
基于SG-PSO-SVR的扇形段故障预测系统设计
2024-01-11 10:23:44都胜朝石和乾徐本桥
宝钢技术 2023年6期
都胜朝,刘 贝,石和乾,徐本桥,王 锐,沈 钱
(武汉钢铁有限公司设备管理部,湖北 武汉 430083)
钢铁企业的生产流程中,连铸设备是连接上游工序(炼钢)和下游工序(轧钢)非常关键的生产设备[1]。连铸设备运行正常与否,对整个钢铁生产流程有着极其重要的影响。一旦连铸机发生故障,将会导致大批量的铸坯质量问题[2]。扇形段是连铸机的关键部件,若出现故障将会影响整个连铸过程。因此,需要找到合适的扇形段状态监测方法,对扇形段运行状态进行评估,并且为了方便工作人员查看状态信息,需要开发一套扇形段运行过程的状态监测系统使状态信息可视化。
都胜朝等为了提前发现连铸机扇形段故障发生的位置,基于SIMTAC系统的WINCC在线监测技术,建立3种模型进行对比试验,结果表明开浇过程双流拉矫力模型的效果最好,但是方法实施过程复杂,并且需要人工进行曲线比对[3]。
随着大数据时代的来临,工程设备实时运转数据背后所隐含的健康信息需要去深究[4-5]。基于数据驱动的故障预测方法主要有人工神经网络、遗传算法、支持向量机(SVM)、奇异谱分析等[6]。如文献[7-10],很多学者采用SVM方法去解决故障诊断问题,或者采用参数优化方法去优化SVM模型的参数,以提高模型的准确率。近年来,采用SVM模型进行故障预测的方法也越来越多,如张梅等[11]采用基于最小二乘支持向量机(LS-SVM)的提升机故障预测模型对矿井提升机进行故障预测,并且与小波神经网络模型进行对比,结果显示LS-SVM模型预测误差小,收敛速度快。DUAN等[12]研究了模型参数(惩罚因子核、函数宽度和不敏感带损函数)和训练样本量对回归模型预测精度的影响,提出了确定最优支持向量机回归模型(SVR)的方法。上述方法虽然利用SVR模型进行故障预测,但是并没有对模型参数选取进行优化。
本文基于数据分析、数据挖掘技术实现故障诊断。故障预测部分考虑到故障样本数据数量的局限性,并且需要对拉矫力数值进行预测,所以采用支持向量机回归算法(SVR)来进行预测,搭配SG平滑滤波去噪。采用粒子群优化算法(PSO)对SVR进行参数寻优,寻找最优参数,并且通过对比试验,验证SG-PSO-SVR模型的预测效果。
