
关键工艺参数对CFB颗粒体积分数与温度综合效应分析
2024-01-10 02:12张世豪
化工装备技术 2023年6期
张世豪*
(河南理工大学 工商管理学院)
0 引言
循环流化床(CFB)内部气固流动特性受关键工艺参数的影响,呈现出复杂多变的特点[1-2]。因此,探究关键工艺参数对其气固流动特性的影响是提高反应器物料利用率、降低能源消耗的关键途径。
梳理相关文献[3-8]后发现,研究者们对循环流化床气固流动特性的探究重点大都集中在参数变量对反应器传热、压降变化或侵蚀的影响等方面,并未对颗粒体积分数和温度效应进行深入探究,系统性地针对多参数变量交互作用进行分析的更是屈指可数。相关数值模拟大多以主反应器为主要研究对象,将入口和出口结构进行简化定量设计。而实际上,循环流化床是由多单元组成的完整循环回路,各单元间的气固流动相互耦合,仅单一地对主反应器进行模拟仿真并不能准确揭示其流动规律。
因此,为了准确探究工艺参数及其交互作用对循环流化床颗粒体积分数与温度的综合效应,本文利用Fluent 软件对循环流化床进行全回路模拟。在已确定的关键工艺参数基础上,选取入口气速Vg、颗粒直径Dp和物料藏量Mp作为关键变量,总结各参数变量与颗粒体积分数、温度的显著性关系。此研究结果可作为提升循环流化床物料循环利用率、降低反应器内部能量损耗的有效途径,进而为循环流化床的优化设计提供参考。
1 数值模型及条件
1.1 模型设计
本文参照文献[9]中的冷流循环流化床试验装置,建立全回路循环流化床物理模型,如图1 所示。整个装置由提升管、旋风分离器、下降管和返料阀等部件组成。提升管高为8.4 m,内径为0.3 m;旋风分离器直径为0.6 m(能够分离的最小粒径为50μm);立管高度为5 m,内径为0.2 m。其中返料阀的流通面积为0.2 m×0.2 m,返料管倾斜段与提升管夹角为45°;斜管底部进料口内径为0.2 m。提升管底部和返料阀底部均设有一定量的物料,流化介质为空气,物料为煤粉,煤粉颗粒在提升管底部进行流化。随后运动至提升管顶部后经过旋风分离器分离后堆积于下降管中,并在返料阀中形成封料;返料阀中的物料持续返回至提升管底部,从而实现整个反应器的物料循环。
