
工业机器人在航空制造领域的应用与发展趋势*
2024-01-18 03:11:26陈仁祥张雁峰杨黎霞余腾伟冉孟宇
航空制造技术 2023年22期
陈仁祥,张雁峰,杨黎霞,余腾伟,冉孟宇
(1.重庆交通大学交通工程应用机器人重庆市工程实验室,重庆 400074;2.重庆交通大学航空学院,重庆 400074;3.重庆科技学院,重庆 401331)
工业机器人具有安装使用灵活、工作自由度高、负载能力大、可在恶劣环境下运行等优点,能够作为工业平台搭配不同的末端执行器完成铺放、加工、装配、测量等工序。近年来,随着高精度执行能力、多功能末端执行器、人机交互、快速编程、多机协作等智能化技术的进步,工业机器人凭借其优异的表现受到航空制造领域高度关注。据公开数据,2021年全球共交付3456架通用飞机,同比增长9.2%[1-2]。空客和波音在2022年分别获得820架和774架商用飞机净订单,截至2022年底,分别交付661架和480架新飞机。在国内航空领域,C919累计获得32家客户1035架订单,ARJ21获得25家客户690架订单,CR929已完成首轮验证。可见当前全球航空制造业发展迅猛,面向航空制造领域的工业机器人拥有巨大的市场潜力。
由于技术壁垒和以往的市场需求不明确,国内面向航空制造的工业机器人研究起步较晚,成熟机型较少[3],已成为制约我国航空制造业转型智能化发展的技术瓶颈。因此大力发展工业机器人在航空领域的应用,促使机器人技术融入航空制造的各个环节,对我国经济与国防的发展具有重大意义。本文从飞机结构件加工、装配、喷涂、检测等方面,总结了工业机器人在航空制造领域的应用现状,分析了航空制造领域机器人在智能制造背景下所需的关键技术并对其发展趋势做出预测。
1 关键技术需求
在汽车、3C电子等制造领域中,工业机器人技术已相当成熟[4],但与汽车和家电零件相比,航空零部件具有种类繁多、生产批量小、工艺复杂、机翼及机身等大零件加工和装配难度大、精度需求高的特点,因此面向航空制造领域的工业机器人应具有更优异的性能,并需要依托以下关键技术来满足生产工艺的需求。
1.1 高精度执行能力
现代飞机追求长寿命和安全性,因此对于制造过程中加工精度的要求越来越高,常见的指标有制孔精度、连接精度、喷涂精度、检测精度等。一般而言,对于制孔机器人,要求制孔法向精度达到±0.5°,位置精度达到±0.5 mm,深度偏差小于0.05 mm[5-7]。对于焊接机器人,需要不断调整焊枪姿态的同时保证焊点始终处于规划的路径上,以达到最高的效率[8]。对于喷涂机器人,需严格控制喷嘴扫略轨迹和扫略时间,保证涂层厚度公差和表面质量[9]。对于打磨机器人,需保持各方向打磨力度实时可控,以及运动轨迹的平稳性[10]。对于检测机器人,具有灵活性的同时还需要有一定负载能力,以适应复杂狭小空间内的检测任务[11]。在航空零部件加工过程中,加工精度由机器人自身执行精度和末端执行器精度共同保障。由于末端执行器受到结构和重量的限制,其自身精度调整能力有限,工业机器人作为末端执行器的搭载平台,提高自身的执行精度,可以降低对末端执行器精度的要求,减少末端执行器控制难度和研发成本。
现阶段工业机器人重复定位精度已达到±0.1 mm,但其绝对定位精度相对较低,通常仅能达到±1~2 mm[12],无法直接满足航空制造业的需要。由工作温度变化引起的热膨胀会使执行器末端产生毫米级的尺寸偏差,其长臂结构在运行过程中受自身重力和惯性影响产生弹性变形与抖动进一步降低了机器人的定位精度[13]。现有的末端伺服控制技术,是在末端执行器上安装先进的光电力学传感器获取机器人的高精度位置状态信息,再以精度补偿技术减小末端执行器的定位偏差和各关节的微小抖动,可将工业机器人平均绝对定位精度控制在0.1 mm级别[14],但当前技术下,因刀具磨损、传感器误差、补偿策略等因素带来的系统误差还无法避免。
1.2 多功能末端执行器
工业机器人通过机械臂末端执行器实现生产功能,末端执行器的性能对生产工艺、加工效率、产品质量有巨大影响。为满足航空制造业需要,末端执行器应具有多功能模块集成、多传感器信息融合及基于在线监测的反馈调节三大核心功能[15]。
