基于PLC 的环形联锁系统中隐性故障捕捉方法
2023-12-26 08:43:04李刚卢华亮
昆钢科技 2023年3期
李刚 卢华亮
(玉溪大红山矿业有限公司)
在连续自动化生产线中,基于PLC 及上位监控软件的综合报警功能普遍存在一些问题,其主要原因有三点:一是PLC 程序中对绝大多数现场输入信号只做读处理,不进行锁定。如生产过程中由强烈振动引起的线头松动、接触不良等隐性故障,停机后振动消失该类故障能自动消失;二是在上述隐性故障不被锁定的情况下,由于上位监控软件对PLC的采样周期大于CPU 自身的循环扫描时间及关键隐性故障引发的系统全线跳闸的时间之和,上位监控软件无法准确及时读取到该类故障并报警;三是在上述隐性故障被锁定的情况下,由于故障停机都为急停模式,各设备间没有相应的停机时间间隔,对于具有环形联锁的生产系统,上位监控软件捕捉到故障信息但无法区分发生的先后顺序。上述三条原因也是传统故障报警模式的通病。针对传统报警模式存在的问题,通过对PLC 系统运行原理的深入了解,及运行在PLC 系统中的环形联锁系统的分析,最终找到了基于PLC的环形联锁隐性故障捕捉方法。
1 选矿厂半自磨机生产工艺与环形联锁
1.1 半自磨机生产工艺
玉溪大红山矿业公司二选厂以半自磨机作为矿石粗磨工序,如图1 所示。来自井下的原矿石经过2#皮带输送转至3#皮带。3#皮带将矿石输送至半自磨机进料口。原矿石经过半自磨机的研磨后,进入振动筛筛选,细料进入后续的生产工序,粗料则经过4#皮带、5#皮带、6#皮带后,返回2#皮带,重新回到半自磨机进行研磨。
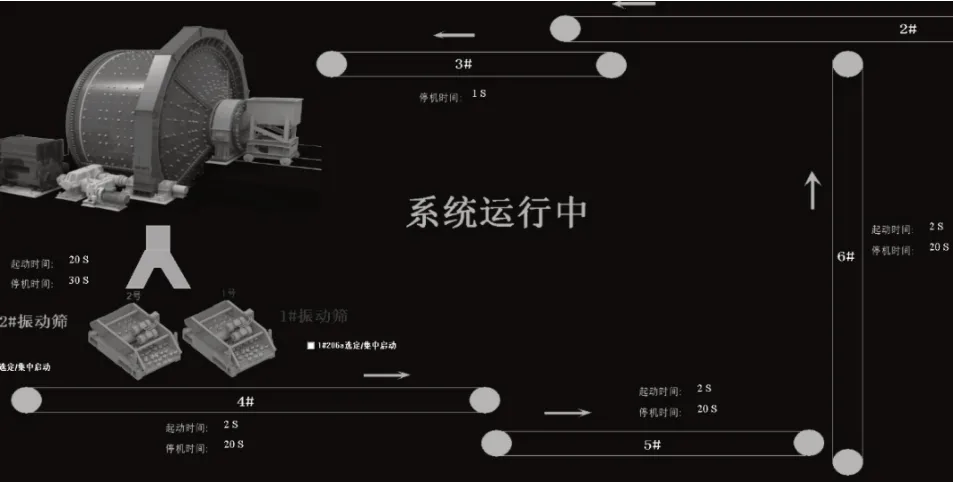
图1 半自磨机生产工艺流程图
该生产系统是一个典型的环形输送系统,在该系统中,任何一个设备出现故障停机,都会造成输送系统的堆料。因此,该系统需要使用环形联锁系统进行设备保护,联锁系统中,任何一个节点上的设备出现故障停机,其他设备也需要跟随停机。