1 故障预测技术
故障预测法是一种在故障诊断的基础上发展起来的一种更准确的维修方法。故障预测的最大价值是技术人员利用设备的设计数据、状态数据等信息,运用适当的方法预测未来的设备故障,提前发现可能存在的缺陷,根据情况进行维修。这可以有效地保证设备的工作效率,减少设备故障带来的不必要的损失。
连铸机扇形段的故障预测是依靠扇形段运行过程中产生的实时数据,并对数据进行分析,利用合适的机器学习模型实现故障预测。首先,利用传感器将扇形段运行过程中产生的总拉矫力、分拉矫力、拉速、铸流长度数据进行采集并存储到数据库,然后利用数据分析及数据挖掘技术进行工况分割、状态识别,采用灰色关联分析(GRA)实现故障定位,采用SG-PSO-SVR实现拉矫力的数值预测,通过预测到的拉矫力数值再进行状态识别,这样就使故障预测的问题变成了故障诊断问题,然后将诊断结果返回可视化界面,方便工作人员查看并记录信息。预测思路如图1所示。
2 基于PSO优化的SVR模型
2.1 SG卷积平滑去噪
Savitzky-Golay卷积平滑(SG)关键在于矩阵算子的求解。设滤波窗口的宽度为n=2m+1,各测量点为x=(-m,-m+1,……,-1,0,1,……,m-1,m),采用k-1次多项式对窗口内的数据点进行拟合,令y=a0+a1x+a2x2+…+ak-1xk-1。
产生n个这样的方程,构成k元线性方程组。要使方程组有解则n应大于等于k,一般选择n>k,通过最小二乘法拟合确定拟合参数A。由此得到:
用矩阵表示为:
Y(2m+1)×1=X(2m+1)×k·Ak×1+E(2m+1)×1

B=X·(XT·X)-1·XT,其中最重要的可调参数是窗口长度n及阶数k值选用。
选取最佳窗口长度n及阶数k进行对比试验,其中窗口长度n一般选取奇数,并且k必须要小于n。由于标准差可以反映数据的离散程度,标准差越小,数据的离散程度越低,数据就越平滑,所以采用标准差作为去噪效果的评价指标,试验结果如表1所示。
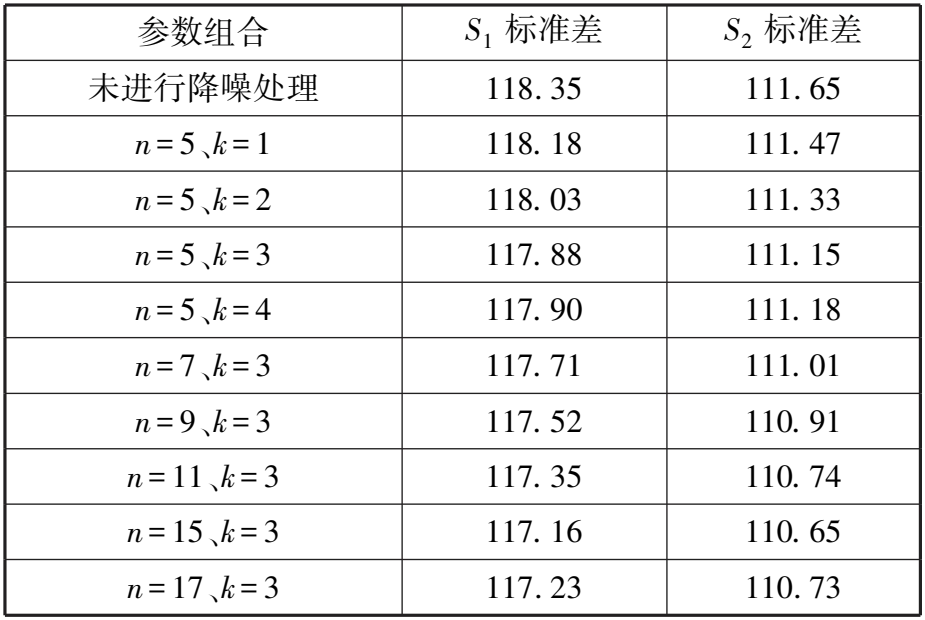
表1 对比试验结果Table 1 Comparative test results
