精梳工艺对涤粘混纺纱质量的影响
2023-12-19 01:55陈宇恒任家智杨天琪张蕾蕾冯清国
棉纺织技术 2023年12期
陈宇恒 任家智 杨天琪 张蕾蕾 冯清国
(1.中原工学院,河南郑州,450007;2.先进纺织装备技术省部共建协同创新中心,河南郑州,450007)
涤粘混纺纱兼具涤纶的耐磨抗皱与粘胶的吸湿透气等特点,纱体风格饱满、结构立体,制成的织物平整光洁、手感舒适、不易变形,备受市场欢迎[1-3]。传统涤粘混纺纱中的纤维受到开清棉及梳棉工序的梳理,纤维条中仍存在少量的短纤、棉结与杂质,后道牵伸过程中容易产生附加棉结、粗细节,混纺纱质量难以满足高档面料的加工要求。为了提高化纤产品档次,有学者将精梳工艺应用到棉型化纤的生产加工,通过排除小卷中的短纤与结杂,提高纤维的伸直度、平行度与分离度,有效提高了化纤纱线与织物的产品质量[4-6];但化纤精梳的研究主要集中在化纤纯纺,如棉型涤纶、莱赛尔纤维的精梳工艺优化、分离驱动机构设计与锡林梳理专件的开发等领域[7-9],尚未涉及精梳涤粘混纺技术的相关研究。
为探讨精梳工艺对涤粘混纺纤维条与纱线质量的影响,分别采用传统普梳涤粘混纺工艺与精梳涤粘混纺工艺纺制混纺比为65/35、50/50、35/65 的涤粘混纺纱线,测试并比较了两种涤粘混纺工艺的纤维条与纱线质量,以期提升化纤产品的档次。
1 试验
1.1 原料
采用涤纶短纤长度38 mm,细度1.6 dtex,干态断裂强度为4.7 cN/tex,干态断裂伸长率30%,回潮率0.4%;粘胶短纤的长度38 mm,细度1.6 dtex,干态断裂强度2.2 cN/tex,干态断裂伸长率16%,回潮率13%。
1.2 试验方案
合理设置条并卷与精梳工序工艺参数,保持其他工序工艺参数一致,分别采用普梳涤粘混纺工艺与精梳涤粘混纺工艺纺制混纺比为65/35、50/50、35/65 的28.1 tex 涤粘混纺纱线,试验方案如表1 所示。测试普梳涤粘混纺工艺的一道并条与精梳涤粘混纺工艺的精梳条质量,测试两种涤粘混纺工艺纺制的混纺纱线质量,探讨精梳工艺对涤粘纤维条与成纱质量的影响。

表1 试验方案
1.3 纺纱工艺流程
1.3.1 普梳涤粘混纺工艺流程
将涤纶与粘胶纤维按照一定比例混和后喂入开清棉工序、梳棉工序,经过梳理后制成普梳涤粘条,再经过两道并条、粗纱与细纱工序制成涤粘混纺纱[10]。
1.3.2 精梳涤粘混纺工艺流程
与普梳涤粘混纺工艺流程相比,精梳涤粘混纺工艺流程在两道并条工序之间增加了一道条并卷和精梳工序,将24 根~32 根涤粘预并条喂入条并卷工序制成涤粘混和小卷,再将小卷置于精梳机上进行加工,精梳工序后再经过一道并条、粗纱、细纱工序纺制成精梳涤粘混纺纱。
1.4 主要工艺参数