1.2 半自磨机环形联锁系统结构
半自磨机工作中,进出料的输送系统成一个环形结构(见图1),为了保护半自磨机及皮带输送系统,设计了环形联锁系统[1]。在环形联锁系统中,2#皮带至6#皮带、直线筛及半自磨机相互联锁,同时,每个个体设备也有自身的联锁机制。半自磨机环形联锁系统结构图如图2 所示。
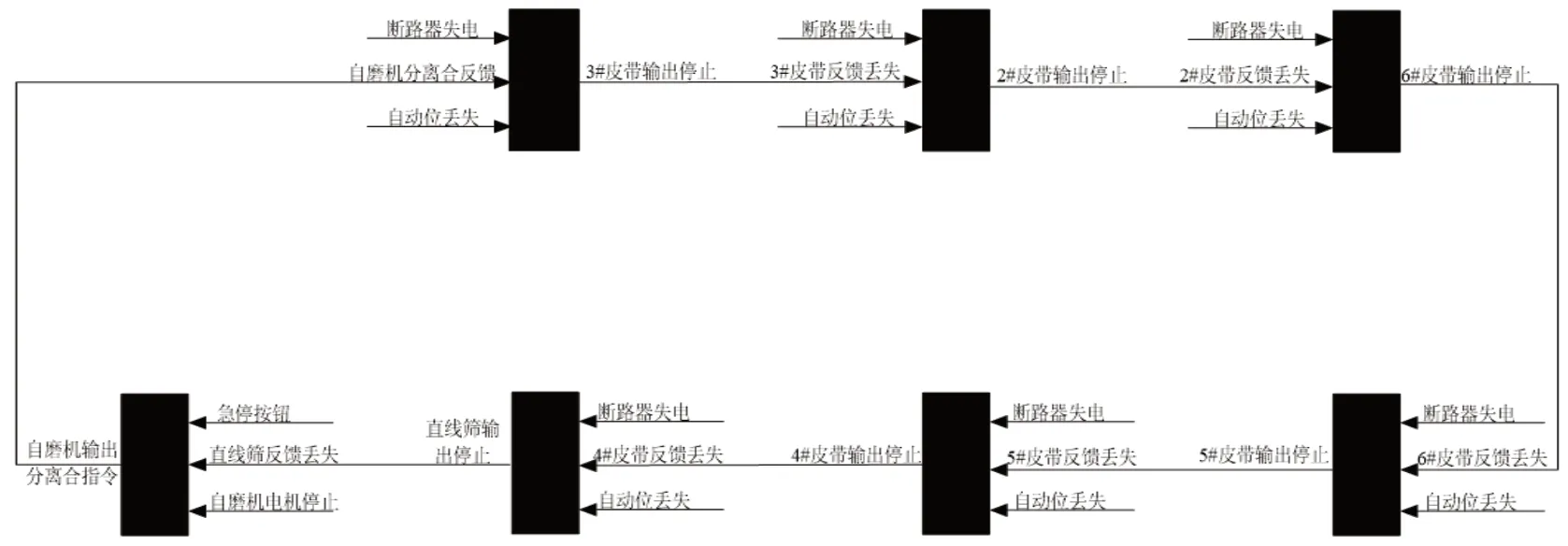
图2 半自磨机环形联锁结构图
从图2 可以看出,半自磨机环形联锁中,每个皮带及直线筛的断路器失电信号、自动位丢失信号等异常,均会触发本体联锁,停止运行本体设备。同时,在环形联锁中,一个设备停止工作,将联锁停止下一级设备。
2 半自磨机环形联锁问题分析
半自磨机的环形联锁机制对设备起到很好的保护作用,是一个非常有效的联锁保护机制。然而,环形联锁最大的问题是没有明显的联锁源,当某个设备出现故障时,将一连串停止所有设备。如果该设备故障为显性故障,检修人员通过故障排查将很快能够查明故障源。但如果该故障为隐性故障或瞬时性故障,故障产生后又很快恢复原状,如信号干扰,或者线头松动等故障,这时因联锁动作,所有设备均停止工作,但检修人员将无法定位故障源,因为在事后的检修中,将发现所有设备均可正常工作。
由于隐性故障发生及消失的时间间隔非常快,基本在毫秒级内完成,上位机监控系统同下位机PLC 的通讯时间有较长的延迟(一般为500 ms 以上),由于通讯时间延迟太长,上位机很难捕捉隐性故障的触发信号。
隐性故障如果不能及时定位故障源,将变成生产系统中的定时炸弹,随时会发生,偶然性强,很难预防,严重影响正常的生产秩序。
3 环形联锁故障捕捉系统解决方案