需根据工艺对末端执行器的功能进行集成,如制孔机器人应具有高精度对刀、进给、润滑冷却、吸排屑、切削力检测等功能。对于复合材料铺放等加工过程,除满足基本工艺需求外,还需要末端执行器具有快换功能,使机器人在加工过程中能快速切换铺设的材料类型、宽度、缝合方式等。但高集成度会增加末端执行器体积和重量,体积过大可能与加工区域产生干涉,增加机器人的工作路径规划难度,重量过大则对机器人刚度和负载提出更高的要求。此外,末端执行器功能高度集成需要传感器对加工过程的振动、力矩、角度等多种物理参数进行监控,将采集的数据信息融合处理闭环反馈给控制系统,基于机器视觉引导、运动学模型等技术实时调整加工参数,以满足生产需求。
1.3 人机交互与协作
面向航空制造的工业机器人系统应具备良好的人机交互 (Humanmachine interaction,HMI)功能,主要形式包括终端交互和人机协作(Human-robot collaboration,HRC),其核心在于高效、简单和安全地实现人与机器人的交互过程[16]。终端交互指操作人员通过搭载示教系统和控制器管理软件的终端实现机器人指令输入与控制。对于交互终端的操作界面,要求功能布置清晰有逻辑性,并对常用功能提供快捷操作,具备急停、回撤和重写功能,支持在线数据更新。对不同的末端执行器应有专用的操作软件模块,并支持相应的功能扩展。由于目前工业机器人的自主性、智能化水平有限,为保障工作人员的人身安全,终端交互通常需要用栅栏将工业机器人隔离在规定的工作区域中,这限制了人机交互过程的工作效率。
人机协作指操作人员和自动化机器人共享工作空间并协作完成同一任务的工作场景,可显著提升机器人的认知决策能力和灵活性[17]。为满足避障和加工柔性,需要具有较高冗余自由度的机器人结构,当前具有协同功能的工业机器人通常在6轴以上。对于人力引导机器人运动的协作形式,其关键在于机械臂位姿柔顺调整、对外力的快速响应、对输出力矩的精准控制。现有人机协作研究工作主要聚焦于工业机器人结构设计、交互方式、运动规划、安全性等方面[18-19],而在工业机器人对外界环境与操作人员意图的感知、人机双向协同过程的安全交互策略、协作过程的平滑柔顺等方面的研究还有待完善。
1.4 快速编程
工业机器人有多种编程方式,目前使用最广泛的是人工拖动示教和离线编程方式。人工拖动示教需要操作者拖动机器人定位示教点,适用于点到点移动这类简单任务,但由于人工拖动示教过程需要操作人员克服机器人的重力和关节摩擦力,在定位时容易出现扰动,需要通过动力学模型或末端伺服控制技术补偿精度,因此对于日益复杂的航空装备,人工拖动示教的结构适应性较差。离线编程技术借助计算机图形学,可以通过虚拟仿真对复杂零件曲面路径精确规划,但对于操作人员的技术水平、配套仿真系统有一定要求。
上述两种方法需要对加工任务单独编程,操作烦琐且不具备跨任务适应性,加工前准备时间较长,因此以简化编程难度、提高程序的泛用性为目的,开发更高效的机器人编程方法成为研究热点。当前研究进展突出的是基于演示学习的编程方法[20],可以从示教轨迹或任务语义中提取信息并构建运动模型,使机器人学习理解示教过程的有效信息,在不同工业场景下具有较好的泛用性。此外,还有基于视听指令、虚拟现实、脑机接口等新快速编程方法被提出[21-23],极大程度地减少编程操作,但这些方法尚处于验证阶段,没有实际工业应用。
1.5 多机协作能力
相比单个机器人,多机器人系统(Multi-robot systems,MRS)布置更灵活,不同机器人之间协作配合,功能互补,降低了单个机器人末端执行器功能集成度的需求,在大规模复杂任务中展现出更高的容错能力[24-25]。在航空领域大型零部件的并行柔性制造装配中,尤其需要多机械臂协作来提升制造效率,但由于机器人数量增加会导致系统控制难度上升,因此当前以双臂协作机器人系统居多,三机械臂及以上的协作形式有待深入开发。
2 航空制造业机器人应用现状
在传统航空制造业中,大部分工序需要人工操作,劳动强度大、生产效率低。随着机器人技术的发展,工业机器人被逐渐应用在航空零部件加工、装配、喷涂、检测等环节中。
2.1 复合材料零部件生产
