ZJ118A接装机水松纸涂胶装置的改进
2024-01-22 06:32:46尹智超李福南朱晓东高秋凤
中国新技术新产品 2023年23期
尹智超 李福南 朱晓东 高秋凤
(红云红河集团昆明卷烟厂,云南 昆明 650202)
红云红河集团昆明卷烟厂肩负多种规格、型号的卷烟产品生产任务,包装设备有多种厂家、多种机型和多种转速设备并存的特点。昆明卷烟厂2018—2019 年购进4 台ZJ118A卷烟机,主要用于生产100mm 细支烟[1]。
ZJ118 型卷接机组是中烟机械集团公司以ZJ112 型卷接机组为技术平台,自主研发的新一代国产中速机组,额定生产速度为每分钟8000 支,由常德烟草机械有限责任公司研制完成,成为继ZJ112、ZJ116 和ZJ117 后国产卷接设备的又一主力机型[2]。该机组性能稳定,额定生产速度为每分钟6000 支,逐渐成为国内卷烟生产企业生产细支烟的主力机型。
昆明卷烟厂ZJ118A 设备自交付使用以来,运行过程中存在一个问题:水松纸小胶辊传动轴上的连接盘与小胶辊的连接销比较细,直径为5mm,长12mm[3]。圆柱销容易损坏,更换频繁;连接销硬度较高,运行一段时间后会磨损连接盘和上胶辊销孔,导致转动时会发生抖动,水松纸上胶不均匀,还导致上胶辊与胶辊轴的接触面磨损变形。该文针对该问题进行研究、提出解决办法并找出改进措施,对ZJ118A 型卷接机水松纸涂胶装置小胶辊进行了改进。
1 现状
ZJ118A 卷接机组是我厂生产细支烟的主要烟机设备之一,但在生产过程中,机组有些部位长期运行稳定性较差。例如水松纸小胶辊传动轴上的连接盘与小胶辊间靠一颗圆柱形连接销连接,该连接销比较细,直径为5mm 长12mm,易断裂。根据观察,平均一周出现一次销断裂故障。小胶辊传动轴容易变形,根据观察,平均一个月需要更换一根新轴。更换传动总成比较麻烦,需要3 个修理人员配合才能完成,通常需要8~10 小时才能完工。
ZJ118A 的故障类型统计见表1。根据统计数据分析可知,ZJ118A 小胶辊涂胶装置故障出现频次高,维修时间长,2021 年9 月—11 月出现次数21 次,平均维修时间为5.2h,远大于其他故障的维修时间。受其加权影响,机械设备的平均维修时间较长。因此减少ZJ118A 水松纸涂胶装置的维修频次成为当务之急。

表1 故障类型统计图
表横向比较不同型号卷烟机,统计一年之内每台卷烟机设备的水松纸涂胶装置传动轴故障发生次数及平均维修时间,见表2。
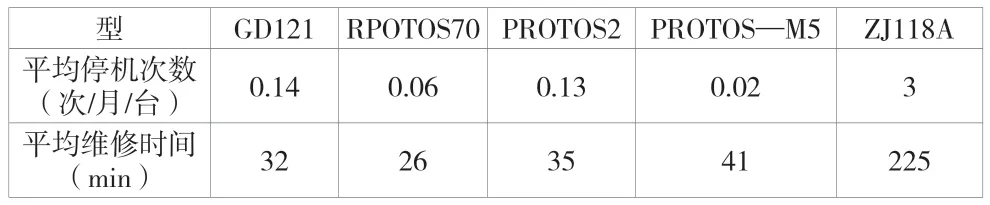
表2 我厂各机型水松纸涂胶装置传动轴故障发生次数和平均维修时间
