
铝硅合金阳极氧化表面黑斑缺陷形成机制研究
2024-02-05 07:31:56葛瑞超徐勇甘信柱汪文洋
山东建筑大学学报 2024年1期
葛瑞超,徐勇,甘信柱,汪文洋
(山东建筑大学材料科学与工程学院,山东 济南 250101)
0 引言
铝合金是应用最广泛的轻金属结构材料之一[1],而其中的铝硅合金具有比强度高、机械加工性好、易于成形、导电导热性能优良、成本低且可控等一系列优点[2],已广泛应用于国民经济的各个领域,具有广阔的发展前景。
性质活泼的铝元素与氧具有良好的结合能力,容易在铝硅合金表面形成一层致密的氧化铝薄膜[3],阻隔了合金基体与腐蚀物质间的接触和反应,提高了合金的耐腐蚀能力。 但自然条件下形成的氧化膜厚度不足,难以达到工业上的耐腐蚀要求[4],因此需要通过电镀、化学镀、化学转化和阳极氧化等技术形成耐蚀性保护膜[5]。 Hu 等[6]和Iewkitthayakorm 等[7]通过对铝氧化膜生长情况的观察,提出并完善了铝合金阳极氧化的生长模型,极大地促进了阳极氧化技术的发展。 阳极氧化技术工艺操作简单、成本低廉,所制备的氧化膜吸附性强、膜层完整,具有良好的力学和耐腐蚀性能,在工业上得到了广泛应用。 阳极氧化工艺又称为钝化处理,当铝合金工件作为电化学的阳极时,通过电化学反应在表面形成一层均匀、致密、连续的氧化铝保护膜,从而达到提高铝合金的耐蚀性能的目的。 然而,氧化过程中,在工件表面常会形成黑色斑块等缺陷[8],造成了工件报废或者返工,增加了工件的生产成本。 淡婷等[8]总结出铝合金阳极氧化产生黑斑缺陷的典型案例,对避免这类缺陷的出现提出了很好的建议。 但目前相关研究还不够深入,需要进一步探讨阳极氧化缺陷形成的机制。
基于此, 采用扫描电子显微镜(Scanning Electron Microscope,SEM)、X 射线衍射(X -ray Diffraction,XRD)和光学显微镜(Optical Microscope,OM),对实际生产中的铝硅合金工件表面黑色斑块缺陷的端面、切面进行显微组织和能谱(Energy Disperse Spectroscopy,EDS)分析,结合工艺过程、合金相图讨论缺陷的形成机制,从而达到改善工艺、提高成品率的目的。
1 试验方法
1.1 合金成分与物相组成
样品为ZL101A 铝硅合金工件(Φ500 mm ×10 mm法兰盘),其冶炼所用铸锭含有各元素的质量分数为0.25%~0.45%的Mg、6.50%~7.50% 的Si、0.08%~0.20% 的Ti、0.10% 的Cu、0.10%的Mn、0.20%的Zr、0.10%的Zn,余量为Al。 合金的冶炼、变质处理(变质剂为Al-10Sr 中间合金)是在铸铁包中进行的,并通过Q235 低碳钢升液管实施低压铸造成型(约750 ℃)。 成型后的铝硅合金工件中以先共晶α-Al 和共晶体相(α-Al+Si)E为主,但工件中也存在着较多的Fe,与合金中的Al 化合后会形成Fe-Al 化合物相。
根据图1(a)Al-Si 合金相图[9],ZL101A 合金成分在共晶点(12.2%的Si)左侧的亚共晶区,因此在平衡凝固过程中首先形成先共晶的α-Al 固熔体相,再形成片状共晶体(Al+Si)E,在实际生产过程中经过变质处理后,片状共晶体转变为粒状共晶体[10]。 根据图1(b)Al-Fe 二元合金相图[9],在富Al 相区,主要以不稳定化合物FeAl3和稳定化合物Fe2Al5相为主,其中富Al 合金熔体在平衡状态下会发生匀晶转变,即L➝FeAl3,而在655 ℃条件下则会发生共晶转变的L➝FeAl3+α-Al,随着Fe 体积分数的增加,FeAl3相会分解为Fe2Al5相[11]。