近年来,全球航空工业大量使用复合材料制备航空零部件[26-27]。在复合材料零部件生产过程中,常用的连续纤维增强复合材料自动成型工艺需要通过设备将纤维铺放或缠绕在模具上[28-29],虽然市面上少数高端多轴联动设备可以满足工艺和精度的需求,但设备昂贵、体型笨重、柔性差[30]。工业机器人在航空领域复杂形状部件的加工过程中展现出极高的适应性,例如,Sorrentino等[31]在工业机械臂末端安装结构紧凑的连续纤维带缠绕装置以组成机器人单元,通过规划适当的缠绕路径防止机器人单元与工件碰撞,直升机旋翼结构件制造试验表明,机器人单元可以保证纤维带从线轴上连续放卷而不损失张力;Cygnet Texkimp公司基于曼彻斯特大学西北复合材料中心开发的9轴机器人,于2018年研发出世界上首款高速自动3D碳纤维材料缠绕机,可以在一次加工中铺层多条连续纤维,极大加快了缠绕成型效率,可用于燃料管、翼梁等航空轻质复杂构件的高自由度快速生产[32];Automated Dynamics公司开发的热塑铺丝设备采用机器人结构,通过氮气热流对材料表面同步均匀加热,可应用于直升机壁板零件制造[33];世界著名航空器生产设备供应商Electroimpact公司将6轴KUKA KR-1000L750高精度机器人与模块化自动纤维铺放 (Automated fiber placement,AFP)头相结合,在高精度铺丝的同时兼具铺放模组快速切换、纤维材料变更等功能,用以生产飞机机体、整流罩壳体等超大型复合材料工件,如图1所示[34]。
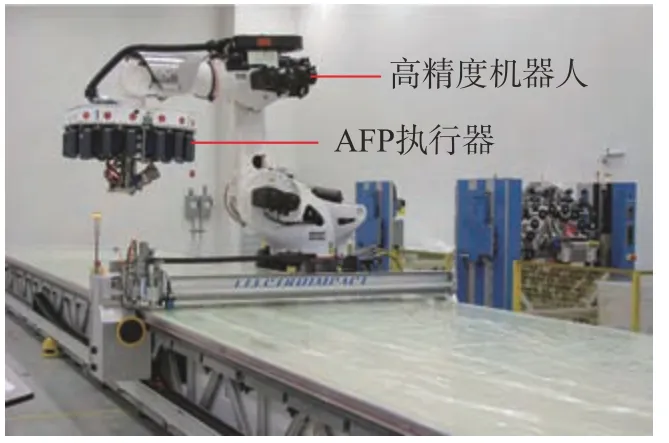
图1 高精度机器人与模块化AFP末端执行器[34]Fig.1 Accurate robot with modular AFP end-effector[34]
国内关于复合材料的机器人铺设研究起步较晚,还不具备大规模应用能力。赵盼等[35]研究了热塑性复合材料机器人铺放的工艺过程,建立了工艺参数耦合与材料层间黏结强度的模型,并通过试验验证了模型的可靠性;阎冬等[36]开发了一种基于KUKA机器人的异形零件预浸带缠绕装备,建立机器人运动数学模型并提出配套系统的控制方法理论,通过样机试验证明了可行性,如图2所示;孙守政等[37]以COMAU机器人为载体,设计了集成多种功能的轻量化铺放头,可以对不同宽度的热塑性预浸带/丝进行铺放;卜聪[38]针对直升机桨叶自动化铺叠预成型工序设计了桁架机器人,研发了专用操作系统,并对机器人铺叠轨迹进行了优化。

图2 碳纤维预浸带成型设备[36]Fig.2 Carbon fiber pre impregnated tape molding equipment[36]
机器人技术极大程度上替代了复合材料铺放工艺中的人工操作,现阶段国外学者的主要研究目标是利用高轴数机器人的灵活性来增加机身、机翼、进气道等大曲率复杂回转体结构零件的生产效率,并且通过高集成度末端执行器在一个生产任务中同时完成多道并行的工序,减少维护和更换模组产生的停机时间,具有大型化、高速化、智能化与集成复合化的优势,但由于机器人负载限制,末端执行器功能增多势必会导致单个功能执行性能下降,因此对末端执行器功能分配和结构设计提出了更高要求。国内关于中小型航空复合材料零件生产机器人的设计和工艺仍处于理论探索与少量试验阶段,机器人的模块化、自动化、柔性化水平不足,配套的工艺软件系统相对落后,对机身、整流罩等大型零件的一体成型试制能力尚不具备。
2.2 结构件加工
除复合材料一体成型外,航空零部件主要的加工形式还有铣削、磨削、钻铣及增材制造等,由于航空零部件的高精度标准,机器人除了满足基本功能需求外,更应注重如何降低加工过程中因机器人刚度不足产生的加工误差。Denkena等[39]构建了KR-500机器人静态柔度模型,可通过力检测技术对切削过程中因关节及其轴承低刚度引起的位移误差进行在线补偿,但在零件加工过程中载荷实时波动,需要传感器具有较高的精度和实时运算速度,并且需要选择合理的安装位置以减少相邻部件带来的噪声信号影响;美国南卫理公会大学先进制造研究中心针对复杂旋转结构零件的增材制造开发了一种机器人控制的LBDMD系统,该系统构造如图3所示[40],将一个6轴机械臂与一个额外的2轴倾斜旋转定位系统耦合在一起,极大缩短了复杂零件多向沉积工艺的准备时间,但多系统耦合增加了控制难度和系统误差,对控制系统及传感器性能提出更高的要求;Ayyad等[41]针对机器人钻孔工艺提出了一种基于神经形态的机器视觉控制系统,比传统机器视觉引导形式具有高时间分辨率、低延迟和大速度范围的优势。