1.2 数学模型
本文采用欧拉双流体模型对循环流化床气固两相流动特性进行表征。在模拟操作中,将流化介质空气作为气相,粉煤颗粒视为固相并采用互相贯穿的连续体进行处理。根据文献[10]选取数学模型方程对反应器内气固两相流体力学变化进行求解。
1.3 模型设置及边界条件
采用一致粒径的粉煤颗粒作为固相,设置颗粒恢复系数为0.9,颗粒体积分数为0.55。U 型返料阀存有的物料可以防止蹿气,流化气和返料气进口设为速度边界条件,气体出口处设定为压力出口边界条件。固体颗粒滑移系数为0.000 1,壁面处气体采用无滑移边界条件,所计算的流体域为整个循环流化床回路。此外,为保证模拟的真实性,进而对全模型采用三面体网格划分。网格划分情况如图2 所示,模拟过程物理量与参数设置情况可见表1。
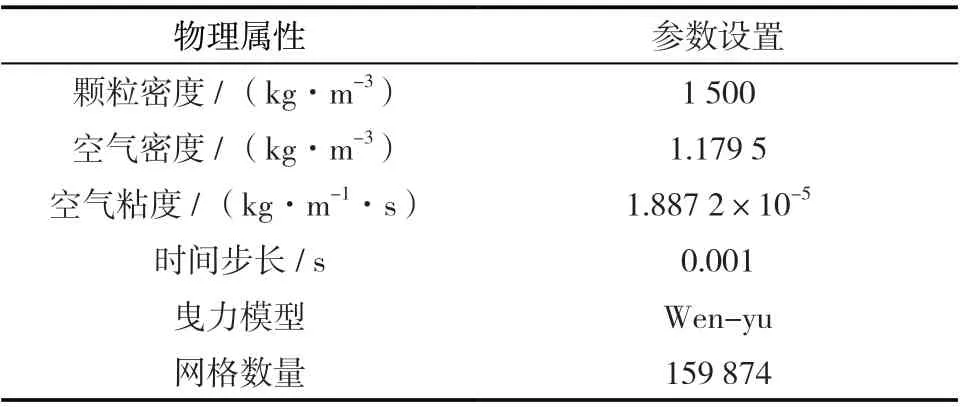
表1 数值模拟过程物理属性和参数设置

图2 模型网格划分
2 模型分析与验证
2.1 网格独立性分析
网格尺寸影响模拟的流动过程,进而影响反应器流场中的流体动力学和动力学特性。选择合适的网格尺寸既可以较好的表征反应器内气固流体力学行为,又可以提高模拟效率。本文设置了3种分辨率的网格,详见表2。
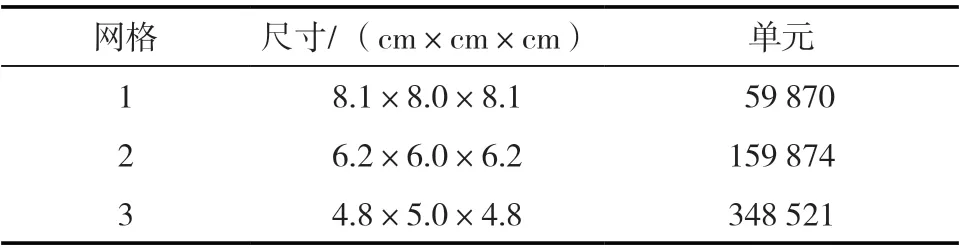
表2 网格对比信息
图3 为3 种网格分辨率在相同条件下运行,循环流化床反应器提升管截面轴向颗粒体积分数分布的对比示意图。从图3 可以看出,网格尺寸对提升管颗粒浓度有一定影响。网格2 和3 计算的颗粒体积分数分布曲线基本重合,而网格1 计算的颗粒浓度存在一定差异,尤其在提升管中上区间与另外两个网格差异较大。分析认为,这是由于表格1 的分辨率太低,导致提升管局部流动信息缺失。综上,随着网格分辨率的提高,模型对反应器内部气固流动规律的表征也更加准确。考虑到仿真效率和模拟准确性,本文采用网格2 的尺寸,后文结果均是在该网格尺寸下计算所得。
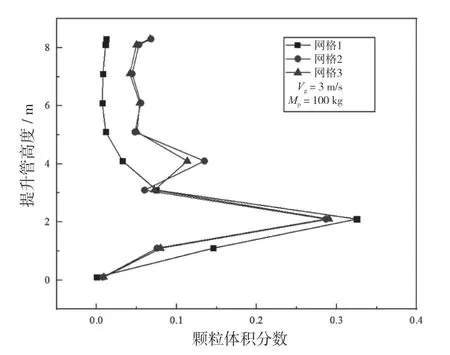
