方坯轧材超声波探伤设备的技术改进
2023-12-21 09:33周久圣
冶金动力 2023年6期
尹 平,周久圣
(马鞍山钢铁股份有限公司,安徽马鞍山 243000)
引言
近年来,超声波无损探伤技术在交通、建筑、钢铁、化工等行业领域中受到广泛的青睐。它是一门在不破坏原工件的基础上,运用声、光、电磁等物理因素对加工制品内部质量进行判定和检测的技术[1]。相对于传统的探伤检测技术,不论是经济成本、操作高效性和便捷性,还是检测人员安全性,超声波探伤技术都更胜一筹。
马钢特钢方坯生产线利用超声波无损探伤技术自动检测方坯内部的缺陷、亚表面缺陷等,适用的产品主要是140 mm~250 mm 车轴钢、弹簧钢等公司主力产品。目前,系统已上线稳定运行,并取得一定的经济和管理效益。随着用户对产品的质量等级要求越来越严格,设备原设计不能适应检测性能提升的需求,本文在结合生产实际情况下,对系统设备进行了优化改造,不断提高方坯生产水平和产品质量。
1 超声波无损检测技术分析
随着我国现代工业的飞速发展,为生产高质量的材料提供保障,研究先进的探伤检测技术成了检测人员迫在眉睫的任务。现代探伤检测技术主要有两种,有损和无损探伤检测。顾名思义,有损探伤需要破坏原工件的内部结构,对其进行切割、剖面等探伤检测。而无损探伤检测技术是利用声、光、电磁等物理学因素,并结合相关仪器设备对材料内部进行缺陷探伤检测[2]。无损探伤检测主要有射线检测、磁粉检测、超声波检测、渗透检测、涡流检测等五种常见的技术[3]。超声波检测技术基于近几年声学领域的迅速发展,其检测的高效、便捷、安全等特性,受到各行业领域的欢迎。
1.1 超声波无损检测原理
超声波的声波频率高于20 000 Hz,是人们无法听见的声波。但超声波传播有其独有的特点:频率高、波长短、方向性好、穿透能力强、能够传递信息等[4]。工程上正是利用这些特点将其运用到探伤检测领域。
超声波探伤检测是利用超声波穿透至介质的内部,从一个截面进入到另一个截面,遇到材料不均匀时,便会发生发射现象,从而可以检测出材料是否存在缺陷。方坯是通过轧机轧制而成,在生产过程中,会产生表面或者内部的缺陷。当超声波在方坯中传播时,遇到缺陷发生反射,根据反射回波的电压脉冲波形确定缺陷的位置和大小。缺陷的形状不同,超声波的返回规律也不同,从而可以确定其大小。根据声速和声波在介质中的传播至缺陷所需的时间可以测定缺陷的距离R。
式中:c——材料中的声速;
t——声波遇到缺陷时的来回传播时间[5]。
1.2 超声波无损检测方法
常用的工业超声波检测方法主要有脉冲波法和共振法,其中脉冲波法又分成脉冲反射法和脉冲穿透法。根据本系统采用的检测原理,主要采用的是脉冲反射法。脉冲反射法根据声波在传播过程中,弹性介质中质点的振动方向与波的传播方向之间的关系,可分为纵波、横波、表面波和板波等[6]。不同的检测方法适用不同的钢材材料。下文主要介绍和本系统有关的检测方法。
1.2.1 纵波法
质点的振动方向与波的传播方向相互平行的波称为纵波。当介质受到往复压应力的时候,质点之间就会产生相应的伸缩应变,从而形成纵波。纵波可以在固体、气体、液体三大类介质中传播。纵波法进行工件质量探测主要利用直探头垂直发射纵波信号至工件探测面,遇到缺陷面,反射脉冲信号,通过接收脉冲信号测定缺陷。该方法可以检测铸造、锻压、轧材及其制品的探伤。本系统中主要利用纵波法检测轧件的内部缺陷,该方法与探测面平行的缺陷检出效果最佳。
1.2.2 横波法