从表1可以看出,在窗口长度n不变的情况下,随着阶数k的递增,S1与S2的标准差也逐渐降低,但是,当k>3时,标准差又开始递增,因此,选用阶数k为3。然后,保持k不变,逐渐增加窗口长度n,可以看出,随着窗口长度的递增,标准差也是逐渐递减,直至n>15时才出现递增现象。综上所述,选取窗口长度n=15,阶数k=3。
图2为去噪后的两流总拉矫力数据及原始两流拉矫力数据曲线。从图2可看出处理后的数据较原始数据相对平滑,且数据曲线呈现的锯齿形波动也明显减弱。

图2 平滑后曲线对比Fig.2 Curve comparison after smoothing
2.2 SVR模型
SVR作为支持向量机(SVM)的分支从而被提出,其基本思想是通过核函数,将输入空间映射到高维空间,进而求出原样本集的最优分类面,使得所有样本离该最优分类面的误差最小[13-15]。
设在高维特征空间中建立的线性回归函数为式(1):
f(x)=wTφ(x)+b=
(1)
式中:xi(xi∈Rm)是第i个样本的输入向量,yi(yi∈R)为队形的输出值;w=(w1,w2,…,wn)T为权值系数向量,φ(x)为非线性映射函数,f(x)为y的估计值,b为常数项。
可以将最有分类面的构造转化为二次规划问题,即式(2):
(2)
约束条件见式(3):
(3)
式中:αi为与每个样本对应的拉格朗日乘子;ε为线性不敏感损失误差;C为惩罚因子,其值越大表示对误差大于ε样本的惩罚力度越大,反之越小。
最终SVR可以表示为式(4):
(4)
2.3 PSO-SVR模型
在SVR模型中,超参数的选择对模型的泛化能力及准确度都有较大的影响[16]。使用传统的网格搜索法寻找最优超参数效率低下,因此本文采用PSO优化算法对SVR进行参数寻优,具体步骤如图3所示。

图3 算法流程图Fig.3 Algorithm flow chart
其中,将惩罚参数C、参数epsilon作为PSO算法中的粒子,由SVR模型计算出的各个粒子的均方根误差(MSE)作为适应度函数来验算粒子的优劣。通过不断更新粒子的速度和位置,直至达到最小误差或最大迭代次数,从而得到满足适应值函数最小的全局最优解,即得到了经过PSO算法优化的SVR模型参数。
3 系统总体架构设计
扇形段故障预测系统从功能上分为3部分,包括基于Windows平台的人机交互界面,用于故障预测系统的管理与控制;基于Python语言编写的脚本文件,用于工况分割、状态识别、故障定位及拉矫力数值预测;基于传感器的数据感知层,用于扇形段运行过程中的数据采集。