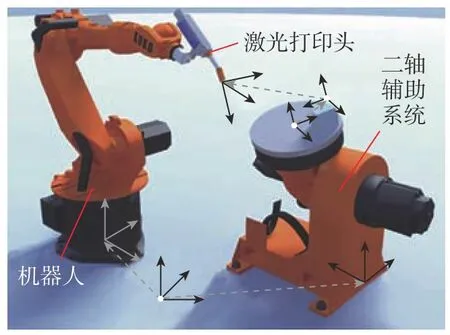
图3 南卫理公会大学辅助激光增材制造系统[40]Fig.3 Assisted laser additive manufacturing system by Southern Methodist University[40]
国内方面,Xu等[42]基于混合机器人提出了一种在自由曲面上生成随机打磨路径的算法,以减少抛光过程中的轨迹重复,但无法修正建模误差带来的影响;Li等[43]研究了末端执行器框架构建方式对视觉传感器测量误差的影响机理,提出了一种利用视觉引导的误差补偿技术,并在基于KUKA机器人的钻铣平台上进行了验证试验,但传统视觉传感器仍然会受到加工环境中光线、烟雾、冷却液等因素的遮挡影响;张欢等[44]设计了一种灵巧关节中压压气机叶片原位打磨机器人,并通过仿真试验验证了运动学模型正确性;蔡改贫等[45]提出一种基于改进蚁群算法的打磨机器人路径规划方法,可以获得路径长度最短且平滑的运动曲线,有效地解决了打磨机器人在三维曲面上的路径规划问题;张辉等[46]利用同心孔法和等距制孔法标定了位置补偿精度和孔位精度,分析得出了孔径偏差、法相偏差和锪孔深度的精度演化规律,并通过机器人平台进行验证,结果表明标定方法有效;薛宏等[47]设计了一套具备离线编程功能的大飞机活动翼面柔性机器人制孔系统,如图4所示;郑华栋等[48]基于CAD模型提出一种机器人平台激光熔覆增材制造轨迹自动生成方法,简化了编程操作,提高了生产效率。

图4 航空工业西飞的机器人自动制孔系统[47]Fig.4 Robot automatic drilling system of AVIC Xi’an Aircraft Industry Group Company Ltd.[47]
由于构建工业机器人路径规划模型时通常仅计算机器人各关节角度和末端执行器运动轨迹,较少考虑加工过程中突发的外力和颤振,因此基于末端伺服控制的在线精度补偿技术可以大幅降低由建模误差及外力、颤振等外界因素造成的精度损失。国外工业机器人已具备相对完善的航空零部件柔性加工功能,在单机器人系统中已大量应用在线精度补偿技术,并且在控制算法和传感器性能方面具有较大优势。国内相关研究中,基于构建和改良静态模型的工业机器人控制方式已较为成熟,但示教编程方式操作烦琐,缺乏加工过程中对刀具磨损的精度补偿手段,虽然已有少量基于智能算法的在线精度补偿技术研究,但传感器类型单一,易受加工环境因素影响。
2.3 柔性装配
航空零部件的搬运、定位、焊接、胶接、铆接、螺钉连接等装配作业包含大量重复性工作,将机器人与高精度测量系统、智能控制系统结合成柔性自动装配线,在提高效率的同时显著降低操作人员的数量和劳动强度[49]。目前国外学者在装配机器人多传感器信息融合、多机械臂协作配合方面已取得一定进展,Santos等[50]基于计算机视觉技术和激光扫描仪融合识别零部件真实几何尺寸,提出了一种无须离线编程的机器人自动焊接轨迹生成方法,其路径精度和重复精度相比单一视觉辅助系统提高3.1倍;Tereshchuk等[51]针对多机协作机翼钻孔的工作场景,优化了不同机器人故障条件下的控制决策方法,试验表明该方法相比随机决策方法效率提高10.7%;Carvalho等[52]基于仿真模拟通过模拟退火算法(Simulated annealing,SA)优化了机器人装配时对于散乱零件的抓取策略,使机器人能自动选择零件上最容易抓取的位置,并在6自由度工业机器人上进行验证;Tingelstad等[53]提出了一种适用于航空发动机的多机器人装配方法,通过高精度激光三角测量传感器对两台工业机器人实时闭环控制,以实现航空发动机部件的高精度安装,如图5所示。
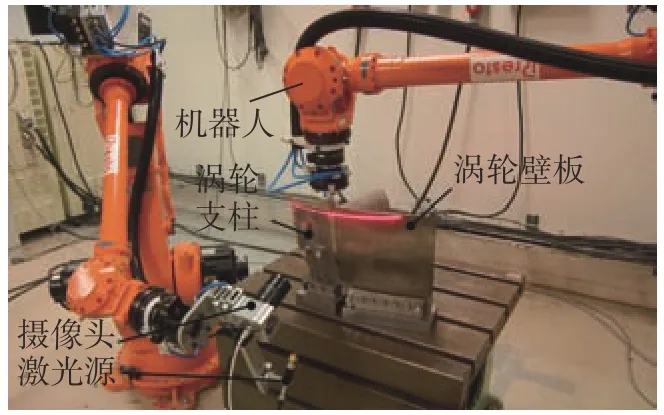
图5 挪威科技大学航空发动机部件装配系统[53]Fig.5 Aero-engine component assembly system by Norwegian University of Science and Technology[53]