质点的振动方向与波的传播方向相互垂直的波称为横波。当介质受到交变的剪切力作用时,就会发生形变,从而产生横波。由于承受交变应力的介质只有固体类,所有横波只能在固体中传播,不能在气体和液体中传播。横波在探测工件时,会收到工件上、下断面多次反射后的脉冲波。该方法主要用于管材、焊缝等的探伤检测,其它试件进行探伤时,可以作为辅助设备手段。
1.2.3 表面波法
表面波可以看成是纵波和横波的合成。当介质表面受到交变应力时,波沿着介质表面传播,称为表面波。表面波只能发生在固体介质的表面,在两种介质的表面或近表面进行传播。由于表面波法只能沿着试件的表面或亚表面进行传播,所以只能检测试件的表面缺陷。
本设备的无损探伤方法主要是通过探伤支架及喷淋水系统将纵波直探头的探头晶片耦合到被测方坯表面,形成水膜法超声检测方式(探头与被检方坯的水层间距约为:0.3~1 mm)。该检测方式广泛适用于方坯及板坯等钢材的超声检测,其检测优点是检测灵敏度高、结构简单易维护、检测消耗小、经济实用且污染小;其缺点是受检测方坯外形及表面光洁度影响较大,尤其是边角部位可能无法形成有效水膜,导致检测信号异常,产生盲区。
2 超声波探伤技术在方坯质量检测中的应用
2.1 方坯探伤检测系统设计及设备概述
超声波探伤检测设备原系统设计采用64 通道超声波扫查的方式,主要用于自动检测方坯的内部缺陷、亚表面缺陷,适用于140~250 mm 车轴钢、弹簧钢等产品的质量检测,系统主体设备主要有超声波主机、人机界面、PLC控制系统、集成板卡系统、耦合水循环系统、探头架及探头、喷标系统等组成。图1为方坯超声波自动检测系统设备架构。
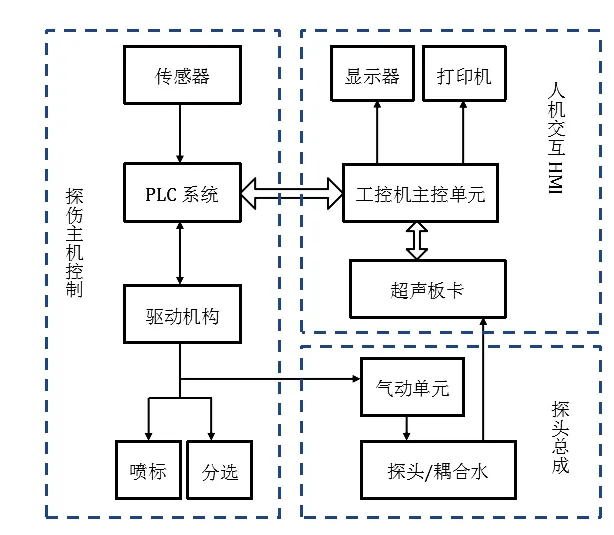
图1 方坯超声波自动检测系统设备架构
2.2 工艺流程介绍
生产前首先对探伤系统中的“看门狗”设备高度进行调整,以匹配被检坯料的规格要求,利用“看门狗”的防撞拒止功能对探伤主机进行保护。其次是被检测钢坯经过抛丸机对表面进行抛丸处理后,经抛丸输送辊道将棒料送入“看门狗”,待坯料的头部到达喷淋位置后启动预喷淋系统,待主机入口对射元件检测到坯料料头时,夹紧轮和探头按照程序规定指令依次夹紧并开始进行探伤作业,待坯料拖尾后,探头及夹紧轮再依次松开,此阶段探伤结果经板卡集中处理后显示在人机界面HMI 上,随后喷标系统会根据检查结果自动执行喷标作业,探伤结束。
工艺流程详细介绍如下:
(1)当PLC 控制器接收到方坯头部传感信号后,首先通过交互控制通讯与主控系统建立应答机制,启动探伤程序。
(2)同时向气动缸驱动器发出指令,使探头压至被检物料表面,并开启耦合水,为物料探伤做好准备。
(3)开始探伤,由主控机通过信号处理单元向探头发送激励信号,开始超声波探伤,待信号处理单元接收到回波信号后,对其进行采集、A/D 转化等处理后传输至主控机。
(4)主控探伤程序实时智能判断检测信号是否为缺陷回波,如果是缺陷回波,则通知PLC 控制器启动打标装置,对物料缺陷进行打标。
(5)主控程序全程监控检测过程,并实时保存检测数据,待PLC 控制器接收到物料尾端信号后,停止探伤,并启动物料分选功能,对其有无缺陷进行分选。
(6)探伤结束后,主控探伤程序形成探伤报告,并通过智能判定给出探伤结果。
图2为探伤工艺流程图。
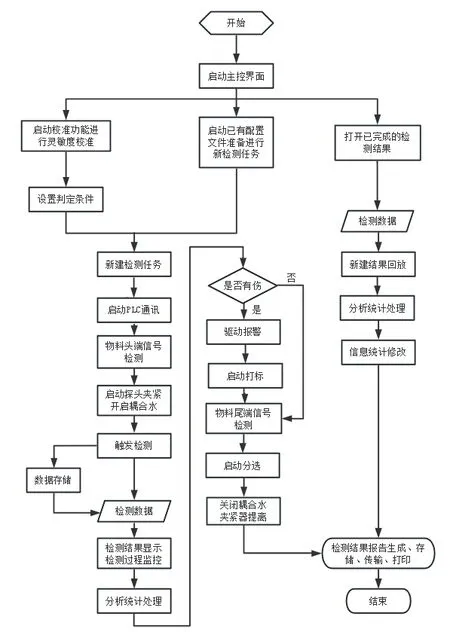
图2 探伤工艺流程
2.3 设备结构
本工艺流程中涉及的“看门狗”和预喷淋装置的结构功能如下。