3.1 系统和逻辑架构
运行扇形段故障预测系统由数据采集、数据库、业务逻辑处理及前端展示4个单元组成,如图4所示。数据采集主要负责获取扇形段运行过程中产生的总拉矫力、分拉矫力、拉速及铸流长度实时数据,采集数据的频率为每5 s采集一次数据;数据库负责存储采集数据、系统固有信息及系统参数;业务逻辑处理主要负责系统业务处理、系统管理及负责对外接口的部分;前端展示负责系统各项功能展示。
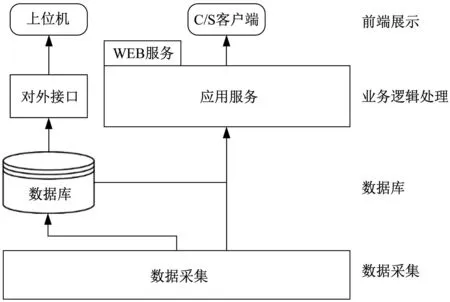
图4 系统逻辑结构Fig.4 System logic structure
3.2 系统物理架构及软件架构
扇形段故障预测系统在物理架构上,主要包括WEB服务器、应用服务器、上位机及数据库服务器等,并可与外部接口开展数据交换,为扇形段故障预测系统提供数据支撑。
系统采用成熟和标准的J2EE企业级应用架构搭建,该架构的应用特点是多环境多系统的交互、海量数据、高并发(用户访问量)、高TPS(每秒吞吐量)、安全等级高及自动化集群管理,提供分布式服务与弹性计算,具有良好的兼容性和跨平台特性。系统软件架构主要包括数据层、应用层及界面层,如图5所示。

图5 系统软件架构Fig.5 System software architecture
3.2 系统功能模块
考虑到连铸机扇形段工作环境恶劣、便于数据管理及数据观测性要求较高的特点,扇形段故障预测系统选用配置较高的台式电脑作为上位机。为满足实际的状态监测和故障预测需求,共设置5个模块,分别为:
(1) 参数设置模块。该模块用于设置模型中用到的参数,以达到适应不同场景不同设备的需求,提高系统的适用性,该模块的参数设置可以由专业人员设置,设置合适的参数可以达到最好的效果。
(2) 用户管理模块。用于查看登录信息、设置权限及增加不同的登录用户。
(3) 数据管理模块。该模块主要是负责与数据库之间的数据交换,模型中保存的预测值及传感器获取的数据都储存在数据库中,为了不破坏原有的数据文件,设置该模块。
(4) 数据查询模块。配合数据管理模块使用,可以按照时间查询两流总拉矫力、拉速、分拉矫力及两流状态的数据查询,方便后续需要时查看。