国内对于机器人柔性装配的研究以单个机器人的灵巧移动和精准控制方面为主,并逐渐向多机协同形式进行探索。Liu等[25]将启发式和迭代局部搜索算法相结合,提出了一种多机械臂协作下的无碰撞任务分配方法;姚利明等[54]提出一种用于机器人柔性装配的全向移动平台,可通过光学、电磁或iGPS导航在车间有限的地形中灵活精准移动,定位精度可达±1 mm;王杰鹏等[55]在KUKA工业机器人上搭载六维力传感器,通过感知外部作用力变化调整机器人末端位姿,操作人员使用小于10 N的推力即可控制大型待装配零件的高精度装配,极大降低了操作人员的工作强度;刘仁伟等[56]标定了重力负载参数,进一步研究了位姿柔顺控制算法,提高了机械臂外力控制下装配位姿调整的柔顺性;刘毅等[57]设计了一种6自由度多关节机器人,用于舱内狭长空间下的高精度重载装配,如图6所示。
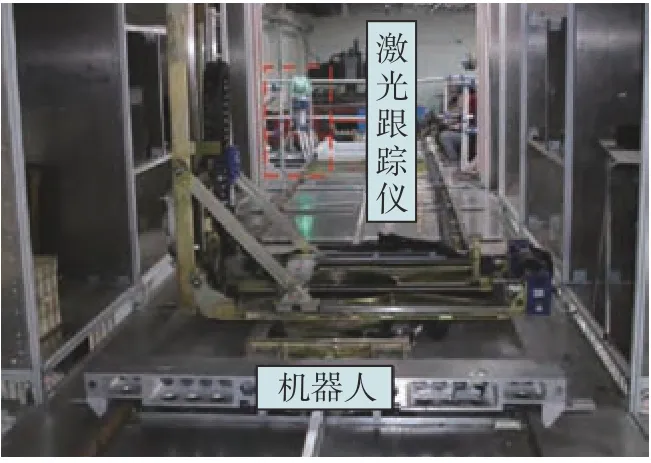
图6 燕山大学狭长空间重载装配机器人[57]Fig.6 Narrow space heavy-duty assembly robot by Yanshan University[57]
目前国外机器人配备的商业软件工具已能够实现数字化装配过程规划,但由于当前和未来装配系统方案的复杂性不断增加,在装配系统的数据准备和决策方面仍然不能充分满足工业生产的需要,迫切需要研究基于给定装配序列、产品数据和项目前提自动生成装配系统备选方案的新算法,如自动焊枪分配、顺序分配工位等。国内柔性装配机器人在数字化和自动化上距离国外还有较大差距,定位、装夹、连接、搬运等装配环节之间的工序独立,无法形成一整条机器人自动装配线。虽然在人机协作形式的机器人辅助装配方面已经取得了一定成果,但面向大型工件装配的重型高精度多轴工业机器人的执行精度、负载能力、适用性有待提高。
2.4 表面喷涂
由于飞机结构尺寸大、形状复杂,人工喷涂作业效率低且质量不稳定,通过工业机器人替代人工可提高生产质量和效率,也可避免喷涂环境对工人身体健康造成的危害。国外最具代表性的机器人表面喷涂系统是洛克希德·马丁公司为F-35战斗机研制的包含3台6自由度喷涂机器人的飞机精整系统 (Robotic aircraft finishing system,RAFS),可实现对整架飞机的表面自动喷涂,如图7所示[58];波音公司联合KUKA公司为波音777客机生产线研发了由2台喷涂机器人构成的机翼自动喷涂系统,仅需24 min即可完成人工喷涂4.5 h的工作量[59];杜尔公司推出的多轴喷涂机器人采用模块化设计,可高效更换控制组件,机械臂末端装有换色器和计量泵,可实现快速换色,降低涂料损失和洗涤剂消耗[60];KUKA公司基于虚拟现实技术开发出离线喷涂路径规划系统,用于对复杂表面的喷涂作业[61]。

图7 洛克希德·马丁公司的RAFS系统[58]Fig.7 Robotic aircraft finishing system by Lockheed Martin Space Systems Company[58]
国内相关研究聚焦于机器人构型与运动路径仿真方面。朱利中[62]设计了混联结构的喷涂机器人,相比串联或并联结构机器人提升了刚度和抗爆性;Yu等[63]基于MPRM系统的移动导轨和ABB-IRB5500机器人研发了龙门式飞机喷涂机器人,并对其基准位置 (Base position,BP)进行优化,相比传统机器人逆运动学方法计算效率提升近百倍,其喷涂硬件系统如图8所示;姜帅等[64]研制了基于机器视觉识别的自动喷涂系统,可实现对筛盘上零件的自动识别和喷涂路径规划,但仅采用机器视觉技术易受到喷涂过程中的环境光线干扰,路径规划算法全局寻优有待提高;邱一等[65]基于ABB-IRB5510机器人研制了航空复合材料零件封孔胶喷涂系统,并通过试验测得了喷涂方式、喷涂流量、喷涂压力、喷涂速度等因素的最佳参数,结果表明机器人喷涂封孔强度可达到行业内18 MPa的要求。
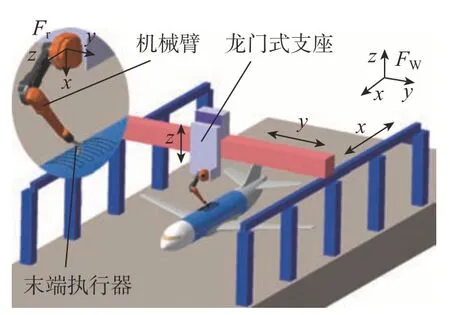
图8 清华大学龙门式飞机喷涂机器人[63]Fig.8 Gantry aircraft spraying robot by Tsinghua University[63]