由于隐性故障从故障产生到消失的时间非常短,靠上位机的状态记录无法实现,只能在运行联锁程序的PLC 内实现。通过实时监视联锁程序的触发情况,一旦发现联锁程序被触发,立即记录触发源状态。
3.1 心跳数的概念
我们将PLC 的周期性重复运行比喻为心脏的反复跳动,PLC 运行一次比喻为心脏跳动一次,PLC 的心跳数是指PLC 循环运行的次数。
心跳数记录的程序实现见图3 所示,图中变量注释见表1。

表1 变量注释表
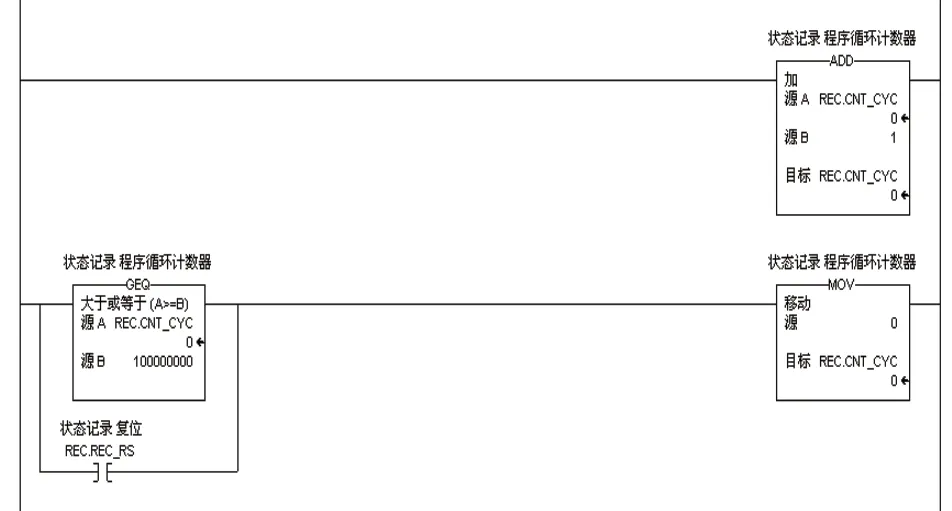
图3 心跳数记录程序
图3 程序主要用于累计PLC 运行心跳数,PLC 每顺序运行一圈,第一行程序执行一次,心跳数累加一次。
第二行程序用于复位心跳数,当心跳数达到1 亿时,或者状态记录复位时,将心跳数清零。
3.2 设计思路
PLC 的运行原理在于循环运行,及按照指令顺序运行[2]。二选厂中控及辅机系统均为AB1756系列的PLC,其运行周期大约为10 ms[3]。
而自磨机环形联锁系统中,联锁触发后,设备按照顺序逐台停止,在已知PLC 循环扫描时间的基础上,通过PLC 记录进行现场设备启停测试,得出设备控制接触器动作时间大约在100-160 ms,且每台设备的停止时间是不一致的,即按照联锁顺序,每台设备停止时的心跳数是不一致的试验结果。
3.3 设计方案程序描述
本设计方案主要程序如图4 所示,图中变量注释见表2。
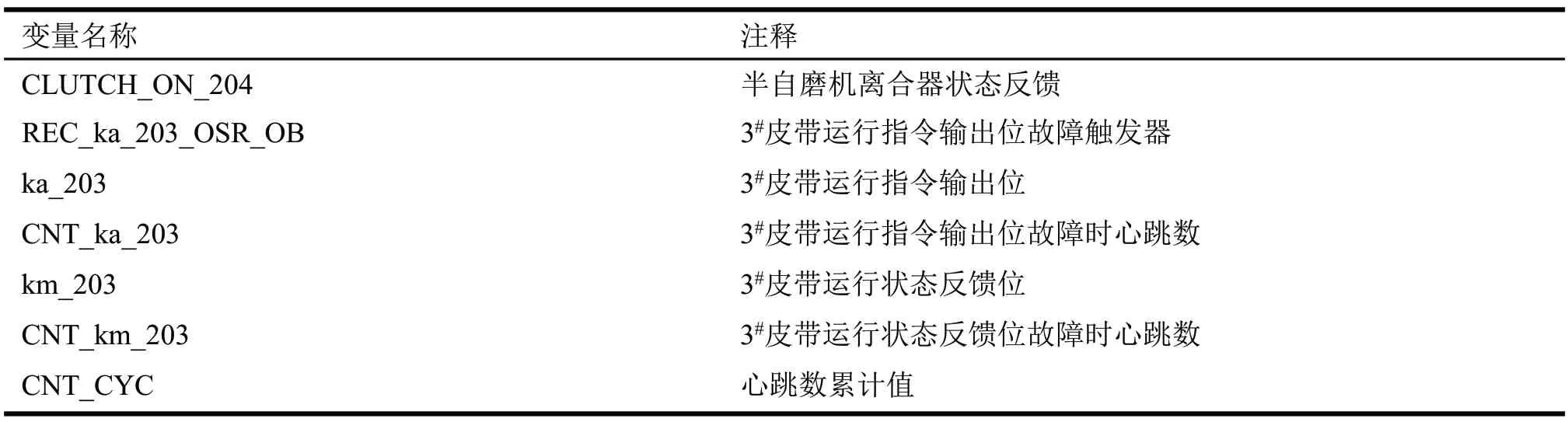
表2 变量注释表
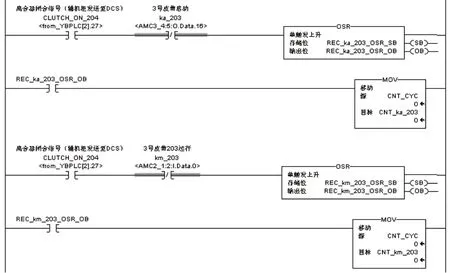
图4 设计方案程序
图4 中列举了两个联锁信号源的心跳数记录程序。
第一行程序为3#皮带运行输出位心跳数记录触发器。只有在半自磨机处于中正常运行中(CLUTCH_ON_204=1),并且3#皮带运行输出位从ka_203=1(运行状态)变为ka_203=0(停止状态)时,触发心跳记录触发器REC_ka_203_OSR。
