高温热处理对尾巨桉木材机械加工性能的影响
2024-01-09 05:34:50刘明德符韵林
广西林业科学 2023年6期
刘 鑫,刘 衡,刘明德,唐 庆,符韵林
(1.广西壮族自治区国有东门林场,广西崇左 532108;2.广西大学 林学院,广西南宁 530004)
桉树(Eucalyptusspp.)生长速度快,适应性强,是优良的速生树种[1-2]。目前桉树木材的应用以造纸和人造板生产为主[3]。桉树生长应力大,其木材易开裂、变形,尺寸稳定性差,严重制约了桉树木材的增值利用和高效加工[4-6]。利用高温对桉树木材进行处理可有效改良其性能,促进桉树木材的高效利用。巫国富等[7]对桉树人工林木材进行高温热处理,发现在165~210 ℃、1~4 h热处理区间内,随处理时间延长,木材平衡含水率逐渐降低;在后续的研究中还发现,经高温热处理后的木材尺寸稳定性显著提升[8];高伟等[9]研究高温热处理对桉树木材物理力学性能的影响,发现经高温热处理的木材尺寸稳定性明显提升,但物理力学性能随处理温度提高和时间延长而逐渐降低。还有学者研究了高温热处理对桉树木材密度、颜色和声学振动等性能的影响[10-12],但目前尚未见有关于高温热处理后桉树木材机械加工性能变化的报道。本研究以8年生尾巨桉(Eucalyptusurophylla×E.grandis)木材为研究对象,探究高温热处理对尾巨桉木材机械加工性能的影响,以期为桉树木材实木利用提供参考。
1 材料与方法
1.1 试验材料与仪器
桉树木材采自广西壮族自治区国有东门林场(107°46′E,22°19′N),采伐后取1.3~3.3 m 和5.3~7.3 m 木段加工成长200 cm、宽80 cm、厚3 cm 的锯材。锯材初始含水率为15.2%,将其置于干燥室内,烘至含水率为10%后进行试验。
试验仪器为细木工带锯机(MJ346A,佛山市顺德区新马木工机械设备有限公司)、木工平刨床(MB504,佛山市顺德区新马木工机械设备有限公司)、宽带砂光机(SRRP6300,四川省青城机械有限公司)、立式双轴木工铣床(MX5317,顺德市马氏木工机械设备厂)、台式钻床(Z4013A,中山市翠山机械制造有限公司)和手持式表面粗糙度测定仪(HANDYSURFE-35A/B 型,东精精密设备(上海)有限公司)。
1.2 试样高温热处理
在广州绿泽木业有限公司对锯材进行高温热处理,参考文献[13]并结合实际生产进行高温热处理,反应釜温度为185 ℃,在0.1 MPa条件下保温6 h。
1.3 木材机械加工性能的测定与评价
将经过高温热处理的锯材作为热处理材,不经过高温热处理的锯材作为素材。依据《锯材机械加工性能评价方法》(LY/T 2054—2012)[14]对锯材的机械加工性能进行测定和评价。
1.3.1 刨削加工
试件尺寸为900 mm×100 mm×20 mm,试件数量为30 个。刨削深度为1.6 mm,主轴转速为5 300 r/min,刀具数量为3,刨刀楔角为30°;直刀加工,一次刨削一个面,进料速度为6 m/min。
1.3.2 砂削加工
试件尺寸为900 mm×100 mm×20 mm,试件数量为30 个。砂带目数为120 目,砂削深度为0.6 mm,进料速度为6 m/min,单面砂削。砂削后的试件随机选取5 个,每个试件选取5 个点进行粗糙度测量,取平均值为表面粗糙度(Ra)。
1.3.3 铣削加工
试件尺寸为300 mm×80 mm×20 mm,试件数量为30个。顺纹理方向一次铣削成型,主轴转速为6 000 r/min,铣削深度为1.6 mm。
1.3.4 钻削加工
试件尺寸为300 mm×80 mm×20 mm,试件数量为30 个。采用直径25 mm 的麻花钻,主轴转速为500 r/min,每个试件加工2个孔。
1.3.5 机械加工性能评价
根据刨削缺陷的主要类型,将试件分为5 个级别;1 级为优秀,不存在任何刨削缺陷;2 级为良好,存在轻微刨削缺陷,可通过120 目砂纸轻磨清除;3级为中等,存在较大的轻微刨削缺陷,仍可通过120目砂纸轻磨清除;4 级为较差,存在较大和较深的刨削缺陷,不能或很难通过砂纸清除;5 级为很差,存在严重刨削缺陷。1 级试件记为5 分,2 级试件记为4 分,3 级试件记为3 分,4 级试件记为2 分,5 级试件记为1 分;每个级别的分数和其级别所占百分比的乘积为试件的刨削质量级别值。将刨削和砂削处理试件级别1的百分比记为刨削和砂削处理达标百分率,将铣削和钻削处理试件的级别1 与级别2 百分比之和记为铣削和钻削处理达标百分率,确定各处理的质量级别(表1);采用加权积分,刨削、砂削和铣削的加权数为2,钻削加权数为1,每项处理的质量级别乘以相应加权数为该项得分,最后将4 项处理分数相加得到木材机械加工性能总分,满分为30分。
2 结果与分析
2.1 刨削加工性能
素材经刨削处理后没有1 级试件,2、3 和4 级试件占比分别为43%、27%和30%,质量等级值为3.13,达标百分率为0;热处理材1、2和3级试件占比分别为30%、43%和27%,质量等级值为4.03,达标百分率为30%(表2,图1)。热处理材1 级试件占比、1 + 2 级试件占比和试件达标百分率均高于素材,质量等级值高出1.28 倍,说明热处理可明显提升尾巨桉木材的刨削性能。这是因为木材经热处理后,可较好避免因节子、早晚材差异和结构不均匀等引起的毛刺、毛刺沟痕等缺陷[15]。