图1 Al 与Si、Fe 的二元合金相图
1.2 阳极氧化工艺
ZL101A 铝硅合金工件的阳极氧化工艺流程为:夹装➝水洗➝脱油剂清洗➝三级水洗➝碱洗➝硝酸中和清洗(除灰)➝二级水洗➝阳极氧化➝水热封闭处理。 其中:夹装后应使用纯净水超声波清洗外表灰尘;再脱油剂清洗30~50 s,去除外表面沾染的油污;而采用40~55 ℃的NaOH 溶液(40 g/L)碱洗,去除表面杂质、残留的自然氧化膜等;除灰则采用硝酸溶液(150 mL/L)中和清洗(针对前期碱洗),并浸泡1~3 min。 电解液为硫酸溶液(100 mL/L),实验温度恒定为20 ℃,电压为15 ~16 V,阳极氧化的时间为40 ~50 min。 电解液配制使用硫酸加纯净水,禁止使用自来水,防止其他矿物质、Cl-等杂质;水热封闭处理,恒温75 ~85 ℃,禁止超过90 ℃,封闭时间为10 min;工件以多件悬挂排列的形式置于电解液中。
1.3 样品制备与检测
在中心处剖切黑色斑块试样,将切割好的试样按常规铝硅合金金相制备处理。 试样分为缺陷表面即宏观形貌中的端面和剖切面即缺陷内部两块。 检测设备为SEM 和EDS,检测是在JSM-6380 型扫描电子显微镜上进行的,工作电压为20 kV、扫描距离为10 mm。 OM 分析是在尼康EPIPHOT300 型金相显微镜上进行的。 XRD 分析是在 Bruker D8 Advance 上进行的,扫描速度为2(°)/min。
2 结果与讨论
2.1 缺陷宏观分析
铝硅合金阳极氧化后的黑色斑块缺陷宏观特征如图2(a)所示。 缺陷在工件中产生的位置比较随机,既可能出现在工件的端面上,也可能出现在工件钻孔中。 虽然位置不固定,但均产生在端面一侧,即与阴极极板相对的面。 另外,观察可知工件上的缺陷形貌、尺寸基本是相同的,说明产生黑斑缺陷的外在条件相同。
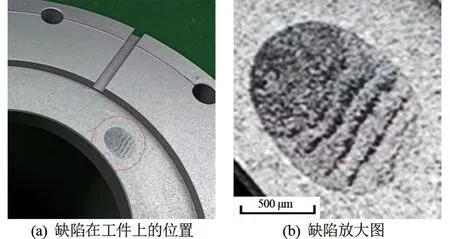
图2 黑色斑块缺陷特征图
缺陷的主要表面宏观特征是规则的、具有明显平滑界线的椭圆形斑块,曲线外侧是均匀的灰黑色斑块,曲线内侧为黑色条纹和灰白色的基底斑块,如图2(b)所示。 根据Al-Si 合金相图及平衡组织特征可知,合金中的灰色组织为固熔体Si 相,当Si 较多的时候显示为灰黑色,较少则显示为灰白色。
另外,将工件的端面缺陷处车削1 mm 后,缺陷的宏观形貌基本没有变化,表明黑色斑块缺陷不是仅在表面形成的污染或者化学腐蚀,而是从里到外的一种化学变化。 结合电化学工艺可知其为电化学反应导致的合金组织结构转变。
2.2 显微组织分析
通过对黑色斑块缺陷区域的切割制样,可以分析表面部位(宏观形貌中的端面)和剖面部位(垂直于端面的纵切面)的显微组织形貌特征。 切割取样时,保留了黑斑缺陷周围的正常区域,方便对比分析。 缺陷组织(黑色斑块)和正常组织(未出现缺陷)区域的光学显微分析结果如图3 所示。 没有出现缺陷的正常合金组织区域如图3(a)所示,样品组织为粗枝晶状先共晶α-Al 和粒状共晶体组织(α-Al+Si)E,这是典型的变质铝硅合金组织。 其中,先共晶α-Al 的表现较为粗大,且出现一次枝晶和二次枝晶形貌,在整个晶体中的体积分数比较高,达到了50%~60%(根据显微组织估算的体积分数,下同)。 对于变质处理后的粒状共晶体(α-Al+Si)E,其中Si 相的分布均匀、颗粒较小,没有明显的规则形貌,在合金组织中的体积分数<50%,没有形成团簇性聚集区。