第二行程序中,一旦心跳记录触发器触发了,则将当前的心跳数赋值给3#皮带运行输出位心跳数。赋值过程只执行一次,触发器自动复零。
按照上述程序,一旦某信号源发生故障而触发环形联锁后,在半自磨机停止工作前,所有发生状态变化的信号源的心跳数均被记录下来。通过查看心跳数的数值差异,即能够分析出触发联锁的最初信号源。心跳数最低的信号源即为故障源。
举例说明,某次联锁系统被触发,事后查看心跳数,获得以下心跳数清单,详见表3。

表3 举例-心跳数清单
根据表3 内心跳数清单,数值为0 的,在半自磨机分离合器之前,均未发送任何动作。数值不为0 的,则半自磨机分离合器之前,有发送动作。其中,数值最小的为6#皮带自动位及6#皮带运行输出位,心跳数最小,意味着最早开始动作。自动位与运行输出位同一时间发送了变化,肯定为自动位的变化,引起运行输出位的变化。最终,确定本次环形联锁机制的触发源为6#皮带自动位。
4 应用实绩
2017 年初,针对矿业公司二选厂半自磨机给矿系统频繁跳闸且无法准确找到故障的情况,在二选厂半自磨机给矿系统实施了此故障捕捉方法,取得了比较好的效果,如图5。
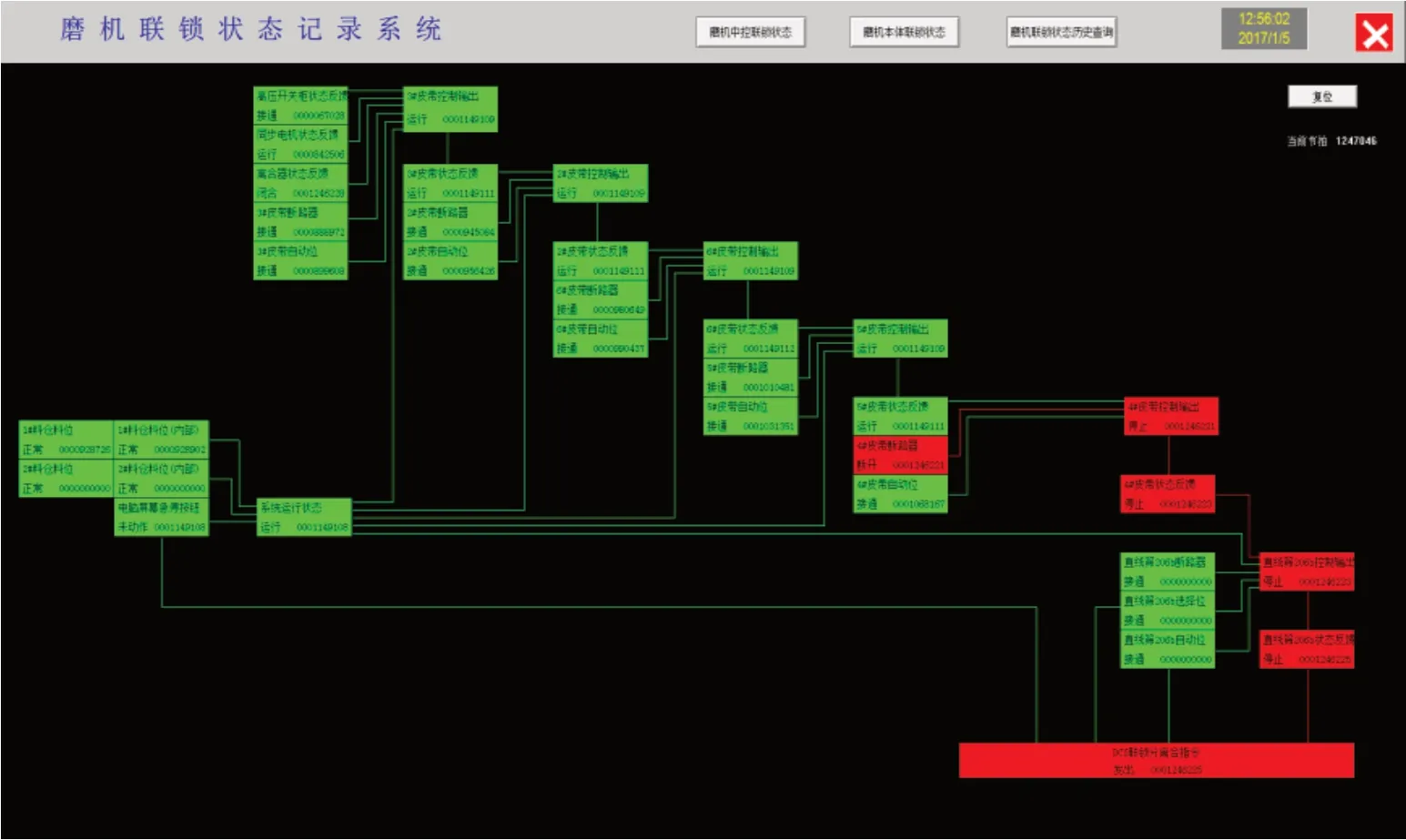
图5 中控上位机组态画面
该故障捕捉方法在二选厂实施后,对半自磨机系统各个故障点进行了全面监测,发生故障时能通过记录及时分析找到故障点,采用此方法后,二选厂自磨机运行平稳,再未出现因电气原因不明而频繁跳闸。按照运用前二选厂每月电气故障平均处理时间9 h 分析,按原矿处理量600 吨/小时算,预计损失原矿处理量5 400 吨,按选比2.8计算,损失精矿产出量1 928 吨,按450 元/吨精矿计算,精矿销售损失86.78 万元;磨机停机造成电费损失按0.5 元/度计算(电费按容量收取),二选厂生产平均负荷13 000 kW/h,电费损失13 000×0.5×9=58 500 元;加上节省的水费、人工及其它,预计每月可创造效益90 万元以上。