图1 素材和热处理材刨削加工(a:素材;b:热处理材)Fig.1 Control woods and heat-treated woods after planing(a:Control wood;b:Heat-treated wood)

表2 素材和热处理材刨削处理各级别占比Tab.2 Proportions of control woods and heat-treated woods with grade 1 to 5 after planning
尾巨桉素材的质量等级值为3.13,刨削性能不理想,低于细叶桉(Eucalyptustereticornis,3.94)、巨桉(Eucalyptusgrandis,3.87)、尾叶桉(Eucalyptusurophylla,4.05)和粗皮桉(Eucalyptuspellita,4.26)[16],这可能是因为尾巨桉木材易开裂变形。经热处理后,尾巨桉木材刨削质量等级值为4.03,刨削等级为优。
2.2 砂削加工性能
素材和热处理材经砂削处理后均只有1 级试件,达标百分率均为100%;素材砂削后表面粗糙度为2.90 μm,热处理材为2.34 μm,略优于素材(表3,图2)。

图2 素材和热处理材砂削加工(a:素材;b:热处理材)Fig.2 Control woods and heat-treated woods after sanding(a:Control wood;b:Heat-treated wood)

表3 素材和热处理材砂削处理各级别占比Tab.3 Proportions of control woods and heat-treated woods with grade 1 to 5 after sanding
尾巨桉木材的砂削性能优异,砂削达标百分率为100%,高于细叶桉(27.6%)、巨桉(63.4%)、尾叶桉(63.3%)和粗皮桉(18.8%)[16]。
2.3 铣削加工性能
素材经铣削处理后没有1 级试件,2、3 和4 级试件占比分别为50%、47%和3%,达标百分率为50%;热处理材经刨削处理后仅有2 级试件,达标百分率为100%(表4,图3)。热处理材的试件达标百分率高于素材,高出2.0 倍,说明热处理可明显提升尾巨桉木材的铣削性能。

图3 素材和热处理材铣削加工(a:素材;b:热处理材)Fig.3 Control woods and heat-treated woods after milling(a:Control wood;b:Heat-treated wood)