(1)“看门狗”安全防护装置
“看门狗”安全防护装置主要由底座、纵向定位定向吸震装置、横向手动开闭装置、前后安全防护板、防护板间距调整装置及高度微调装置组成,图3为参考图样。
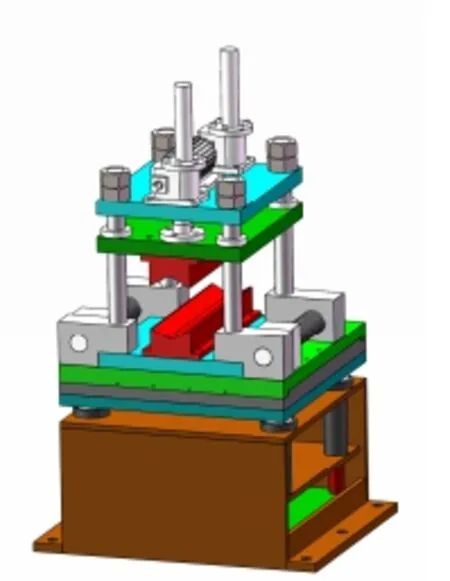
图3 “看门狗”结构示意图
底座由厚板焊接而成,坚固耐用,并可调整高低及水平。
纵向定位定向吸震装置:当棒材撞击前端导套时,由纵向定位定向吸震装置吸收棒材撞击产生的冲击力。
横向手动开闭装置:当棒材因弯曲卡死在“看门狗”中时,人工手动使纵向开闭装置打开,推出弯曲度超过设定值的棒材,使之不再进入联合检测平台。
前后安全防护板及防护板间距调整装置:“看门狗”装置棒材进出口均设有导套,此导套数量规格一般根据用户产品生产大纲设计制造,用户不提供产品生产大纲时根据样棒规格设计制造。
(2)预喷淋装置
预喷淋装置用于方坯超声检测前对被检工件表面的预润湿,以保证方坯超声检测耦合效果,利用工业水或自来水进行预润湿,水压≤4 kg/cm2,流量≤10 m³/h。
3 超声波探伤设备技术改造和优化
3.1 设备现状和必要性
结合公司现有的产品优化升级、管理体系贯标等要求,方坯超探设备为应对新要求仍存在以下主要问题:
(1)原设备经过长时间运行后,设备功能精度缺失,不能保证设备的正常工作和持续稳定运行,因此需要对设备进行升级改造。
(2)原设备探头运行中会承受较大的侧向力,导致探头架使用一段时间后,形变较大,造成支架断裂,设备故障率较高。
(3)超探设备需要应对新的产品规格,原规格匹配需要重新升级电控系统和PLC 控制代码,并提升整体的检测精度。
3.2 系统设备改造方案
根据方坯质量超声波探伤设备检测中存在的问题,以及产品质量提升对设备检测能力和检测精度的要求,对方坯质量超声波探伤设备进行改造的技术方案如下:
(1)对探头架重新进行设计,保证探头架的侧向力为最小,保证探头不受到严重的冲击。
(2)重新设计和构建电气控制系统,以适应新的产品规格提升带来的检测要求。
(3)对主机机械部分进行解体,重新更换和优化机械设计,适应新的探头架系统,同时带来更好的易维护性。
(4)改进现有探头,减少探头数量,使得探头的频率和尺寸都最大限度满足灵敏度的检测要求。
3.3 系统设备改造详细设计
3.3.1 超声波探头架的改造
超声波探头架改造前采用垂直压下方式,钢坯穿过探头架时,侧向力较大,应力难以释放,造成探头架频繁刮擦脱落、断裂。图4 为探头架垂直压下结构的方坯超探内部结构示意图。
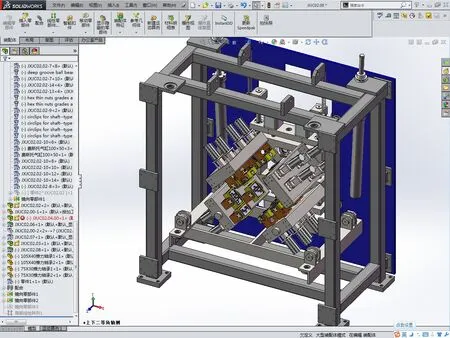
图4 探头架垂直压下结构的方坯超探内部结构示意图
使用新设计的探头架系统替代原来的探头机械系统,方坯超探设备机械部分由原来探头架采用垂直压下方式变为摆动压下方式。图5为改造后探头架摆动压下结构内部布置示意图。

图5 探头架摆动压下结构内部布置示意图
更改的探头架系统的设计避免了原设备承受过大侧向力、探头架易变形的缺点,有效保证了设备的运行稳定性。
3.3.2 控制系统优化改造
(1)增加新的升降控制部分,以保证产品规格提升所要求的多规格适应性。
(2)增加新的PLC模块及控制程序,确保PLC控制与探伤主机和工控机之间通讯的可靠性和稳定性。
(3)重新编制故障自诊断程序,方便更快解决和处置现场设备异常问题。为了和新系统的接口匹配,有必要进行重新设计和构建,以适应用户新要求和高标准。