(5) 数据可视化模块。该模块主要负责数据可视化及状态信息可视化,首先是可以查看两流的总拉矫力及分拉矫力的数据,可以根据模型判断条件查看开始浇铸阶段及正常浇铸阶段的动态数据曲线及查看两流拉矫力预测值曲线对比值;其次可以选择预测时间,便于拉矫力数值的预测。开浇阶段故障定位利用灰色关联性分析定位故障发生的扇形分段。根据拉矫力预测值及故障定位,将信息汇总显示,在报警信息区显示时间及预测将会发生故障的扇形段的位置。
4 扇形段故障预测系统的实现
4.1 扇形段状态识别
扇形段的状态识别依靠数据分析、数据挖掘技术实现,主要包括工况分割、状态识别及故障定位3个部分。利用铸流长度数据及提前设置的参数条件来区分当前数据是否属于开始浇铸阶段的数据,剔除非开浇阶段的数据,提取属于开浇阶段的拉矫力数据,构建开浇工况数据集。利用SG平滑算法对两流拉矫力数据进行去噪处理,然后通过去噪后的拉矫力数据方差及参数条件来剔除非正常浇铸阶段的数据,构建正常浇铸阶段数据集。对开浇工况中拉矫力数据进行降噪处理,然后通过两流拉矫力数据及拉速数据的差值进行贴标签处理,状态异常数据标记为1,正常状态标记为0。
对正常浇铸阶段拉矫力数据进行SG平滑滤波去噪,通过计算拉矫力前10个采样点的均值及提前设置的参数条件对正常浇铸阶段的数据进行贴标签处理,对判定正常状态的数据标记为0,异常数据标记为1。对出现异常的时间点对应的分拉矫力数据进行去噪处理,然后使用GRA相关性分析获取出现故障概率最大的扇形分段,实现故障定位。如图6所示,上述流程的实时数据状态及报警信息都可以在系统的数据可视化模块查看。
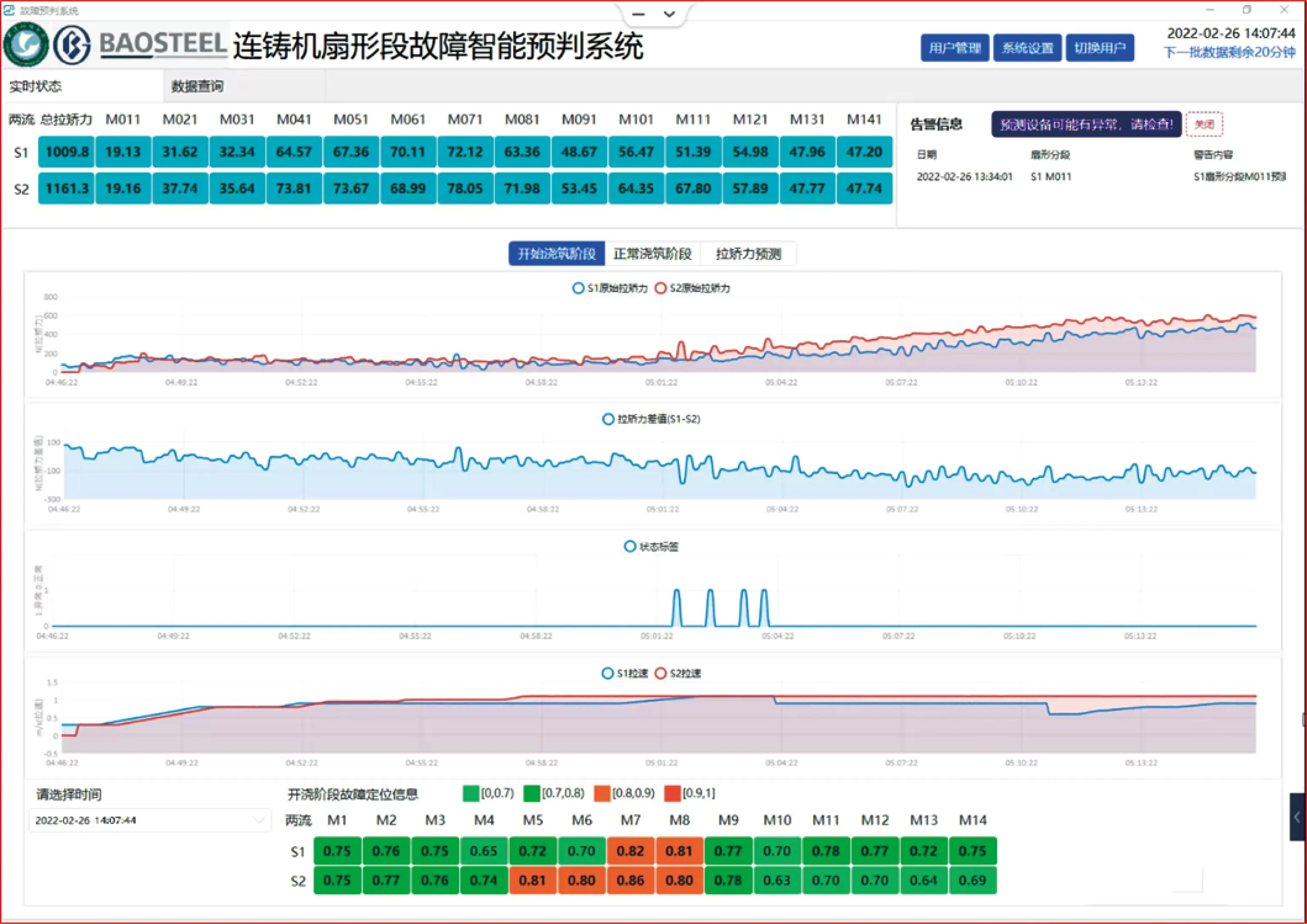
图6 实时状态界面Fig.6 Real time status interface
4.2 故障预测
扇形段故障预测的关键是拉矫力数值的预测,因此可以预测未来某时间段内的拉矫力数值,通过与其他分拉矫力的变化趋势进行对比可以达到故障预测的目的。考虑到故障样本数据数量的局限性,采用支持向量机回归算法(SVR)进行故障预测,并采用粒子群优化算法(PSO)对SVR算法进行参数寻优。
