用需求。

图1 电加热机织物样品的温升及散热曲线Fig.1 Temperature rise and heat dissipation curves of electric heating woven fabrics
图1还显示了接入电源40 min后断开电源,织物表面几何中心的温度。可以看出:在电源断开后的4 min内,织物表面温度骤降,8 min时温度逐步趋向初始温度。由于热量会从高温区域传向低温区域,故本研究主要考虑不锈钢纤维纱的热量向织物内部的热传导及与织物表面空气形成热对流。根据能量守恒定律,接入电源后,生成的热量会向织物表面及空气层快速传递,织物表面温度持续上升。当织物表面温度不变时,织物的整体热量不再发生变化,此时电加热产生的热量等于织物向空气层扩散的热量,即织物达到传热学上的稳态平衡。断电后,不锈钢纤维纱不再产生热量,但原有的热量还会继续向空气中扩散;图1中断电20 min后即测试进行60 min时,织物表面几何中心的温度与试验初始温度有偏差,这也反映了各样品的蓄热能力。结合断电后织物表面温度的变化情况,比较一定时间内织物单位面积表面温度的变化速率,得出织物蓄热能力排序为H1>H2>H6>H3>H5>H4>H7>H9>H8。
2.2 发热功率密度
9组电加热机织物的发热功率密度如表2所示。从表2可知:在相同的输入电压下,9组样品中H2、H3的发热功率密度(σ)较大,H7、H8的发热功率密度较小;H3的发热功率密度是H7的3倍多,前者单位面积产生的热量更多,温度更高,这在图1中也得到了印证,原因在于H3中不锈钢纤维纱排列根数更多,间隔更小,加之纬密较大,故H3中不锈钢纤维纱的有效加热面积更小,而H7采用经二重1/7组织结构,该结构较H3疏松,热量散失较多,故H7整体蓄热能力较差。

表2 电加热机织物的发热功率密度Tab.2 Heating power densities of electric heating woven fabrics
2.3 织物均匀性
制备的电加热机织物的温度均匀系数如图2所示。由图2可知,随着有效加热面积内温度测点取点数的增加,温度均匀系数先增加后逐渐趋于稳定。其中,当温度测点取超过81点时,温度均匀系数无明显增长趋势,故确定温度测点取81点作为本研究中可信的均匀度评价方案。温度测点取81点时测得电加热机织物的温度均匀系数如图3所示。

图2 电加热机织物的温度均匀系数Fig.2 Temperature uniformity coefficients of electric heating woven fabrics
电加热机织物的温度三维图如图4所示,从中可以更为直观地看出织物表面温度的分布:H2和H3的温度均匀系数远大于其他样品,H2的温度分布在34.3~59.8 ℃,H3的温度分布在28.0~52.4 ℃;H4、H5和H6表面温度分布较平均,结合图3中三者的温度均匀系数,表明使用温度均匀系数表征表面温度分布可靠。
2.4 正交试验结果分析
2.4.1 发热性能
以发热功率密度为研究对象,各因素对电加热机织物发热性能的正交试验极差分析结果见表3。从表3可知,就发热性能来说,最优条件是A1B3C3,该条件下制备的电加热机织物具有最大的发热功率密度,各因素影响显著性排序为A>B>C。从试验设计来看,纬纱排列规律和纬纱密度会直接影响有效加热面积。有效加热面积越小,发热功率密度越大。再结合图1可知,发热功率密度越大,短时间内温升速率和稳态平衡时最大瞬时表面温度越高。此外,织物组织结构越紧密,织物散热越少,蓄热能力越强。

表3 发热功率密度极差分析Tab.3 Analysis range of heating power densities
2.4.2 发热均匀性
以温度均匀系数为研究对象,各因素对电加热机织物发热均匀性的正交试验极差分析结果见表4。温度均匀系数越小,织物的发热均匀性越好。从表4可知,就发热均匀性而言,最优条件是A2B1C1,该条件下制备的电加热机织物具有最小的温度均匀系数,各因素影响显著性排序为A>B>C。接入电源后,不锈钢纤维纱在通电过程中会不断地向织物表面和空气传递热量,并在不锈钢纤维纱周围形成温度分布场,直到不锈钢纤维纱和织物、空气形成的复合热场达到热平衡,此时继续产生的热量等于织物在空气和织物中散失的热量。纬纱中不锈钢纤维纱和黏胶纱间隔较大或纬密较小时,电加热元件间的物理距离增加,温度分布场的高温度区域相互分离,织物表面温度减小;纬纱中不锈钢纤维纱和黏胶纱间隔较小或纬密较大时,高温区域叠加,织物表面温度增加。但过小的纱线间隔不利于高温分布区域的有效利用,过大的纱线间隔不利于温度均匀分布。双层织物组织结构决定了织物的紧密度和空隙,使织物在产生热量的过程中一方面热量散失减少,另一方面热量在织物的二维平面内传导,织物发热均匀性得到改善。
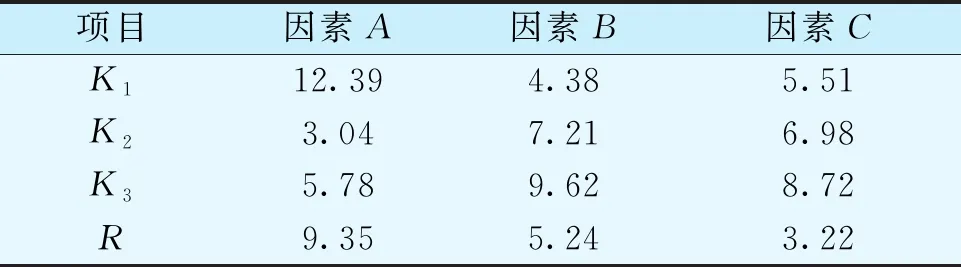
表4 温度均匀系数极差分析
3 结论
(1)温升试验结果表明,H4、H8和H7稳态平衡时的最大瞬时表面温度能够稳定在不超过45 ℃,符合电发热织物的应用要求。散热试验结果表明,织物蓄热能力排序为H1>H2>H6>H3>H5>H4>H7>H9>H8。
(2)随着有效加热面积内温度测点取点数的增加,温度均匀系数先增加后逐渐趋于稳定。当温度测点取超过81点时,温度均匀系数无明显增长趋势,故确定温度测点取81点作为本研究中可信的均匀度评价方案。
(3)当电加热机织物的纬纱排列规律为1根不锈钢纤维纱+3根黏胶纱、纬纱密度为10.5根/cm及组织结构为经二重1/7时,织物具有较为优异的发热性能,发热功率密度为857.23 W/m2;当电加热机织物的纬纱排列规律为1根不锈钢纤维纱+5根黏胶纱、纬纱密度为6.5根/cm及组织结构为经二重1/3时,织物具有较为优异的发热均匀性。

期刊采编平台

中国知网下载
猜你喜欢
石油沥青(2022年2期)2022-05-23
海洋通报(2020年2期)2020-09-04
第一财经(2017年29期)2017-08-10
当代化工研究(2016年6期)2016-03-20
化纤与纺织技术(2015年3期)2015-12-26
化纤与纺织技术(2015年3期)2015-12-26
化纤与纺织技术(2015年1期)2015-12-26
四川师范大学学报(自然科学版)(2015年1期)2015-02-28
中医研究(2014年4期)2014-03-11
机电产品开发与创新(2014年4期)2014-03-11