图3 不同网格尺寸下提升管轴向颗粒体积分数分布
2.2 模型验证
图4 为实验[9]与模拟结果的比较情况。其中图4为相同参数设定情况下,提升管轴向时均颗粒体积分数的分布情况。图5 为相同藏量下,提升管顶部的表观颗粒体积分数随表观气速的变化规律。通过对比分析发现,模拟所得颗粒体积分数值与实验数值近似一致,各项数据及变化规律高度吻合,模拟产生的误差较小。因此,该模型可以准确描述循环流化床气固流动规律。
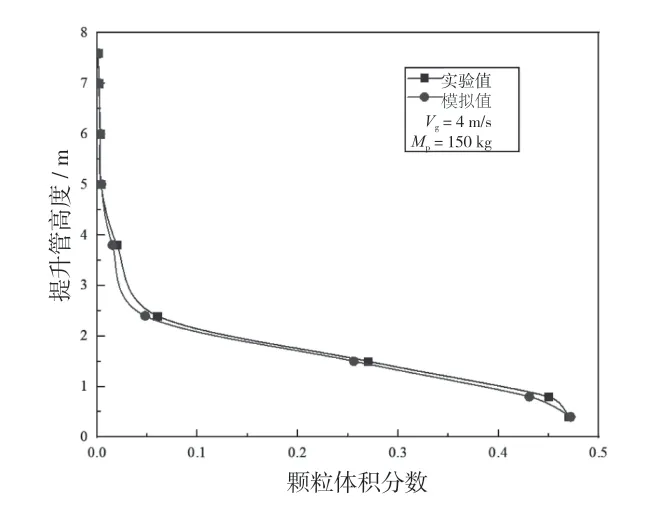
图4 仿真与实验颗粒体积分数对比
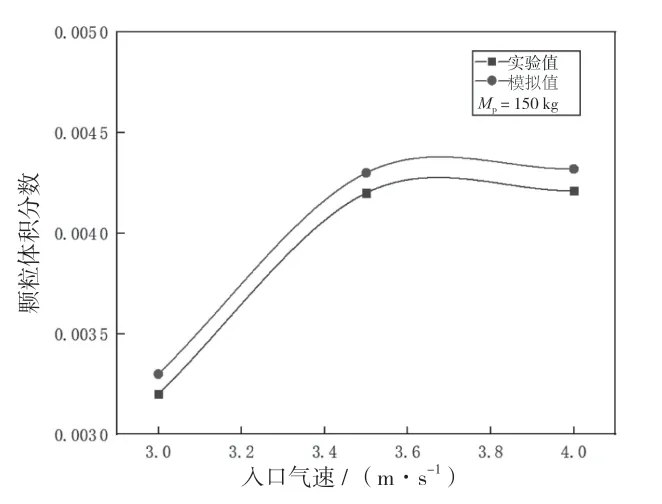
图5 不同气速下仿真与实验颗粒体积分数对比
3 结果与讨论
3.1 颗粒粒径的影响
不同粒径条件下,CFB 反应器颗粒体积分数变化情况如图6 所示。观察图6 可发现,随着粒径增大,反应器中各组颗粒体积分数也逐渐增加,但变化幅度逐渐下降,当Dp=120μm,Vg=6 m/s 时,反应器内的颗粒含量最低。分析认为,这是颗粒粒径太小、固有势能太低所导致,进而在较高气速下,其运动状态较容易被改变,在反应器中停留时间太短便进入旋风分离装置与气流一同带离反应器。反应器温度变化如图7 所示。由图7 可知,随着粒径增大,反应器内温度呈现先降低随后逐渐增加的U 型趋势。当Vg=6 m/s时,反应器时均温度取得最大值。观察发现对于温度变化,其在Dp=220μm附近区间时存在一个极小值,分析认为:在120~220μm区间时,随着粒径增大,反应器内颗粒团聚物增多,降低了颗粒与各相间的接触几率,反应器中固相颗粒与各相间的相互作用减弱,因而各相相互作用所产生的能量最少。随着粒径逐渐增大,固相颗粒的接触面积也相应变大,其与各相间的接触、碰撞概率变大,故而释放的能量逐渐增多。
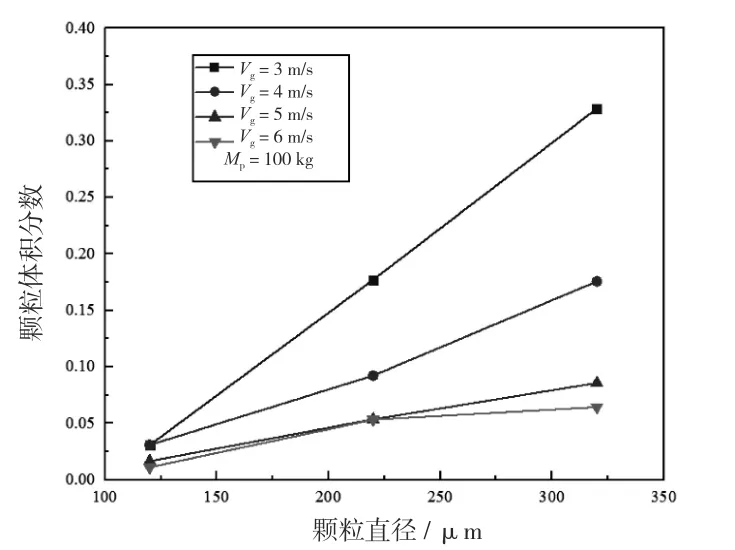
图6 粒径对颗粒体积分数的影响
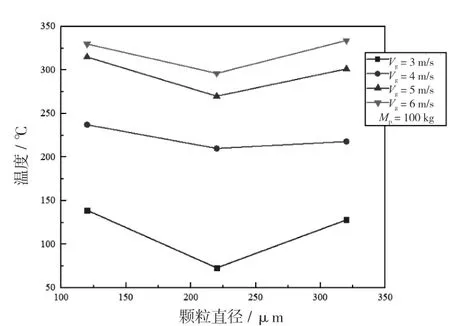
图7 粒径对反应器温度的影响