模型的搭建及训练过程写在一个函数中,以便后续重复的调用。以一流总拉矫力(F1)为例,选取一个小时的数据量,即720个样本点。首先对该分段的拉矫力数据进行SG平滑去噪处理,对降噪处理后的拉矫力数据构建总体样本集。设置滑动窗口的长度为30,滑动步长为1在拉矫力时间序列数据上滑动,以窗口中的数据作为特征数据,窗口的下一个数据作为对应的预测值,得到特征集及目标集,即将窗口内的30个数据作为特征值,对应窗口的下一个值作为目标值,不断重复这个过程,直到对所有数据划分完毕,构成总体样本集。然后分割数据集,以7﹕3的比例得到训练集及测试集。因为训练集的数值较大,所以要对训练集进行无量纲化处理,也就是对训练集进行标准化。将得到的训练样本分别输入到SG-SVR模型及SG-PSO-SVR模型,并使用测试集验证两个核函数的效果,选择平均绝对百分误差(Mean Absolute Percentage Error,MAE)和均方根误差(Root Mean Square Error,RMSE)对不同核函数的支持向量回归模型进行评价。两个评价指标的计算公式如式(5)、式(6)所示:
(5)
(6)

然后进行模型的训练并将拉矫力预测值保存,上述步骤的流程图如图7所示。
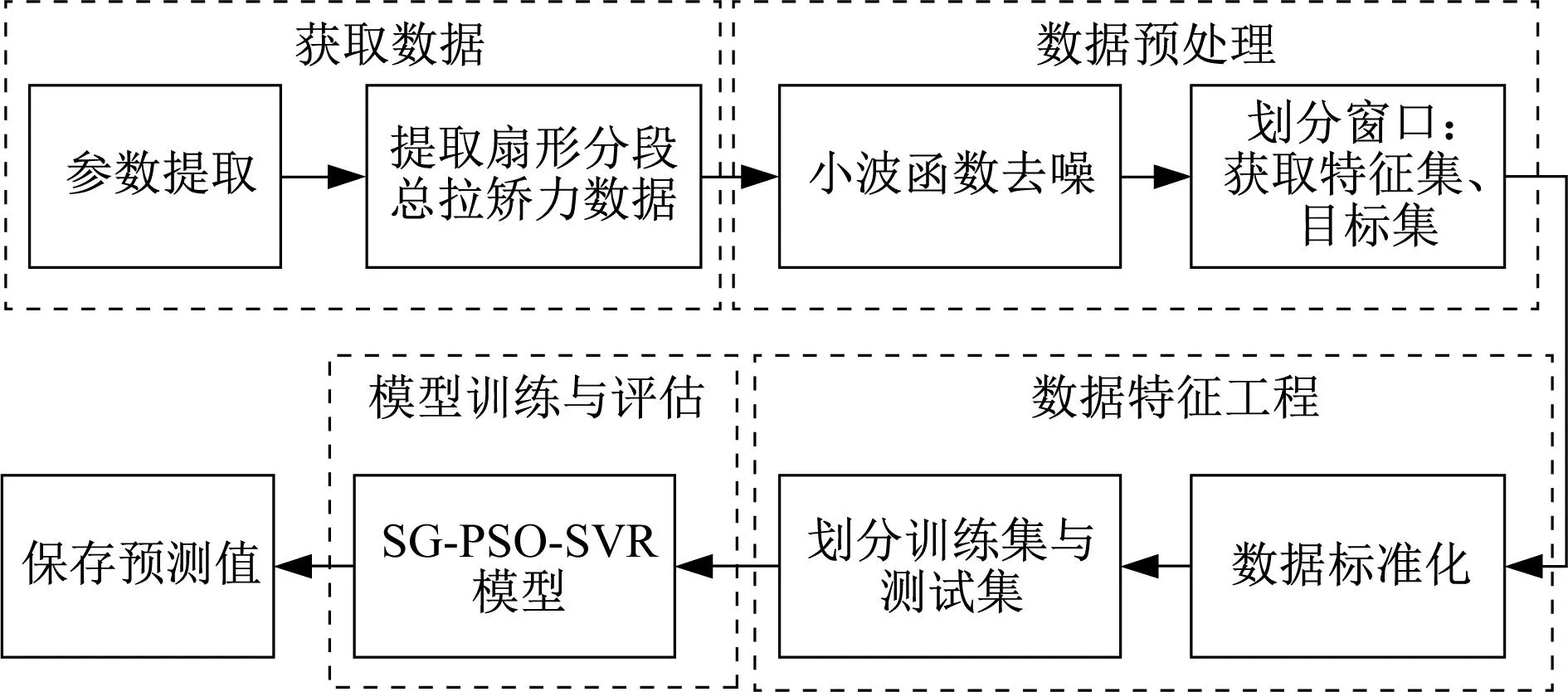
图7 故障预测流程图Fig.7 Fault prediction flow chart
模型的预测结果如图8所示。由图8可得,采用SG-PSO-SVR模型预测的拉矫力数值与真实拉矫力数值差异较小,预测效果较好;而采用SG-SVR模型预测的拉矫力数值与真实值相差较大,预测效果较差,两种模型的评价指标如表2所示。由表2可知,SG-PSO-SVR模型的性能更好。将保存的预测值作为状态识别方法的输入,以达到故障预测的目的,并进行故障定位,确定可能会发生故障的扇形分段,预测结果及故障定位的相关信息可以在上位机的可视化界面中查看。管理人员可根据预警信息及时检修可能发生故障的位置,及时进行维护检修,减少因为设备停工造成的不必要损失。

表2 两种模型预测的误差对比Table 2 Error comparison of two prediction models
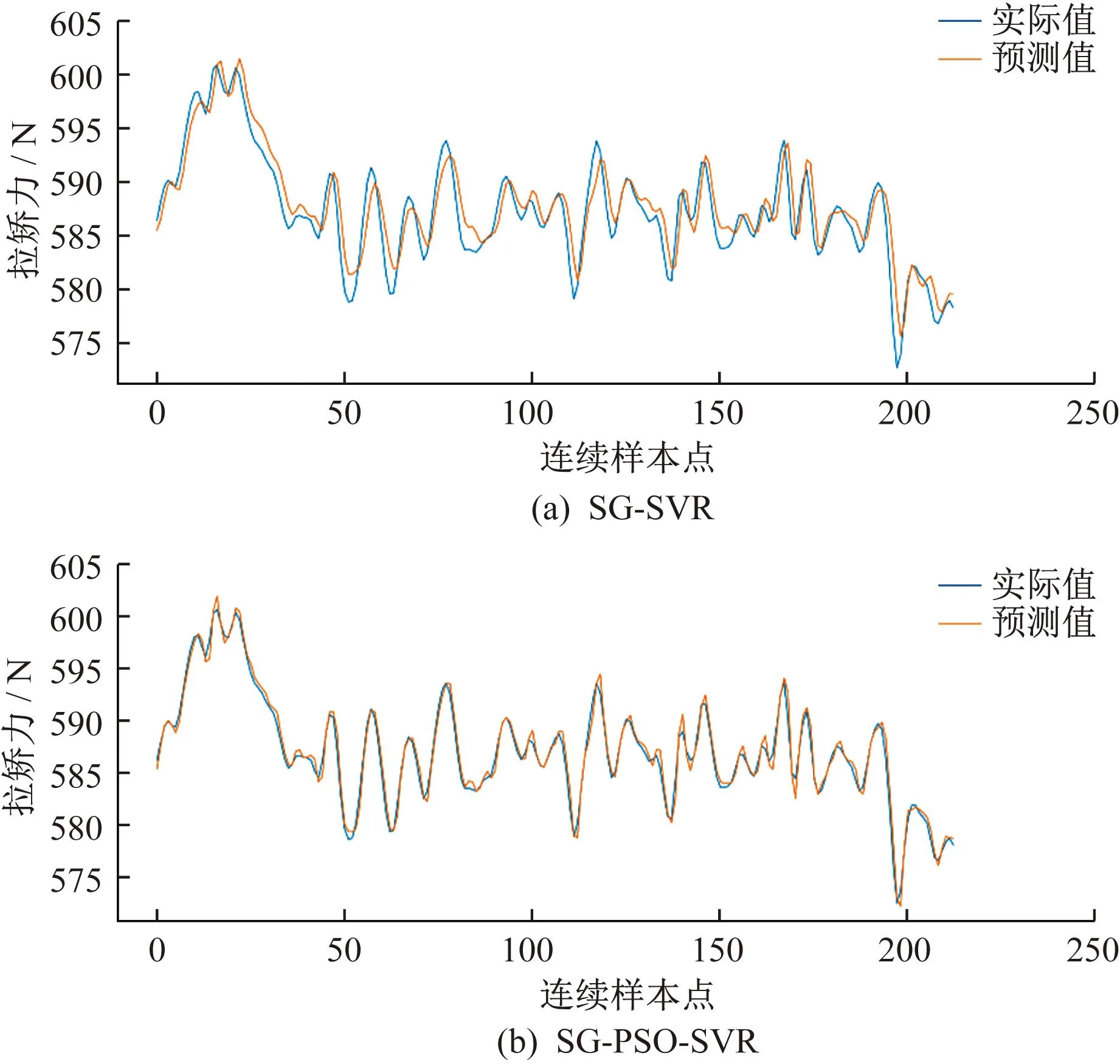
图8 预测结果对比Fig.8 Comparison of prediction results