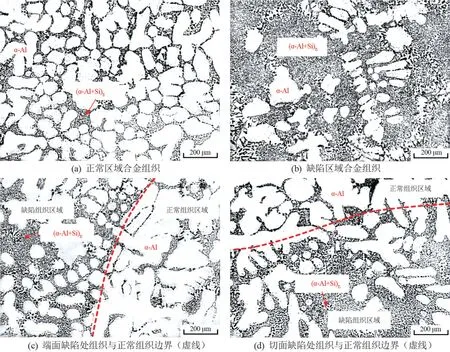
图3 OM 显微组织图
在缺陷组织区域,组织形貌发生了很大变化,如图3(b)所示。 (1) 先共晶α-Al 的体积分数明显减少,仅达到了30%甚至更少,而粒状(α-Al+Si)E共晶体则明显增多,达到了70%;(2) 组织形貌上α-Al 相的尺寸明显减少,且基本失去了粗枝晶的一次或二次枝晶的形貌特征,表现为块体状(球状或者粗棒状),并趋于排成一列分布,处于枝晶形成的初期形貌;而(α-Al+Si)E共晶体中除了粒状Si 形貌,也出现了大量细片状Si 颗粒。
由图3(c)和(d)可知:缺陷组织中的α-Al 相部分保留了粗枝晶状态,离边界线越远,其尺寸越小且失去粗枝晶的特征;相应地,离边界线越远的缺陷组织中,粒状(α-Al+Si)E共晶体的团聚状态越明显,体积分数也明显增多,表明在热影响区内的组织产生了相变和再分布,即发生了α-Al 相减少与共晶体相增多的现象。 通过图3(c)和(d)中虚线两侧的对比可知,相比于正常组织,缺陷区域组织分布并不均匀,黑灰色铝硅共晶组织明显增加。 观察图3(d)切面缺陷区域中的组织,存在大量的共晶体并且和端面缺陷表现相同,说明缺陷具有一定深度,表明缺陷并非阳极氧化后,仅在表面形成的污染或者化学腐蚀,而是具有基体组织变化的异常缺陷。
合金正常区域组织和缺陷区域组织的SEM 二次电子模式下的组织对比如图4 所示。 图4(a)和(b)对比发现,在同样放大的情况下,正常区域组织中的变质铝硅合金的组织形貌特征依旧明显,由先共晶的α-Al 固熔体相和粒状共晶体(α-Al+Si)E组成。 而在缺陷区域组织中,先共晶的α-Al 相失去了粗枝晶的一次或二次枝晶的形貌特征,共晶Si 形貌呈现出细片状,并且在缺陷区域中出现衬度明显不同的鱼骨状或网络状形态的化合物相,在正常区域组织中却并未发现该形态的化合物相。

图4 SEM 二次电子模式下的组织图
一般情况下,铸造铝硅合金中的特殊化合物相有强化相与杂质元素引起的杂质化合物相[12],常规的强化相或者杂质化合物相在铸造铝硅合金中呈现针片状,并且不易观察,此处形貌复杂的特殊化合物相还须进一步分析确定。 相较于图4(a)正常合金组织,端面(黑斑缺陷的表面位置)上的缺陷组织(如图4(b)所示)和剖切面(黑斑缺陷的内部位置)上的缺陷组织(如图4(c)所示)都发生了明显的变化,证明了相转变过程的存在。 分析表明,端面上的共晶Si 形貌呈现细片状,而剖切面上的共晶Si 以大块状(球形)为主。 图4(c)同时给出了正常合金组织与缺陷组织的对比。 在正常合金组织中,α-Al 相呈现典型的粗枝晶状态,粒状(α-Al+Si)E共晶体分布在α-Al 相枝间。 而经历相转变的缺陷区域中,α-Al 粗枝晶基本难以分辨,全部转变为均匀分布的(α-Al+Si)E共晶体,同时共晶Si 颗粒也发生了明显的粗化,呈现明显的黑色球状团聚。 另外,在端面缺陷组织中还存在着球形孔洞和微裂纹,两者相连接。观察孔洞周围的组织,发现孔洞周围存在较多的铝硅共晶体组织,如图4(d)所示。
2.3 相成分分析