3.2 入口气速的影响
在不同的入口气速条件下,CFB 反应器颗粒体积分数变化如图8 所示。观察图8 后发现,随着入口气速增加,各试验组反应器中颗粒体积分数逐渐降低,最后趋于某一特定区间。这是因为随着入口气速的增加,固相流化颗粒的速度也随之增加,随气体一并分离出的颗粒增加,颗粒在反应器中停留的时间减少,从而使得反应器中固相颗粒浓度降低,从而导致整个反应器内气固传质效率降低。反应器的温度变化如图9 所示。观察图9 后发现,随着气速增加,反应器时均温度呈逐步上升趋势但增幅逐渐降低。分析认为:随着气速的提高,颗粒与颗粒、颗粒与管壁和气相与固相之间的摩擦、碰撞加剧,所释放的能量增加,导致反应器时均温度上升;变化幅度逐渐降低是因为随着气速的增加,反应器内粒子由碰撞为主的流动转变为流体为主的流动,碰撞随之减少,导致增幅逐渐下降。
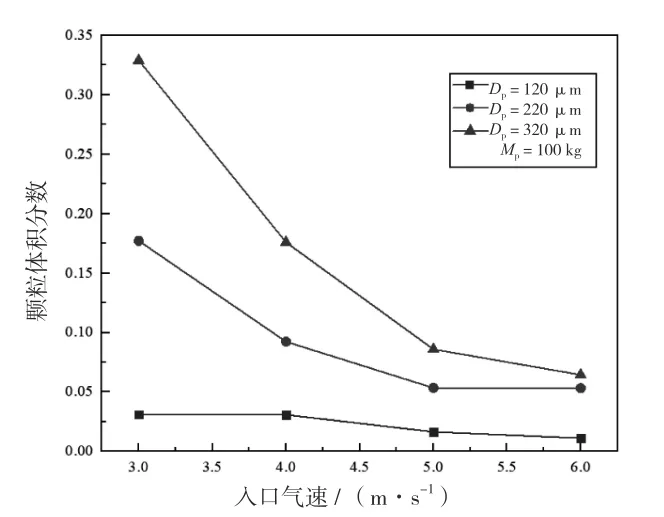
图8 气速对颗粒体积分数的影响
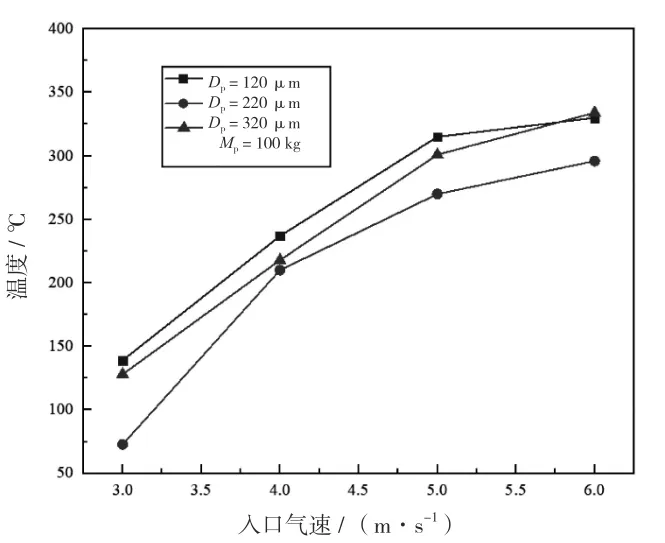
图9 气速对反应器温度的影响
3.3 物料藏量的影响
在不同藏量情况下,CFB 反应器内颗粒体积分数变化如图10 所示。由图10 可以观察到:随着藏量增加,各组反应器颗粒含量呈现先升高后逐渐下降的非线性变化规律。分析认为:这是由于本实验初始物料量远大于实验值而导致的结果偏差。在物料藏量为100~150 kg 时,初始物料增加,使得反应器中初始颗粒密度升高、颗粒的停留时间变大,从而导致体积分数提高。然而,随着初始物料持续增加,反应器中自由流动的颗粒数量不断增加,各粒子团开始形成,阻碍了气固两相的正常流动,使得反应器中固体颗粒含量下降。因此,分析发现藏量过高并不利于反应器内的气固流动。反应器内温度变化如图11 所示。观察图11 可以发现,反应器的时均温度随着藏量的增加先升高而后逐步降低。结合上述分析,初始阶段自由流动的颗粒增多,使得各相间相互运动的概率变大,因碰撞、摩擦所产生的能量也逐渐增加。随着粒子团的形成,自由流动粒子的数量减少,各相之间的相互作用降低,反应器温度下降。