机器人喷涂相比人工更稳定和高效,在飞机上大型复杂零部件表面喷涂作业任务中表现出色。国外喷涂机器人已有能力对大型零部件乃至整机进行全面喷涂作业,自动化程度较高,学者们把目光聚焦于如何通过提高机器人智能化程度来简化编程难度上,基于离线模型的快速编程技术被大量应用,新型喷涂末端执行器设计和喷涂路径规划成为主要研究方向。国内航空喷涂机器人研究起步较晚,目前在小型零部件的自动化任务分配和路径规划方面已有初步应用,在大型航空零件的路径规划与碰撞防护方面还较多依赖人工经验,生产线柔性化水平较低,喷涂机构的稳定性和精确性有待提高。
2.5 智能检测
飞机零件表面质量和数值检测是飞机制造过程的重要一环,由机器人搭载传感器可以实现大型表面与狭小结构的快速检测。国外研究聚焦于将多种形式机器人结合,并搭载多种功能的检测末端执行器以实现复杂危险环境下的检测与修复。Axinte等[66]提出一种基于机器视觉的发动机内部检测机器人方案,将6足机器人与柔性连续体机械臂结合,可以在工人难以到达的危险场合从事检测维修工作;Gray等[67]在基于涡流驱动系统的自主机器人平台上搭载红外热成像、相控阵超声及激光修复模块,无损检测飞机表面复合材料的缺陷位置和测量三维损伤的大小;Burghardt等[68]在机械臂上安装了1个3D扫描仪来检查飞机涡轮发动机,但该检测系统成本高昂;Santos等[69]将2D激光束传感器与机械臂结合以获取零件的三维几何形状,总体误差仅为0.34 mm,并具有较高可靠性,其检测系统如图9所示。
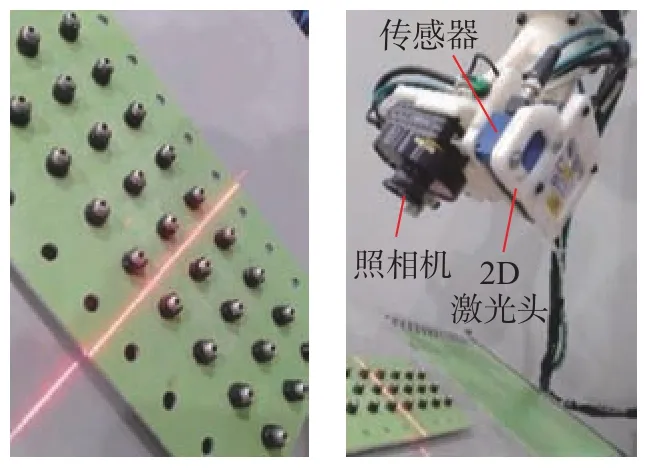
图9 伊塔朱巴联邦大学机器人检测系统[69]Fig.9 Robot detection system by Federal University of Itajubá[69]
国内研究多以改良机器人的性能来提高对工况的适应性。诸葛晶昌等[70]研制了一种采用螺旋桨反推式的履带机器人,能在飞机表面爬行,相比传统的吸盘式结构具有更好的爬壁性能,提高了飞机蒙皮表面检测效率;Niu等[71]研制了一种用于飞机油箱的检查机器人,其蛇形连续体结构具有较好的柔性和承载能力;王亚明[72]研制了一种连续体检测机器人,采用十字空心万向关节和3条驱动绳索实现柔性驱动,通过触觉传感器实现航空发动机叶片位姿和损伤原位检测,如图10所示;Lu等[73]采用深度学习方法实时识别碳纤维复合材料飞机零件增材制造过程中产生的纤维错位和磨损缺陷,闭环调整工艺参数消除制造时的误差;陈允全等[74]将激光扫描仪安装于KUKA机器人末端组成激光扫描系统,实现对飞机复杂外形结构数据测量。
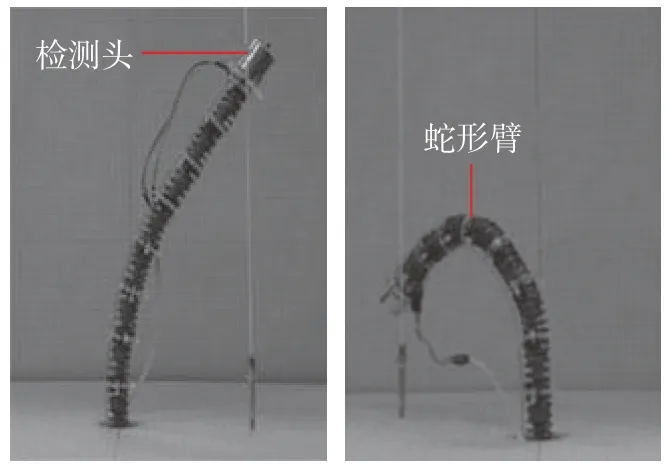
图10 南京航空航天大学连续体检测机器人[72]Fig.10 Snake arm detection robot by Nanjing University of Aeronautics and Astronautics[72]
机器人检测技术在航空零部件的生产、装配和维护过程中可以发挥至关重要的作用。国外检测机器人已可实现对复杂零件表面形貌扫描和模型高精度重建,在检测的同时可以执行一定程度的零件修复任务。相比国外,国内检测机器人的传感器类型和功能较为单一。基于机器视觉和深度学习的无接触智能缺陷检测方法在表面缺陷的识别分类任务中展现出极高的效率和准确性,但当前采用的人工智能方法多为有监督学习,依赖大量含有缺陷标签的图片数据集,并且对光线、烟雾等外界因素变化较为敏感,需要机器人实时调整姿态来减少工况对检测结果的影响。目前一种机器人通常只能对一种曲面或结构进行检测,需要研究模块化的检测末端执行器并相应地标定补偿方法以适应复杂场景下的检测任务;在狭小空间内的检测任务通常由连续体结构机器人实现,但由于其结构刚度有限,需要改进机械结构,研究闭环控制策略,提高其末端位置精度。
2.6 整体研究进展分析
目前,国外在航空工业机器人的研究上具有丰富的技术积累,如ABB、KUKA、COMAU、FANUC、YSKAWA等知名机器人公司的产品已经成为一种工业标准。航空制造企业针对航空产品特点和应用中所需的关键技术,不断拓宽机器人在航空制造领域的应用范围,已有一些较为成熟的工业应用,如波音、空客、洛克希德·马丁等航空制造企业及美国国家航空航天局在航空器机身、机翼、整流罩等核心部件的生产和装配中大量应用工业机器人,机器人形式朝着多轴化、高速化、模块化和协作化方向发展。