从数据中可以发现,ZJ118A 水松纸涂胶装置传动轴故障的维修频次和时间均远大于我厂其余卷烟机机型的相应数值,有改进的空间和改进的必要性。目前的主要问题是连接小胶辊销经常出现断裂故障,导致轴的寿命降低,需要经常更换。如果提升销的强度,增加其寿命,就能达到降低水松纸涂胶装置维修频次的目的。我厂其余卷烟机型水松纸涂胶装置传动轴维修频次为平均小于1 次/年,维修时间平均为33.5min/次。希望改进后,可以接近其余机型水松纸涂胶装置维修时间的平均水平。
2 创新传动设计
由于目前在用的ZJ118A 机组水松纸上胶装置系统有些部位的长期运行稳定性能较差,影响设备持续运行效率,水松纸上胶装置小胶辊及其传动装置经常损坏,严重影响有效生产时间,因此该文制定了改进目标,改进ZJ118A 机组水松纸上胶装置小胶辊传动件。经讨论,最终决定从小胶辊传动件的结构、材料和表面热处理方向入手提高小胶辊传动件的强度,提高设备的稳定运行时间、生产效率,并降低质量风险和水松纸上胶装置传动件维修、更换频率,维修时间可以接近其余机型水松纸涂胶装置维修时间的平均水平(33.5min/次)。
通过观察可知,在彻底损坏前,小胶辊连接盘及传动轴表面已经出现了损伤,传动件间的连接间隙越来越大,旷量不断增加,导致小胶辊运动出现摆动,稳定运行时间越来越短,直到彻底损坏,不能使用。这期间,小胶辊运转不平稳会导致水松纸上胶不均匀,在生产过程中会不断出现漏气烟、掉头烟等。同时,水松纸上胶不好也会增加堵搓板等其他故障频率,增加质量风险,严重影响生产效率。
通过分析水松纸小胶辊传动轴上的连接盘与小胶辊的结构和工作方式,该文发现小胶辊连接盘与小胶辊间靠2 颗圆柱形连接销连接,该连接销比较细,只有5mm,每月会出现1~2 次折断现象。连接销硬度较高,运行一段时间后就会磨损连接盘及上胶辊销孔,使孔径增大、变形,同时在转动过程中会出现抖动现象,导致水松纸上胶不均匀和上胶辊、胶辊轴的接触面磨损变形。分析认为,圆柱销运行过程是点线接触,销和孔的接触面受力较大,容易发生折断和变形。圆柱销硬度高于连接盘及上胶辊硬度,运行一段时间后,会磨损孔径,使其增大、变形[4]。
根据销的用途,可以将销分为定位销、连接销和安全销。定位销用来固定零件间的相对位置,是组合加工和装配时的重要辅助零件;连接销用于连接,可传递不大的载荷;安全销可作为安全装置中的过载剪断元件。销有多种类型,如圆柱销、圆锥销、槽销、销轴和开口销等。如图1 所示,ZJ118A 机组的水松纸涂胶装置小胶辊连接盘上的2 个销属于圆柱销,主要起到固定小胶辊和传动轴间的相对位置并传递载荷的作用。圆柱销靠过盈配合固定在销孔中,多次拆装会降低其定位精度和可靠性。圆柱销的直径偏差有2 种,h8 和m6,以满足不同的使用要求。定位销一般用2 个,其直径根据结构决定,应保证在拆装时不产生永久变形。中小尺寸的机械常用直径为10mm~16mm 的销钉。