表4 素材和热处理材铣削处理各级别占比Tab.4 Proportions of control woods and heat-treated woods with grade 1 to 5 after milling
尾巨桉素材的铣削性能较一般,铣削达标百分率为50%,低于细叶桉(95.1%)、巨桉(100%)、尾叶桉(100%)和粗皮桉(58.2%)[16]。经高温热处理后,尾巨桉木材的铣削达标百分率为100%,铣削性能优异。
2.4 钻削加工性能
素材经钻削处理后没有1 级试件,2、3 和4 级试件占比分别为2%、75%和23%,达标百分率为2%;热处理材经钻削处理后也没有1 级试件,2、3 和4 级试件占比分别为53%、42%和5%,达标百分率为53%(表5,图4)。热处理材试件达标百分率高于素材,高出26.5 倍,说明热处理可以明显提升尾巨桉木材的钻削性能。
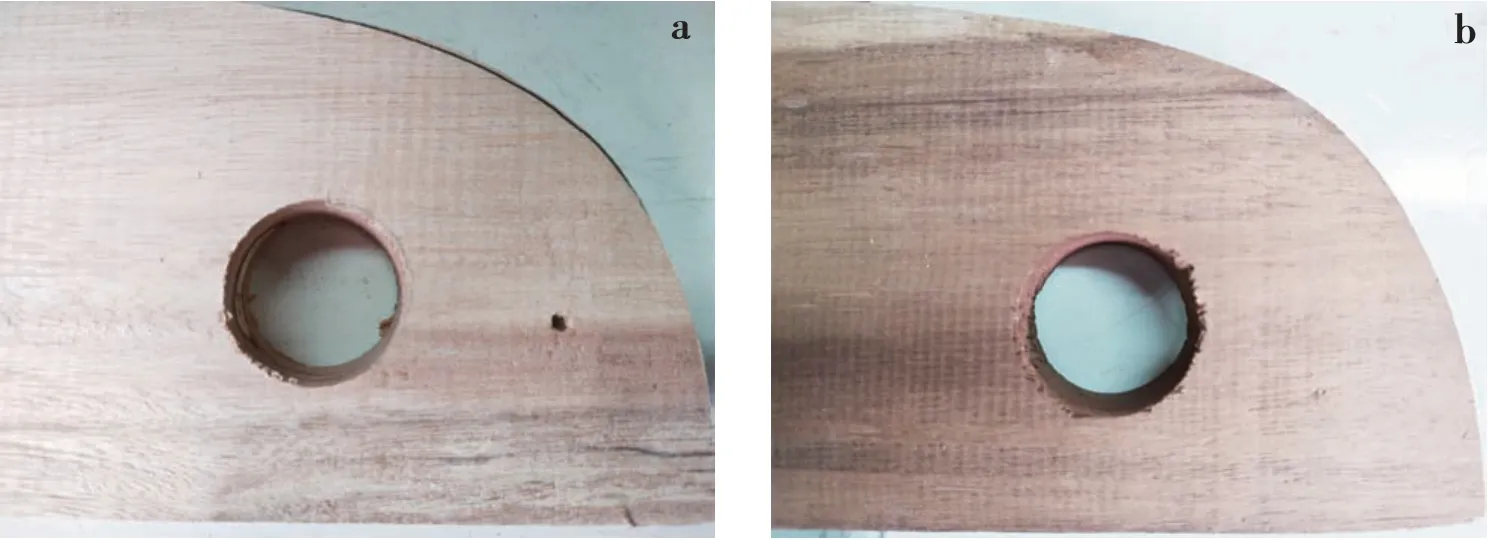
图4 素材和热处理材钻削加工(a:素材;b:热处理材)Fig.4 Control woods and heat-treated woods after drilling(a:Control wood;b:Heat-treated wood)

表5 素材和热处理材钻削处理各级别占比Tab.5 Proportions of control woods and heat-treated woods with grade 1 to 5 after drilling
尾巨桉素材的钻削性能不理想,达标百分率仅为2%,低于细叶桉(100%)、巨桉(90.0%)、尾叶桉(66.6%)和粗皮桉(88.4%)[16];经热处理后,尾巨桉木材钻削达标百分率提升至53%,但仍低于上述桉属树种,说明尾巨桉木材即使经过高温热处理,其钻削性能仍不够理想。
2.5 综合机械加工性能评价
素材和热处理材的机械加工性能综合得分分别为19 和27,热处理材比素材高出42.11%(表6)。高温热处理可以提升尾巨桉木材的机械加工性能。经高温热处理后,木材的半纤维素发生降解,其分子链的乙酰基易水解成为醋酸;纤维素分子链羟基之间发生“架桥”反应,使木材内部结晶度增加,这些变化促使木材物理性质发生变化,可能是引起木材机械加工性能变化的原因[13,17-18]。

表6 木材机械加工性能综合得分Tab.6 Comprehensive scores for machining performances of woods
与细叶桉(23)、巨桉(29)、尾叶桉(29)和粗皮桉(21)[16]相比,尾巨桉素材的机械加工性能综合得分低,机械加工性能差;经高温热处理后,尾巨桉木材的机械加工性能优于细叶桉、粗皮桉,但仍低于巨桉、尾叶桉。
3 结论与讨论
热处理材的刨削质量等级值比素材高出1.3倍;热处理材的砂削达标百分率提升不明显,表面粗糙度略微降低;热处理材的铣削达标百分率比素材高出2.0 倍;热处理材钻削达标百分率比素材高出26.5 倍;热处理材的机械加工性能综合得分比素材高出42.11%。高温热处理可提升尾巨桉木材的机械加工性能,促进其实木利用。
利益冲突:所有作者声明无利益冲突。
作者贡献声明:刘鑫负责试验处理、数据分析和论文撰写;刘衡负责试验处理、论文修改;刘明德和唐庆负责试验处理;符韵林负责研究计划制定和论文修改。
猜你喜欢
科学大众·小诺贝尔(低幼)(2024年5期)2024-12-31 00:00:00
中学生理科应试(2024年6期)2024-01-01 00:00:00
环球时报(2019-01-03)2019-01-03 09:06:44
现代工业经济和信息化(2016年5期)2016-05-17 05:35:54
广西林业科学(2016年2期)2016-03-20 05:53:22
广西林业科学(2016年4期)2016-03-16 05:44:51
西华师范大学学报(自然科学版)(2015年3期)2015-02-27 15:31:22
机械工程师(2015年10期)2015-02-02 01:14:37
印制电路信息(2014年11期)2014-03-11 19:52:13
河南科技(2014年14期)2014-02-27 14:11:53