精梳涤粘混纺工艺路线采用的JSFA3180 型条并卷联合机主要工艺参数:纤维条定量19.71 g/5 m,并合数28 根,总牵伸1.7 倍,成卷速度80 m/min,小卷定量65 g/m。JSFA588 型精梳机主要工艺参数:锡林齿数19 971 齿,顶梳齿密24 针/cm,顶梳插入深度-0.5,采用前进给棉,给棉长度5.2 mm,落棉隔距8 mm,精梳条定量22.5 g/5 m,涤粘落纤率2.39%。
1.5 测试仪器与质量指标
将不同方案纺制的涤粘混纺条与混纺纱线放置在温度(20±2)℃、相对湿度(65±3)%的环境下24 h 后进行性能测试。
采用USTER AFIS PRO 2 型单纤维测试仪测试纤维条中棉结、杂质与16.5 mm 以下短绒率、上四分位长度。采用USTER ME100 型条干均匀度测试仪测试纤维条与纱线的条干CV、纱线的千米棉结、粗节、细节。采用YG063T 型全自动单纱强力仪测试纺制纱线的断裂强力;采用YG171L 型毛羽测试仪测试纱线的3 mm 毛羽数。
2 结果与分析
2.1 涤粘混纺纤维条质量对比
为合理评价精梳工艺对涤粘混纺半制品质量的影响,分别取普梳涤粘混纺工艺生产的普梳涤粘一并条与精梳涤粘混纺工艺生产的精梳涤粘条进行质量测试,两种纤维条的质量指标对比见表2。
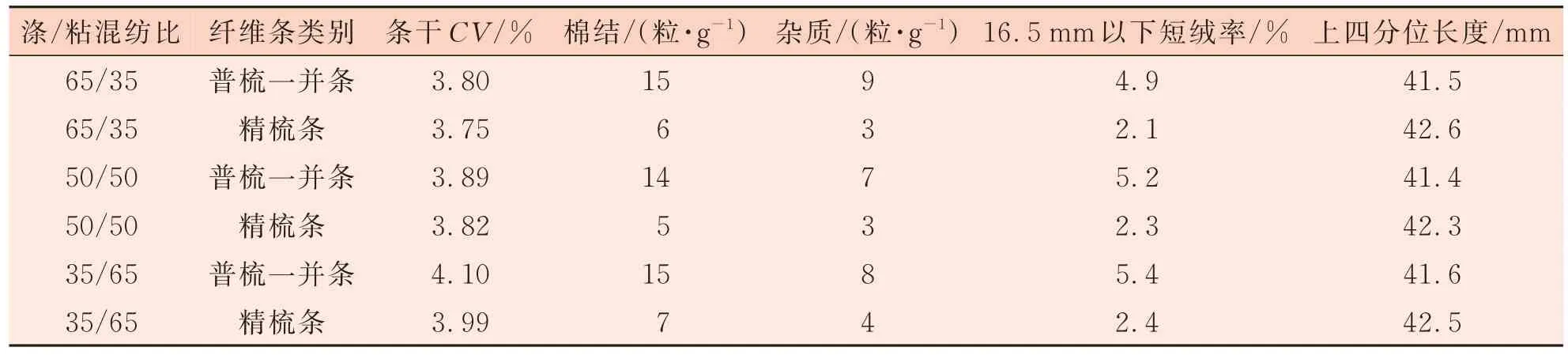
表2 普梳涤粘一并条与精梳涤粘条质量对比
由表2 可知:
(1)普梳涤粘一并条中仍存在少量的棉结、杂质与短纤维,但数量较少。这是由于在开清棉工序中梳理元件的开松、打击对纤维造成了断裂损伤,产生了短纤维;在梳棉工序分梳过程中,纤维之间的反复摩擦、交缠亦会造成附加棉结的产生。
(2)与普梳涤粘一并条相比,当涤/粘混纺比为65/35、50/50、35/65 时,精梳涤粘条的条干CV降幅分别为1.32%、1.80%、2.68%,棉结粒数降幅分别为60.00%、64.29%、53.33%,杂质粒数降幅分别为66.67%、57.14%、50.00%,16.5 mm以下短绒率降幅分别为57.14%、55.77%、55.56%,上四分位长度增幅分别为2.65%、2.17%、2.16%。说明精梳涤粘混纺工艺利用精梳锡林与顶梳的梳理特点对涤粘混和小卷进行细致梳理,能够大幅排除小卷中的棉结、杂质与短纤维,并提高纤维的伸直度、平行度与分离度,使纤维条的上四分位长度小幅增加,条干CV略微下降,精梳后的涤粘混纺条质量显著提高。
(3)随着粘胶纤维含量的增大,涤粘混纺条的条干CV、16.5 mm 以下短绒率呈小幅增大趋势,这是由于粘胶纤维比涤纶强度低,纤维抱合力差,纺纱过程中粘胶纤维更容易发生纤维断裂与意外伸长;纤维条中的棉结、杂质粒数与上四分位长度变化不大。
2.2 涤粘混纺纱线质量对比
分别采用普梳涤粘混纺工艺与精梳涤粘混纺工艺生产28.1 tex、捻系数为330 的涤粘混纺纱线,测试两种混纺纱的质量指标,质量对比见表3。

表3 普梳涤粘纱与精梳涤粘纱质量对比
由表3 可知,精梳涤粘混纺工艺能够显著提高涤粘混纺纱的纱线质量。