相较于OM,SEM 可以明显发现鱼骨状或网络状分布的化合物相,为了确定这些化合物相的组成,采用EDS 和XRD 技术分析其成分,分别如图5 ~7所示。 图5(a)端面位置正常区域组织中的特殊化合物相为针片状;而图5(b)端面位置缺陷组织中的特殊化合物相则为复杂的鱼骨状或网络状。 分析该特殊化合物的EDS 能谱,发现正常区域组织中的针片状化合物与缺陷区域组织中鱼骨状或网络状化合物中均含有大量的Fe,虽然两者形态不同,但是成分类似,说明两者均为Fe-Al 化合物。 一般情况下,富铁的相都能够保持其凝固时的形态,而缺陷处的富铁相形态却发生了变化,说明缺陷处发生了相的转变,从而导致这些富铁金属间化合物相形貌特征的复杂化。 一般认为,微观缩松会导致疲劳强度降低,严重损害材料的性能,而富铁相将会引起微观缩松,如图4(b)所示。 有研究者[13]认为,由富铁相引起的微观缩松有可能成为裂纹起始点。

图5 正常及缺陷区域选点图
另外,EDS 分析还发现了比较多的Mg,一般情况下ZL101A 合金结晶过程首先为α-Al 的结晶,其次为L➝α-Al+Si 二元共晶反应, 直到完全凝固为止。在不平衡结晶时,Mg 不能完全进入α-Al 中,导致液相Mg 升高,这是由于快速凝固过程中Mg 原子无法通过扩散进入到α-Al 中,从而在晶界处偏聚[14]。
考虑到所用铸铝合金工件的生产过程,可以确认其中的Fe 是在冶炼和低压铸造生产过程引入。由于低压铸造过程中采用低碳钢材料的吸液管部件,以及其他的铁基合金坩埚、工具、置预件等部件,导致在熔融铝液的高温冲蚀作用下大量Fe 进入铝液中。 通常情况下Fe 以Fe-Al 化合物的形式存在于铝硅合金中,如FeAl3、Fe2Al5相[15],并可以在正常合金组织中观察到条状Fe-Al 化合物的存在。 根据图6 的4 个选点(1#~4#)EDS 能谱可知,富铁相中的Al-Fe 的原子数比约为3∶1。 对比分析图7 端面缺陷区域XRD 衍射峰,可知热影响区中存在FeAl3、Fe2Al5相,说明在阳极氧化工艺条件下的缺陷形成过程中,缺陷位置处出现了局部的温度异常升高,从而导致合金发生了熔化,而合金从液态到固态的相变过程非常迅速,难以实现扩散性平衡相变(L➝FeAl3、L➝Fe2Al5)。 根据Al-Fe 二元相图可知,通过非平衡凝固形成高温亚稳相(FeAl3),再形成低温下的稳定相(Fe2Al5),此过程会随着环境条件变化形成共晶体(α-Al+FeAl3/Fe2Al5)E,为鱼骨状或者网络状组织,如图4(b)和图5(b)所示共晶体组织[15]。
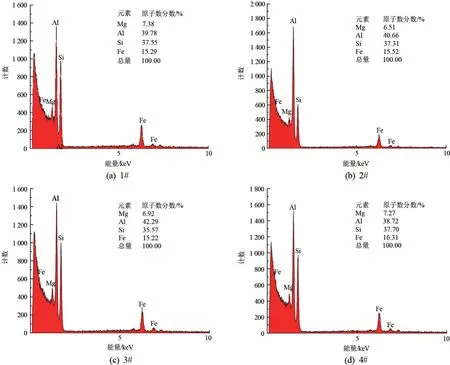
图6 正常及缺陷区域EDS 分析图
另外,阳极氧化黑斑缺陷形成过程处于一个特殊的环境,在外接电源的作用下,会受到电场、磁场的作用,Fe-Al 化合物可能会优先沉积于工件表面,但此推论需要在后续工作中进一步验证。
2.4 黑斑缺陷产生机制
在ZL101A 工件的生产过程中,原材料、低压铸造工艺、生产环境等基本相同。 据生产信息可知,该产品已经生产近2 000 件,此前均未出现这样的缺陷。 而在阳极氧化后却连续出现了几个批次的黑斑缺陷问题件,因此推测缺陷的产生为阳极氧化工艺问题。 工件缺陷产生的过程中物相的体积分数和组织形貌都发生了明显变化,表明此过程中发生了相变反应。 根据相变理论[16],相变驱动力是合金相变的必要条件,是相变能够发生的基本判据。 合金中的相变驱动力主要受温度影响,在一定条件下也受宏观应力的影响。 铝硅合金阳极氧化过程中没有应力条件,因此不考虑应力的影响。 根据阳极氧化的工艺条件,其常规处理工艺温度条件非常低,无法达到合金相变的驱动力要求;同时,根据宏观组织特征,也排除了化学腐蚀的影响。 由此可知,铝硅合金阳极氧化黑斑缺陷的产生,与工艺过程中的高温条件有关,即在正常工艺过程中出现了局部电流密度异常,而又因为工件与电解液之间的接触电阻存在,导致放电位置热量急剧升高,为相变提供了驱动力,从而发生了相变反应。