国内制造业在汽车工业的推动下已从国外大量引进机器人生产线。与汽车工业不同,航空工业设备研发和制造的成本投入巨大,长远的经济价值只有通过规模化生产才能得以体现。国内对于工业机器人在航空制造业的应用研究集中在各大高校和研究院所里,以现有的国外品牌工业机器人产品作为研发平台,侧重于提高精度、改进工艺、开发新控制技术的研发方向,并且大部分应用尚停留在中小型零部件级别。
3 发展趋势
根据上述分析,结合工信部等17部门在2023年公布的《“机器人+”应用行动实施方案》所提到的发展工业机器人智能制造系统,助力制造业数字化转型、智能化变革的要求,应该从以下5方面开展航空制造工业机器人的研究工作。
(1)构建数字化航空装备生产线。工业机器人是构建数字化航空装备生产线的基础单元,为适应航空装备生产线信息化、数字化和智能化的需要,航空工业机器人应着重围绕技术理论落地和智能信息化升级方面进行研究。目前工业机器人仍有大量理论与技术受专利、成本及市场需求限制,只能停留在实验室的小规模研究中,因此需要面向具体的航空工业生产场景进行技术改进和转化,降低使用成本,拓宽在航空工业薄弱环节中工业机器人技术的应用市场,如高精度重载工业机器人平台商品化、复杂环境下工作环境感知与建模、对采集图像中的障碍物和航空零部件特征提取与快速识别检测方法等。
对于已经相对成熟的工业机器人产品,还应注重物联网、信息化、智能控制等技术融合,发展成一套数字化体系,提高航空零部件各加工工序之间的连贯性,使工业机器人由单系统独立运行转变成多工序多系统在线联动的模式。例如基于数据驱动完善工业机器人制造模式下的工业管理体系,发展新型传感技术,将工业机器人在加工过程中的工况状态和环境参数等数据构建成工业数据集并上传共享在云平台,并使用智能算法对工业数据进行解析,深入挖掘数据之中的潜在机理,探寻不同工业场景下数据之间的可迁移性。构建从工业机器人到整个车间的可视化数字孪生模型,对航空零部件制造全过程进行模拟并深度优化,实现工业机器人生产线预测性维护、工作任务量的动态分配、工艺参数和加工路径自动寻优、对相似零件的快速制造等。将工业机器人控制云端化,通过云平台上自定义和管理设备,使车间之间联网通信、系统之间协作配合,实现同一批次零件在不同区域的离散同步生产。
(2)工业机器人组件集成化与模块化。由于航空零部件种类繁多,难以针对所有零部件研发专用的非标工业机器人,将工业机器人组件进行集成化和模块化设计,通过更换不同的组件可以扩大工业机器人的应用范围,降低生产线的研发和维护成本。针对工业机器人的特性改进航空零部件生产工艺,研究具有新型材料和紧凑结构的末端执行器,提高机器人的功能集成度,减小末端执行器的体积和重量。将机器人组件模块化设计,简化维护和管理。为机器人配备工具库,可在一道工序完成后对末端执行器工具自动快速切换,实现航空零部件原位多工序加工和检测,减小生产线的体量和因零件在不同工序之间传递导致的重复定位误差。
(3)研发工业机器人配套系统。当前工业机器人领域的控制系统、工艺仿真软件、监控与故障诊断系统、伺服驱动系统、配套生产夹具等大量依赖进口,经常受到制约,并且数据保密性、操作习惯、功能指标等不符合国内行业发展的需要,因此需大力发展有自主知识产权的机器人体系,以满足国内航空制造业的需求。应将人工智能算法、虚拟现实等技术运用到机器人开发上,提高机器人的智能化程度。利用过往数据构建虚拟产品数字孪生模型,对航空零部件钻孔、喷涂、打磨等工序进行模拟,自动生成轨迹数据,实现可视化的离线编程,降低加工工艺编程的复杂度,提高易用性。开发自适应加工系统,并针对加工工艺和工业机器人性能,将加工轨迹优化、路径干涉校验、加工参数优化、故障检测诊断等功能封装在系统中,以模型驱动为基础,将现有光、电、力学传感器补偿技术与机器视觉技术结合,在加工过程中对加工质量实时监测,并根据评估结果自适应调整加工参数,修正建模和外部因素带来的加工误差,进一步提高加工质量。对于工业机器人多功能配套夹具,应在设计时充分考虑通用性和稳定性,融合零件搬运、定位、位姿调整等功能,使其能够适应不同尺寸的零件产品,由于夹具自身具备一定轴数并与工业机器人系统联动,在不改变工业机器人轴数的情况下提高加工系统的总自由度,可以在提高生产效率的同时降低加工系统柔性改造升级成本。