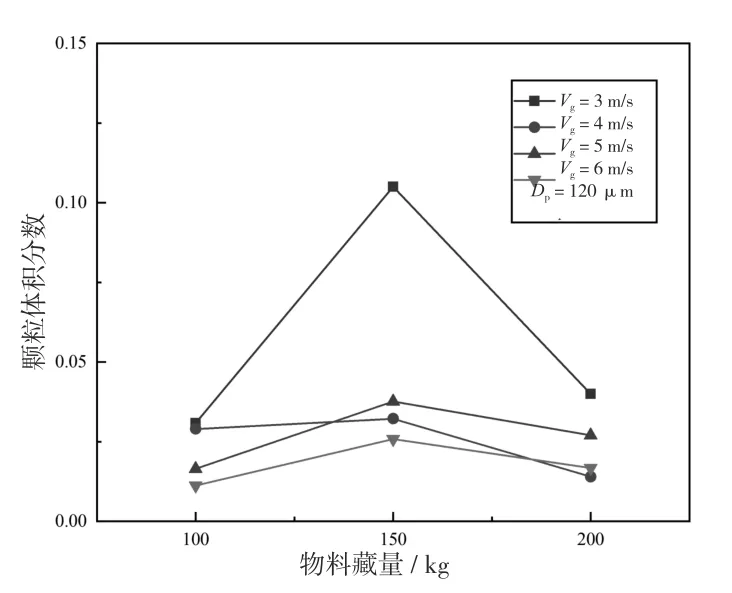
图10 物料藏量对颗粒体积分数的影响
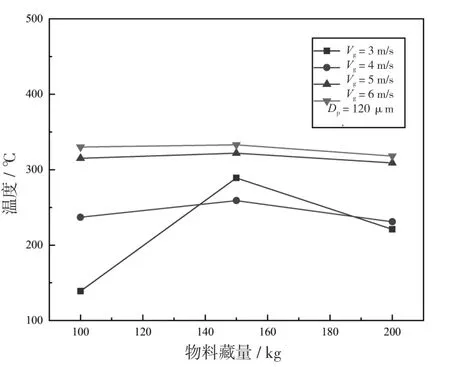
图11 物料藏量对反应器温度的影响
4 结论
通过模拟循环流化床全回路数值和分析关键工艺参数,探究了颗粒粒径、入口气速和物料藏量3 个关键工艺参数对反应器颗粒体积分数与温度的综合效应。
(1)全回路数值模拟结果准确地反映了各工艺参数对颗粒体积分数与温度的影响。研究发现,颗粒体积分数随着颗粒粒径和入口气速的增加而提高;反应器温度随着入口气速的增大而提高;而物料藏量对颗粒体积分数和温度影响均不显著。
(2)通过定量分析发现,颗粒粒径和入口气速的组合对颗粒体积分数的影响最为显著,但小于颗粒粒径和入口气速对颗粒体积分数的单独作用。3 个变量中,仅入口气速对时均温度有显著影响,其余变量对时均温度的影响不显著。在循环流化床的实际应用中,可考虑调控颗粒粒径和入口气速来提高原材料的利用率。同时,可通过设定适当的入口气速来降低反应器运行阶段对外部能源的依赖。
(3)关键工艺参数与循环流化床反应器关键性能指标有着必要联系,对反应器的平稳高效运行有着至关重要的影响。后续研究可以从能量变化、压力波动和传热等方向入手,进一步探索关键工艺参数与循环流化床反应器各性能指标之间的关系,为循环流化床反应器的放大利用、节能增效提供关键理论指导。
猜你喜欢
云南化工(2021年11期)2022-01-12
中国食用菌(2021年10期)2021-11-04
石油石化绿色低碳(2019年6期)2019-01-14
环境保护与循环经济(2017年4期)2018-01-22
北京航空航天大学学报(2017年2期)2017-11-24
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
化工进展(2015年6期)2015-11-13
天津科技大学学报(2015年4期)2015-04-16
浙江大学学报(工学版)(2015年1期)2015-03-01