4.3 应用效果
采用在线监测与诊断后的连铸机各项指标见表3。可以看出,在相同的铸机作业率下,通过在线监测与诊断能提前发现扇形段存在的隐患,极大改善了铸坯受力状况,铸坯质量得到大幅提高,显著减少了改判量和故障时间。

表3 2020—2022年连铸机主要经济技术指标Table 3 Main economic indicators of the conticaster from 2020 to 2022
5 结语
本文针对恶劣环境下容易出现故障的连铸机扇形段,结合当今很流行的机器学习中的SVR模型,设计扇形段故障预测系统。整个系统的软件部分分为3层:界面层、应用层及感知层。为了提高系统预测的准确率,使用SG平滑滤波去噪对原始数据进行降噪处理,然后利用对小样本数据和非线性数据具有良好的分辨能力及精度较高的SVR模型对拉矫力数据进行数值预测,并采用PSO算法进行参数寻优,最终达到扇形段故障预测的目的。全年因扇形段故障更换11台扇形段,其中10台扇形段故障被发现,扇形段故障发现率由75%提高到91%,根据本文提出的故障预测系统可以保证连铸过程在非人为因素影响下正常进行,进而降低整个工程成本。
猜你喜欢
黄河之声(2022年10期)2022-09-27 13:59:46
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25 13:08:00
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25 13:08:00
小学生学习指导(高年级)(2021年11期)2021-11-30 10:49:26
小学生作文(低年级适用)(2019年5期)2019-07-26 00:45:10
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20 02:53:38
读友·少年文学(清雅版)(2018年12期)2018-04-04 05:16:40
数学物理学报(2017年5期)2017-11-23 07:51:31
中学生数理化·八年级物理人教版(2017年11期)2017-04-18 11:22:51
家庭百事通(2016年3期)2016-03-14 08:07:17