销的材料通常为35 或45 钢,并进行表面硬化处理。对动载荷连接工况来说,许用切应力为[τ]=80MPa~100MPa,许用弯曲应力[σb]=120MPa~150MPa,许用挤压应力[σbs]100MPa~120MPa,许用压力[p]=40MPa,要有剪切和挤压。小胶辊连接盘销联接经常发生断裂,经分析,主要原因是在所传递的载荷下,抗剪强度条件和抗压强度条件达不到要求。
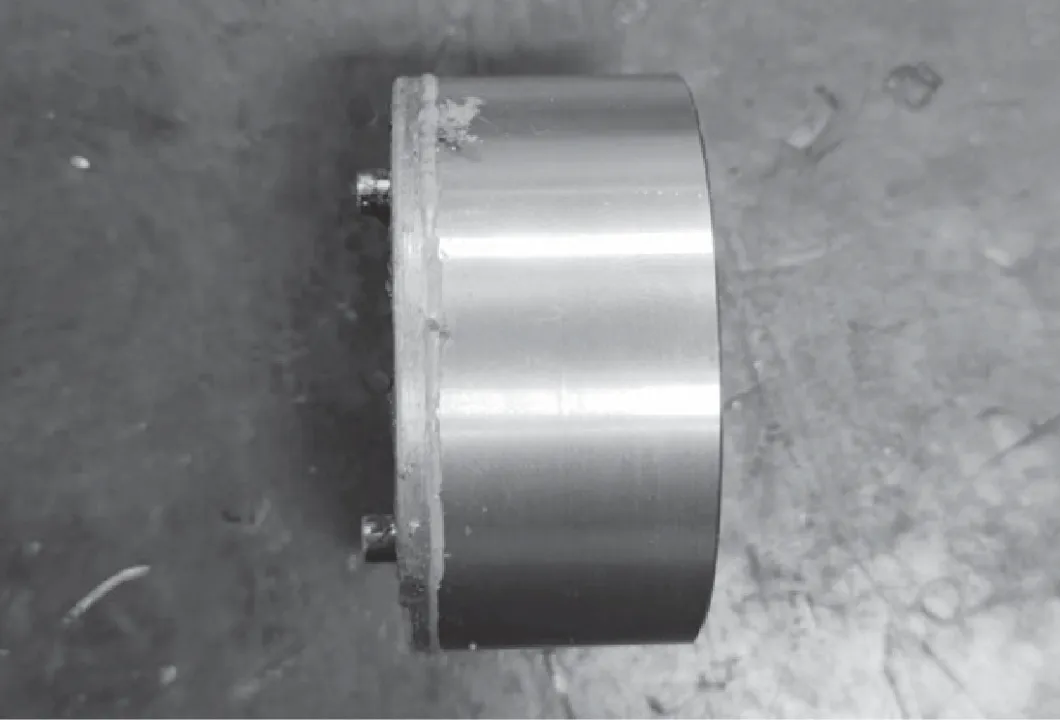
图1 ZJ118A 水松纸涂胶装置小胶辊传动轴连接盘
切应力是单位面积的剪切力,通常用τ表示。设剪切面积为A,剪切力为FQ,则剪切面上的切应力如公式(1)所示。
当小胶辊转动时,小胶辊连接盘销的受力示意图如图2 所示。由于力的相互性,因此在传递运动过程中,销的两端受方向相反的2 个力的作用。此时销受剪切作用,如果材料强度达不到要求,销就会发生断裂。由于该小胶辊连接盘属于低中强度材料的小型结构,无须考虑裂纹造成的低应力脆断,运用以应力和许用应力来度量和控制结构的强度与安全性的传统强度理论即可。在水松纸的上胶过程中,传动载荷是不变的,即剪切力FQ是保持不变的,要想抗剪切强度达到要求,就必须增加销的截面积,也就是增加销的直径。
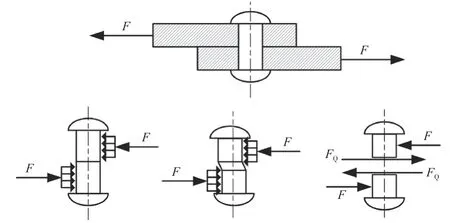
图2 销联接受剪切力图
在水松纸上胶过程中,胶辊的运动依靠小胶辊连接盘的销传递,因此在运动传递过程中,小胶辊连接盘销除了受剪切力作用,还会受小胶辊和传动轴的挤压作用。小胶辊连接盘销受挤压力作用示意图如图3 所示。此时不仅应考虑销的剪切强度,还应考虑销的接触强度。机械中各零件间力的传递总是通过2 个零件的接触来实现的,圆柱销接触属于线接触,接触应力过大。
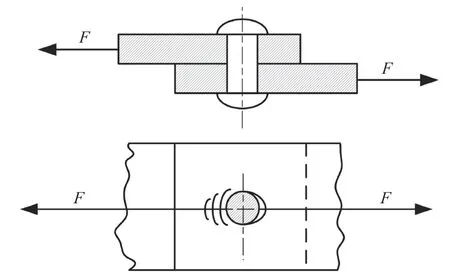
图3 销联接受挤压力图
构件受挤压变形时,相互挤压的接触面称为挤压面,用Ajy表示。作用于挤压面上的力称为挤压力,用Fjy表示。挤压力与挤压面相互垂值。挤压面上的挤压应力如公式(2)所示。
卷包车间维修团队曾尝试在连接盘、上胶辊原销孔对称处增加销孔及圆柱销,对配件进行改造,但经过上机试验,问题依然存在。
经进一步分析,该文认为圆柱销运行过程是线接触,容易折断。圆柱销硬度高于连接盘及上胶辊硬度,运行一段时间后,会磨损孔径,使其增大、变形。解决方法就是改变销和孔的接触方式,以减少应力;变圆柱销为方形销,变线接触为面接触,实现小胶辊连接盘传动的共形接触,即两相互接触面的几何形态完全相同,处处贴合,减少不必要的晃动和磨损;加粗锁紧螺杆,增大锁紧压力,减少相对运动,并通过热处理方式提高小胶辊与胶辊轴配合面强度,增强胶辊轴耐磨性。如对表面进行淬火处理,则需用压力可提高2~3 倍。改进后的水松纸小胶辊传动轴连接盘如图4 所示。