(4)新的超声波系统与原有的PLC 系统要进行通讯,需要重新开发接口和通讯方式来和原有的PLC系统兼容,从而实现完整的自动化探伤过程。
3.3.3 机械系统改造
为了适配新的探头架系统,同时考虑到原设备的部分部件经过多次维修,精度已经降低,因此需要对原设计的主机部分进行解体更换,并同步根据现场需求和设计要求进行相应优化,以确保设备机械精度更高,提高机械设备的使用寿命,保证检测设备整体的检测精度。主要工作包括更换丝杆、气缸等关键部件,关键的悬挂装置进行重新制作加工。具体改造要点如下:
(1)重新定制机械悬挂系统,优化机械抱紧装置和探头夹持装置,使得整体机械浮动机构和探头夹持装置工作稳定性更好,机械抱紧装置实用性更强。
(2)重新定制探头架固定装置,确保设备检测精度的稳定性。
(3)修复整体框架,恢复整体机械的精度和稳定性。
(4)为了防止铁锈堵住出水孔,对探头的耐磨靴进行优化设计,并加大出水孔尺寸,同时能够对孔有冲洗功能。
(5)改进水箱清理模式,能够方便清理水垢,提高系统可维护性。
3.3.4 超声探头改造
为了在保证检测精度的前提下,尽可能减少探头数量并提升设备的可维护性,对原使用的超声探头进行改造,具体改造要点如下:
(1)改进原超声探头,改造后的超声探头可以检测更广的范围,满足新的生产工艺需求。
(2)改进探头耦合系统,使得探头耦合系统能适应新探头的使用。
3.3.5 改进和优化信号传输系统
由于该设备已经发现有探头线破损,干扰信号容易进入超声系统,造成设备的信号抖动失真,从而导致超声信号不稳定、不可靠,设备不能正常使用,因此我们本次对探头线进行全面升级,全面更换破损的探伤信号线,升级成双层屏蔽信号线,另外对设备的接地进行重新排查,使用双接地方式,全面排查设备现有干扰。
3.4 系统改造效果
(1)升级改进原探伤平台上的探头架系统,提升设备的生产稳定性。
(2)配套升级原设备的机械主机系统,适应新的探头架系统,提升设备的可维护性。
(3)升级改造原设备的电控系统,适应产品规格的升级,并提升设备的总体精度。
(4)保证检测精度的前提下,优化检测探头,减少探头的装机量,减少备件的库存数量。
(5)改造后的设备故障率大幅降低,设备故障维修时间及故障停机时间减少,设备的有效使用率得到提升。
(6)本项目以高度自动化、工艺最优化为改造目标,同时预留远程设备运维数据接口,兼容设备远程诊断、点检的设备状态数据化功能,为设备远程智能运维提供有效数据支撑。
4 结语
超声波探伤技术在工业生产领域得到广泛的应用。本文主要分析其技术原理和使用方法,将其运用到棒材质量检测中。为满足客户的需求,并结合生产实际,对系统设备技术进行了升级和改造。目前,系统已上线稳定运行,改造优化后的系统提高了探伤的精度、可靠性、稳定性等,保障了客户对产品质量的高要求。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
昆钢科技(2021年1期)2021-04-13
阅读(高年级)(2019年10期)2019-12-13
山东冶金(2019年5期)2019-11-16
石油地球物理勘探(2017年2期)2017-11-23
大众科技(2015年11期)2015-11-24
小学生·新读写(2015年2期)2015-06-10
浙江大学学报(工学版)(2015年6期)2015-03-01
上海金属(2014年1期)2014-12-18
小学生作文选刊·低年级版(2014年11期)2014-11-21