5 结论
(1)跳数记录法由于能够准确的记录环形联锁中设备停机时间,同时具有重复记录功能,能够适用于各种故障情况,是一种非常有效的环形联锁故障捕捉方法。通过心跳数,能够清楚判断联锁动作过程各个设备的运行时间节点,从而能够更准确的进行故障分析,在实际生产过程中能够非常准确的定位故障源,节省大量的检修时间(约9h/月),消除隐患。
(2)该故障捕捉方法在二选厂实施后,加上节省的水费、人工及其它,预计每月可创造效益90 万元以上。此方法已成功运用到矿业公司一、三选厂半自磨机给矿系统以及井下提升胶带运输系统,其他行业如冶金、建材、石油化工、食品药品等有联锁工艺生产线的生产系统也可以借鉴使用,具有较大的推广应用价值。
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:56:48
现代矿业(2021年3期)2021-06-02 00:59:32
金属加工(热加工)(2020年12期)2020-02-06 05:59:24
上海建材(2019年3期)2019-09-18 01:50:50
消费导刊(2018年10期)2018-08-20 02:56:14
公民与法治(2016年4期)2016-05-17 04:09:39
新疆钢铁(2015年2期)2015-11-07 03:27:52
中国机械(2014年24期)2014-10-21 20:06:36
河南科技(2014年24期)2014-02-27 14:19:43
河南科技(2014年22期)2014-02-27 14:18:16