(4)发展协作式工业机器人。由于航空零部件体积与重量普遍较大,单个工业机器人受负载和功能制约,采用人机协作或多机器人协作形式更适合航空制造业的需要。对于人机协作形式,需要充分考虑安全结构设计、防撞方法、风险分析、错误行为容忍度等安全策略。通过手势识别、表情识别、动作识别、机器触觉、语音识别、人意图预测、增强现实等技术改良传统的人机互动形式。研究便携式智能交互终端或App应用程序,将交互场景从一对一的固定式工控台转移至工业平板或手机上,从而在一台终端上实现多台机器人的便捷调度和参数控制,并使操作人员工作区域不受终端位置局限。
对于多机器人协作形式,需要研究多机器人任务分配策略和控制方法,增加系统中同时工作的机械臂数量。在目前的多臂机器人生产系统中,各机器人往往独立工作,相互之间缺少协作。为增加多机器人之间的协作性,系统需分配每台机器人的工作范围和执行任务,保证工作负载的均衡分布,减少机器人的非生产时间,最大化提高生产效率。由系统自动生成每台机器人的最优工作路径,并对机器人的相对位置实时监控,防止机器人之间发生干扰或碰撞。另外,航空零部件加工过程通常具有多个工步,每个工步完成之后零件的形状和公差都会发生微小改变,进而导致多个机器人配合完成连续工步任务时产生误差积累。因此需要制定适用于多机器人系统的在线精度补偿和路径补偿策略,使多机器人在连续工步任务中根据零件当前形状和公差实时修正运动轨迹。
(5)优化工业机器人设计。由于飞机结构的特殊性,对于航空工业场景中的喷涂、检测等作业任务,常见的6自由度工业机器人有时无法满足使用需求,因此会需要一些特种、非标的专用机器人平台。需要研究具体航空制造场景下的问题机理,对现有机器人进行结构优化创新,以适应不同加工环境,提高工作稳定性,如通过改变关节结构提升机器人的关节刚度、通过冗余自由度设计使机器人具有更大的工作空间、提高机械臂灵活性等。将伺服驱动技术分散化,将机械关节替换成独立的伺服驱动电机,以精准控制每个关节的运动角度,尽可能消除机械传动系统本身的误差。将不同类型机器人组合使用,以突破机器人功能的局限性,如以AGV(Automated guided vehicle)系统搭载关节机器人的形式在航空零部件制孔、装配、检测等方面已展现出较大的发展潜力。
4 结论
工业机器人性能不断进步,在航空制造领域逐渐展现出巨大的应用潜力。在航空零部件装配、喷涂等大批量、高重复性的任务中,工业机器人可以大幅度降低人工成本,保障产品质量的同时提高生产效率,而在航空零部件制造与检测等小批量、多类型的任务中更具有灵活性高、成本低廉的优势。国外大型航空制造企业围绕航空零部件生产过程大力发展机器人技术,加速在技术和理念上的转型升级,可以看出在未来的航空装备制造领域,机器人自动化生产线终将会取代传统人工操作模式,并朝着模块化、柔性化、智能化方向发展。当前我国航空工业水平与国外先进技术的差距正逐渐缩小,在通用机器人平台研发、部分中小型航空零部件加工和装配等领域已经实现技术自主可控,但在工业机器人控制策略、在线补偿、路径自动规划、特种机器人研发等方面与国外头部企业相比还有明显差距,工业机器人生产线数字化、自动化程度有待提高。需借助《“十四五”智能制造发展规划》等相关国家政策,集中资源发展工业机器人技术和机器人加工工艺,完善和丰富现有航空制造领域工业机器人体系,推动航空制造业实现数字化转型、网络化协同与智能化变革。
猜你喜欢
趣味(作文与阅读)(2021年11期)2021-03-09 06:37:12
趣味(语文)(2021年11期)2021-03-09 03:11:36
测控技术(2018年12期)2018-11-25 09:37:50
黄河之声(2018年5期)2018-05-17 11:30:01
制造技术与机床(2017年9期)2017-11-27 02:13:45
自动化学报(2016年8期)2016-04-16 03:38:51
自动化学报(2016年5期)2016-04-16 03:38:49
IT时代周刊(2015年7期)2015-11-11 05:49:55
Coco薇(2015年10期)2015-10-19 12:51:50
航空世界(2014年6期)2014-04-14 00:50:40