当铝合金阳极氧化出现严重的工艺问题时,可能会导致工件的氧化烧损发生,即由于局部电流密度过大而造成烧损,且烧损位置的合金基体会发生部分或全部的熔化[17]。 结合阳极氧化的电化学原理及黑斑缺陷宏观形貌的同一性,可以推断在阳极氧化过程中,缺陷位置处发生了集中放电现象[18],这是由于电流分布的原因,会造成特殊的黑斑特征(如条纹)且基本具有统一的尺寸和形貌。
同时,因为工件是浸泡在电解液中处理,因此集中放电导致的热影响区在表面上受到了限制,产生了明显的边界(如图1 所示)。 而在工件内部热影响区也受到了限制,没有造成大面积的扩散,从而也在内部形成了缺陷组织(热影响区)与正常组织的界面,如图3(c)、(d)和图4(c)中的虚线所示。 由此可知,在集中放电过程中,(α-Al+Si)E共晶体和α-Al 会发生部分熔融转变为液相,但因为工件处于电解液中且热影响区处于工件表面,因此液相会迅速凝固,其转变速度非常快,抑制了扩散性相变过程,而导致α-Al 相无法再次长大。 相应的,因为共晶转变过程非常快,从而导致了共晶体相体积分数的明显增多;同时,快速冷却也抑制了变质剂对Si结晶相的作用,从而在共晶体中形成了细片状的Si粒子。
另外,缺陷组织中存在球形孔洞,如图4(d)所示。 说明在液体状态下的合金与电解液间产生了大量的气泡,并进入金属熔体内部,且在随后的快速凝固过程中遗留下来,形成了球形孔洞。 而快速凝固导致孔洞周围形成大量共晶体,孔洞周围存在微小裂缝则是因为凝固应力集中。
根据上述分析可知,黑斑缺陷的产生主要来自工件表面的集中放电,与工件位置处的电流分布不均匀和密度过大有关。 初步分析认为,出现此种情况可能与电解液的均匀性、电极板的放置方式、电流控制、工艺温度控制等有关,具体的原因需要在生产过程中,视相关实际情况进行参数调整以逐步排查,并在后续的处理工艺上,及时做出调整。
3 结论
通过金相显微组织特征和成分分析,确定了阳极氧化过程中铝硅合金工件黑斑缺陷的形成机制,得到以下结论:
(1) 与周围正常合金显微组织对比,阳极氧化铝硅合金的黑斑缺陷区域组织的体积分数、形貌与分布情况都发生了显著的变化,从而造成了缺陷的特殊宏观组织特性。
(2) 铝硅合金工件中的杂质Fe 主要以FeAl3和Fe2Al5化合物的形式存在,阳极氧化后黑斑缺陷处的富铁相是二元铁铝化合物形成的共晶体组织。
(3) 黑斑缺陷的形成机制是一种相转变过程,黑斑缺陷的形成与阳极氧化过程中的电化学工艺引起的高温有关。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
当代水产(2022年2期)2022-04-26 14:25:48
当代水产(2020年4期)2020-06-16 03:22:52
当代水产(2020年4期)2020-06-16 03:22:46
模具制造(2019年3期)2019-06-06 02:11:04
电镀与环保(2017年6期)2018-01-30 08:33:37
含能材料(2017年1期)2017-03-04 15:46:20
含能材料(2017年7期)2017-03-04 11:16:26
当代化工研究(2016年6期)2016-03-20 16:21:48
设备管理与维修(2016年6期)2016-03-16 02:21:54
