矩形培养基灭菌器侧板局部腐蚀研究
2024-01-11 08:33:16李飞
中国特种设备安全 2023年12期
李 飞
(江苏省特种设备安全监督检验研究院连云港分院 连云港 222000)
2020 年9 月30 日,国家市场监督管理总局在全国范围内开展快开门式压力容器专项隐患排查治理工作,防范系统性风险,遏制重特大事故发生。为了有效排查和消除特种设备事故隐患,保障人民群众生命财产安全,连云港市安排了特种设备安全隐患大排查大整治行动,对各类灭菌器(快开门式压力容器)使用单位进行了监督抽查。检查发现食用菌行业的培养基灭菌器存在较多安全隐患,主要是该类灭菌器主体为碳钢材质,在蒸汽长时间作用下,表面油漆防护层起皮剥落,局部腐蚀较为严重,尤其是底部有物料装载车进出及有冷凝水积聚,腐蚀尤为严重,有的存在重大安全隐患。
本文结合矩形培养基灭菌器的设备特点,依据相关规范标准,对侧板局部腐蚀情况做了研究,并提出了腐蚀防护措施及定期检验要点,对降低设备腐蚀失效风险和开展定期检验具有一定的参考意义。
1 引言
食用菌是指可供食用的大型真菌,俗称蘑菇。常见的食用菌有双孢蘑菇、香菇、牛肝菌、羊肚菌等[1]。食用菌含有丰富的蛋白质和氨基酸,其含量是一般蔬菜和水果的几倍到几十倍。随着国内外市场对食用菌需求及品质要求的提高,食用菌生产已经向工厂化、规模化发展。
在食用菌制种和栽培过程中,无菌操作非常重要,是熟料栽培成功的关键。无菌操作涉及灭菌和消毒。灭菌又称灭活,是消除物体内、外一切微生物的方法,而消毒是用一定的方法清除物体表面的微生物。熟料栽培的培养料必须经过灭菌处理,才能去除培养料中的杂菌,确保栽培成功[2]。
一般培养基可用121 ℃保持20 min 即可达到灭菌效果,可把菌丝营养体、孢子、芽孢全部杀死。但如果基质内含有葡萄糖等物质则应用115 ℃保持20 min 为宜,否则过高温度会破坏营养物,而产生有毒物质不利于食用菌生长。含菌量较大而且含水量较少,需要更高温度和更长时间灭菌。
目前,食用菌的培养基灭菌多采用大型矩形压力蒸汽灭菌器,工作压力一般为0.15 MPa,灭菌工作介质为饱和水蒸气,采用真空系统强制抽出灭菌室内的空气,再导入饱和蒸汽,然后再次抽真空,再次导入蒸汽,如此反复几次,达到尽可能排空空气的目的,最后一次进汽到灭菌温度,并维持该温度(压力)一定的时间。当饱和纯蒸汽与被灭菌物接触时利用散热原理导致细菌微生物的蛋白质变性死亡,从而达到灭菌作用。也可采用下排汽/重力转换的方式排出灭菌室内的空气,然后灭菌,但这种方式排除空气的效率没有抽真空型的好,一般只用于不适合抽真空的工况。