(1)与普梳涤粘纱相比,当涤/粘混纺比为65/35、50/50、35/65 时,精梳涤粘纱的条干CV降幅分别为6.84%、4.50%、5.08%,3 mm 毛羽数降幅为22.45%、20.63%、19.44%,断裂强力增幅为9.57%、10.22%、9.48%。分析原因为精梳涤粘过程中锡林与顶梳排除了小卷中的大量短纤维,提高了纤维的平均长度与整齐度,在后道牵伸过程中纤维的变速运动得到有效控制,改善了涤粘混纺纱的条干CV,提高了纱线断裂强力,纤维平均长度与整齐度提高后也有助于减少细纱加捻三角区内毛羽的产生,使毛羽数明显减少。
(2)与普梳涤粘纱相比,当涤/粘混纺比为65/35、50/50、35/65 时,精梳涤粘混纺纱的千米棉结降幅为28.57%、25.64%、25.58%,千米粗节降幅为44.44%、42.42%、41.03%,千米细节降幅为44.44%、38.46%、29.41%。这是由于精梳锡林与顶梳排除了涤粘小卷中的棉结与杂质,锡林横向针齿的细致分梳使纤维的伸直度、平行度与分离度进一步提高,大幅减少了粗纱、细纱牵伸过程中附加棉结与粗细节的产生,使涤粘混纺纱质量显著提高。
(3)随着粘胶纤维含量的增加,涤粘混纺纱的条干CV、千米棉结、粗细节个数以及3 mm 毛羽数呈现小幅增加趋势,断裂强力呈现减小趋势。这是由于粘胶纤维比涤纶的强力与纤维抱合力小,纺纱过程中更容易发生纤维损伤,产生附加短纤维,使涤粘混纺纱的物理机械性能随着粘胶纤维含量的增加呈现小幅恶化趋势。
3 结论
基于精梳机的梳理特点提出了精梳涤粘混纺工艺路线,测试并比较了两种涤粘混纺工艺对应的纤维条与纱线质量,结论如下。
(1)经过开清棉、梳棉工序梳理后的普梳涤粘条仍存在一定的棉结、杂质与短纤维,但数量较少。与普梳涤粘一并条相比,精梳涤粘条的条干CV、棉结与杂质粒数、16.5 mm 以下短绒率均有不同程度的降低,纤维上四分位长度略有增长。即经过精梳工序的梳理加工后,涤粘混纺纤维条的质量显著提高。
(2)与普梳涤粘混纺纱相比,精梳涤粘混纺纱的条干CV值明显降低,棉结、粗节、细节和3 mm毛羽数大幅减少,断裂强力增幅在10%左右。即精梳工艺能显著提高涤粘混纺纱质量。
(3)随着粘胶纤维含量的增加,涤粘混纺纤维条的条干CV、16.5 mm 以下短绒率呈现增大趋势,纤维条中的棉结、杂质粒数与上四分位长度变化不大;涤粘混纺纱的条干CV、棉结、粗细节以及毛羽数呈现小幅增加趋势,断裂强力呈现减小趋势。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
毛纺科技(2021年8期)2021-10-14
国际纺织导报(2021年1期)2021-04-20
福建基础教育研究(2020年3期)2020-05-28
纺织科技进展(2015年1期)2015-11-28
现代纺织技术(2015年6期)2015-02-28
山东纺织科技(2014年2期)2014-12-03
化纤与纺织技术(2014年1期)2014-03-30
西安工程大学学报(2014年2期)2014-02-28