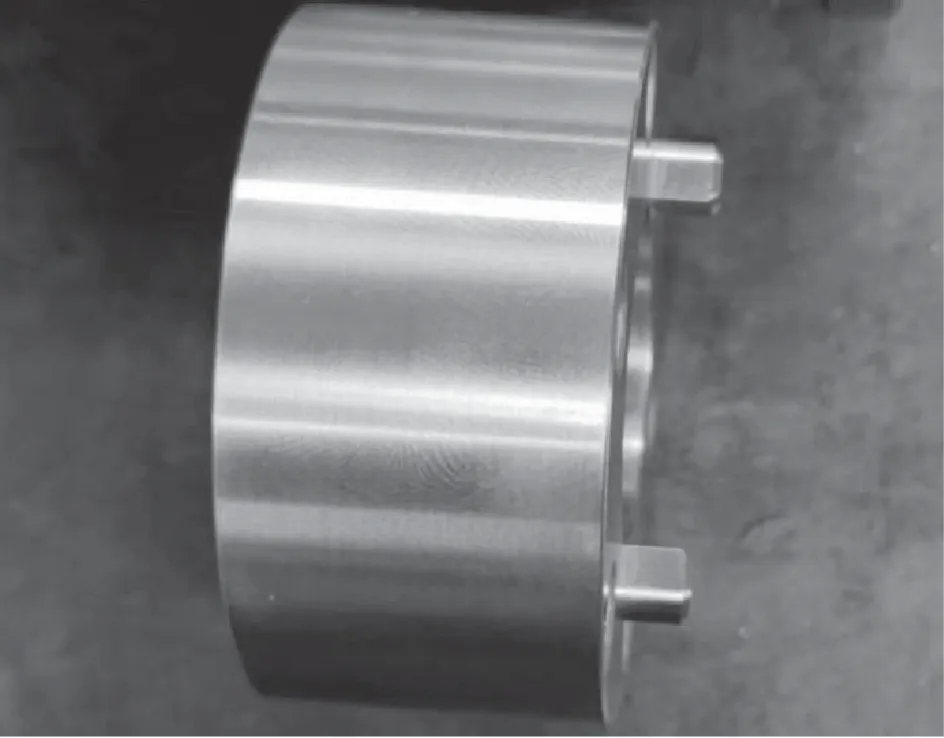
图4 改进后的ZJ118A 水松纸涂胶装置小胶辊传动轴连接盘
3 材料选择
销的材料通常为35 或45 钢,并进行硬化处理,许用切应力[τ]=80MPa~100MPa,许用弯曲应力[σb]=120MPa~150MPa。弹性圆柱销多用65Mn,其许用切应力[τ]=120MPa~130MPa,受力较大,要求抗腐蚀等的场合可以采用3OCrMnSiA、1Crl3、2Cr15、H63、1CrISNi9Ti 等。ZJ118A 卷接机组水松纸涂胶装置主要功能零部件的常用材料见表3。为了制作出硬度高、不易变形且成本低的零件,该文通过市场调研,从45 钢、1Cr18Ni9Ti(不锈钢)和7050 铝合金中进行选择。45钢的硬度为229HBC,密度为7.85g/cm,屈服强度为355MPa,成本为8 元/公斤;1Cr18Ni9Ti 的硬度为187HBC,密度为7.93g/cm,屈服强度为205MPa,成本为8.9 元/公斤;7050铝合金的硬度为135HBC,密度为2.70g/cm,屈服强度为455MPa,成本为50 元/公斤。综上所述,45 钢成本低、强度高,1Cr18Ni9Ti 成本低、强度低,7050 铝合金成本高、强度高,因此该文采用45 钢为零件材质。
4 结论
加工所需配件全部到位后,在一台设备上率先进行改造,更换专门定制的胶辊轴、连接盘、上胶辊,开机试运行并进行检验。
经过多轮反复现场测试,改造后的设备整体运行情况平稳,原来断销、销孔变形/增大、胶辊抖动以及胶辊轴磨损的情况不复存在,水松纸漏气、过滤嘴掉嘴等问题也迎刃而解。目前设备有效作业率达98%,有效节约了设备维修成本。以前每次维修都要更换胶辊轴、连接盘和胶辊整套配件,改造后轴结构及强度得到了优化,截至目前未再损坏、更换,有效提高了生产效率,在行业内属于首创,在同类卷烟接装设备中具有较好的推广价值。
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
哈尔滨轴承(2021年1期)2021-07-21 05:43:12
水泥技术(2020年3期)2020-06-06 09:39:14
农产品加工(2019年22期)2019-12-04 08:07:44
设备管理与维修(2019年4期)2019-05-16 03:16:48
商品与质量(2018年44期)2018-04-16 03:01:02
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
机械工程师(2015年10期)2015-02-02 01:14:27