灭菌室大的截面宽高超过2.5 m,长度超过15 m,容积可达上百立方米,属快开门式压力容器。采用矩形主要是为了方便物料装载和有效利用空间,结构型式基本为GB/T 150.3—2011《压力容器 第3 部分:设计》中附录 A.5.1.1 中图1 所示的单层外加强的对称矩形截面容器[3]。加强件焊接固定在筒体上、下、左、右4 个方向,形成方形。为了保证强度,这种压力容器的加强件设置密集才能达到所需的强度,因整机金属耗用量非常大[4],考虑制造成本一般筒体采用碳锰钢Q345R,壁厚10 mm 左右,筒体内表面涂刷油漆防腐处理。定期检验中发现很多设备使用一段时间后,容器底部多发局部腐蚀减薄,局部剩余厚度会小于强度计算书的有效厚度。经查阅相关文献及向制造单位了解,矩形压力容器和圆筒形压力容器(回转体,受力均匀)不同,其不同截面的不同部位受力不同,有些部位的组合应力水平很低,且主要以弯曲应力为主,壁板的局部减薄对组合截面的惯性矩的影响较小,当校核组合应力合格时可不用处理,但要加强防护,勤于检查,发现问题及时处理。
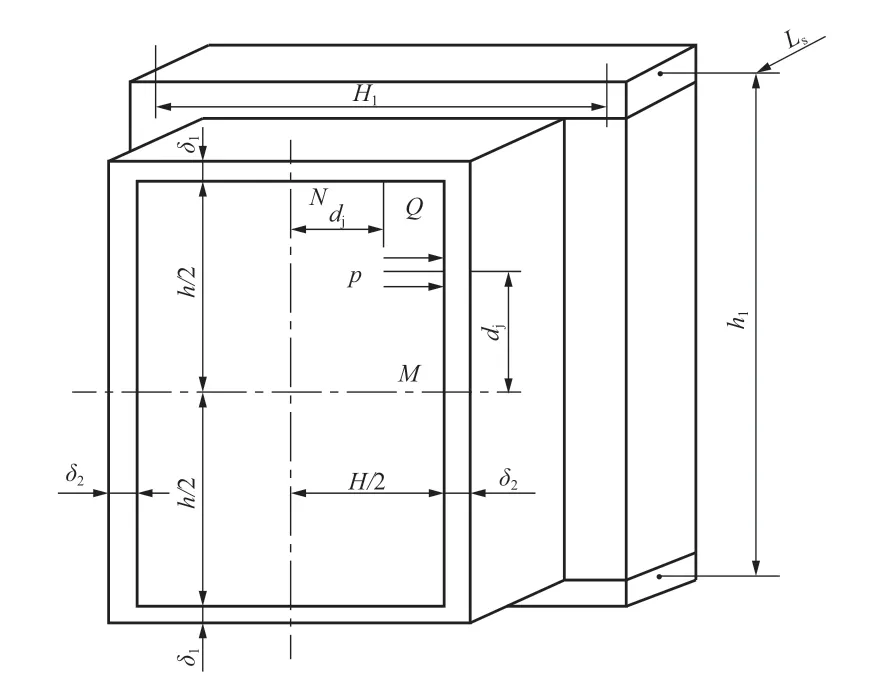
图1 外加强的对称矩形截面容器
2 矩形培养基灭菌器的运行特点和腐蚀成因
培养基灭菌器在使用时,除了有自动传送线的,培养基是装瓶或装袋放在多辆车架上由人工推入或叉车送入的,而且培养基的灭菌周期一般都很长,大约4 ~10 h,漆膜在压力蒸汽长时间周期作用下很容易被蒸汽穿透,进而鼓泡起皮脱落,失去隔离保护作用导致腐蚀的产生。由于重力作用,水蒸气冷凝后流到灭菌器下侧板很大的平面上不能及时排尽,即使在灭菌结束后底部大部分区域也会有残留冷凝水,开门进出料,接触空气(氧气),从而产生局部腐蚀,非自动传送线的灭菌器由于操作人员和车辆的进出加剧了下侧板表面的破坏和腐蚀的扩展,使得下侧板腐蚀大大超出设计预期。筒体内表面底部腐蚀见图2。

图2 筒体内表面底部腐蚀
进蒸汽挡板焊接不良时有冲刷,尤其转角处产生冲刷腐蚀,见图3。

图3 冲刷腐蚀
蒸汽冷凝水为弱酸性或中性,底部大面积腐蚀为吸氧腐蚀,其机理为[5]:
负极(Fe):Fe-2e=Fe2+
正极:O2+2H2O +4e=4OH-
总反应:2Fe +O2+2H2O=2Fe(OH)2
腐蚀生成的Fe(OH)2被氧气氧化,生成Fe(OH)3后脱水生成Fe2O3铁锈。
4Fe(OH)2+O2+2H2O=4Fe(OH)3
2Fe(OH)3=Fe2O3+3H2O
冲刷腐蚀是高速蒸汽的机械破坏和电化学腐蚀这两种作用共同破坏的结果,为局部腐蚀。
3 矩形培养基灭菌器的结构受力特点
矩形截面压力容器作为非回转型容器,其应力分布较回转型容器复杂,其受力以弯曲应力为主,薄膜应力大约是最大弯曲应力的1/10,当截面宽、高相近时,每个侧边受力接近固支梁。
由于培养基灭菌器截面绝大部分在2 000 mm×2 000 mm ~2 400 mm×2 400 mm 之间,截面宽、高接近,一般长边侧板和短边侧板的厚度及加强件也取相同,即对边和邻边具有相同的惯性矩。现以截面宽、高相等情况对组合截面弯曲应力作简化分析如下:
当截面宽、高相等(长边等于短边),即图1中h=H时,GB/T 150.3—2011 中附录A 表A.1 计算参数表中α=H/h=1、h1=H1、α1=H1/h1=1、k=α=1,根据GB/T 150.3—2011 中附录A 表A.5“侧板上焊接接头处弯曲应力计算公式”A.6 栏M 和Q 之间的公式,壁板距离其中点dj处组合截面内外表面的弯曲应力σb为:
式中:
pc——计算压力,MPa;
I21——在有效宽度为W范围内厚度为δ2侧板与加强件组合截面惯性矩,mm4;
k,α1——参数;
c——侧板与加强件组合截面中性轴至计算截面内表面的距离ci或至计算截面外表面的距离co。
在对内、外表面的弯曲应力计算中,应分别以ci或co代入,其余符号请参见GB/T 150.3—2011 中附录A.2。
式中:
I11——在有效宽度为W范围内厚度为δ1侧板与加强件组合截面惯性矩,mm4。
对中点M、N,x=0,代入得σb(x)=-σ0,此处组合截面外侧受拉、内侧受压;
对角点P、Q,x=1,代入得σb(x)=2σ0,此处组合截面外侧受压、内侧受拉;
当σb(x)=0 时,,此处组合截面弯曲应力最小,是布置焊缝最佳位置;
当σb(x)=σ0时,,弯曲应力分布如图4 所示。
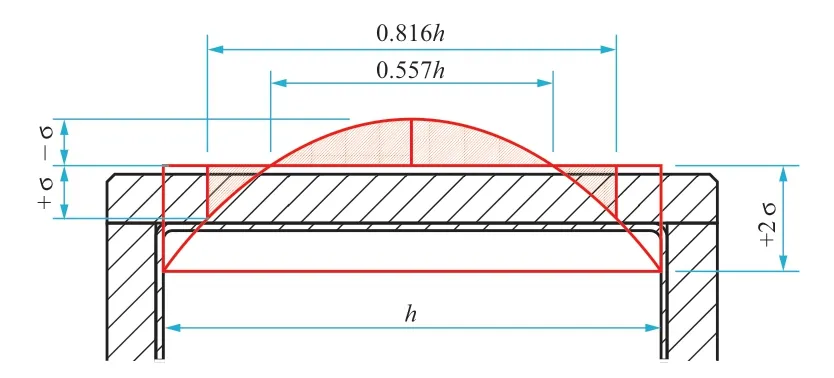
图4 弯曲应力分布图
由图4 可见,在侧边中间约80%的区域,侧板所受弯曲应力最大值小于另外20%区域的最小值,最大值相差1 倍。也就是说当两边强度满足时,中间约80%的区域有较大安全裕量。
根据GB/T 150.3—2011 中附录A 的公式A-62和参考文献6 的结论1,限制加强件间距是为了限制两加强件之间那部分壳体(侧板)中的应力水平。这部分壳体中的应力只与加强件的间距和壳体(侧板)壁厚有关[6],对在用设备而言,加强件的间距已经确定,加强件之间侧板中的应力水平则由侧板剩余厚度决定,当发生均匀腐蚀时需要根据侧板剩余厚度校核允许的加强件间距是否还大于实际加强件间距;而仅有局部腐蚀时不需要校核允许的加强件间距,需要校核局部腐蚀部位的组合应力。
由于培养基灭菌器的加强件与侧板采用间断焊且不与介质接触,且实际检查发现腐蚀呈多区域散发,与侧板纵环缝位置没有相关性,大面积均匀腐蚀不是本文重点讨论范围(可能需要根据加强件间距和剩余有效厚度反算最高允许工作压力,降压使用或报废处理)。
4 矩形培养基灭菌器定期检验中侧板局部腐蚀的检验要点
1)侧板局部腐蚀宏观检验。采用目视方法(必要时利用放大镜或者其他辅助仪器设备、测量工具) 检验压力容器表面情况(如裂纹、腐蚀、泄漏、变形),以及焊缝、接管、油漆表面等,做好记录。
2)侧板局部腐蚀部位壁厚测定。壁厚测定,一般采用超声测厚方法,重点检验底部的进汽口、排水口、低凹处以及截面拐角等易受腐蚀、冲蚀的部位、制造成型时壁厚减薄部位和使用中易产生变形及磨损的部位、接管部位等,记录局部腐蚀部位、深度及大小。
3)侧板表面缺陷检测。采用NB/T 47013.4—2015《承压设备无损检测 第4 部分:磁粉检测》中的磁粉检测方法检测侧板表面缺陷。
4)侧板局部腐蚀部位安全状况等级评定。根据TSG 21—2016《固定式压力容器安全技术监察规程》(简称规程)中“8.5.7 腐蚀”,对有腐蚀的压力容器,按照以下要求评定安全状况等级[7]:
(1)分散的点腐蚀,如果腐蚀深度不超过名义壁厚扣除腐蚀裕量后的1/3,不影响定级;如果在任意200 mm 直径的范围内,点腐蚀的面积之和不超过4 500 mm2,或者沿任一直线的点腐蚀长度之和不超过50 mm,不影响定级;
(2)均匀腐蚀,如果按照剩余壁厚(实测壁厚最小值减去至下次检验日期的腐蚀量)强度校核合格的,不影响定级;经过补焊合格的,可以定为2 级或者3 级;
(3)局部腐蚀,腐蚀深度超过壁厚余量的,需要校核局部腐蚀部位的组合应力,校核合格的,不影响定级;经过补焊合格的,可以定为2 级或者3 级,注意规程第8.5.4 条“凹坑”无量纲参数不适合矩形容器。
因矩形灭菌器在设计时留有一定的安全系数(按最危险强度条件设计,大部分区域安全裕量较高),且设备压力不高,当局部腐蚀造成设备壁厚减薄时,如按照规程 8.3.11(6)强度校核合格的,可暂不处理,但要按照规程 8.1.7.1(1)缩短检验周期。
5 腐蚀的防护
为减轻筒体内表面底部腐蚀,可以采取如下措施:1)调整灭菌器水平度,使底部残留冷凝水能及时排尽。2)提高筒体内表面底部漆膜等保护层防腐质量。3)减少人为操作和车辆进出设备内部对防腐保护层的破坏,例如车轮使用橡塑等非金属材料且接触面宽。
为防止蒸汽挡板冲刷腐蚀,需要优化挡板设计和提高挡板焊接质量,例如蒸汽使用管式分布,可避免直接冲刷侧板且进汽均匀性更好,进汽分布管的位置不宜布置在应力最高的4 个角附近。
6 安全使用应注意的问题
规范设备管理制度:1)制定合理的灭菌器维护保养制度,延长设备的使用寿命;2)完善运行记录制度,定期了解设备腐蚀情况,及早发现问题,及早采取措施;3)建立专管人员制度。
7 结束语
对于以碳锰钢为主要制造材料的矩形培养基灭菌器,其使用方式决定了侧板局部腐蚀不可避免,尤其是底部的腐蚀速率高于预期,使用时一定要加强管理,设专人定期检查设备的腐蚀情况,及时发现问题,及时采取措施。除此以外,建议厂家采购灭菌器时,除考虑价格因素,还要考虑更多的使用操作安全风险等因素,采用不锈钢或复合钢板等抗腐蚀能力强的材料制造培养基灭菌器,保证产品使用更安全。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08 02:21:56
化工设备与管道(2022年1期)2022-06-08 09:47:52
轮胎工业(2021年2期)2021-12-24 15:19:31
现代仪器与医疗(2021年2期)2021-07-21 02:19:12
机电工程(2018年11期)2018-11-27 07:26:02
科学与技术(2018年25期)2018-06-17 07:31:52
四川水泥(2016年7期)2016-07-18 12:06:26
西南军医(2016年3期)2016-01-23 02:17:50
中国医学装备(2015年10期)2015-12-29 12:00:32
机械工程师(2014年9期)2014-07-08 02:16:08