1750kW蓄电池机车底架侧梁焊接变形控制及矫正工艺
2023-12-18 06:28王迎斌王宏军中车大同电力机车有限公司
钣金与制作 2023年11期
文/王迎斌,王宏军·中车大同电力机车有限公司
1750kW蓄电池机车底架侧梁在试制过程中容易出现质量问题,通过调整焊接顺序并且利用反变形工艺进行梁体组焊,使底架侧梁的平面度、旁弯以及挠度等关键数据达到了设计要求,避免了大面积火焰矫正给梁体材质带来的不利影响,有效地降低了底架侧梁的焊接变形量,为后续的批量生产提供了技术依据。
梁体结构及技术要求
1750kW蓄电池机车底架侧梁为箱型结构,全长19046mm分三段拼接而成,如图1所示。梁体主要是由外板、隔板、立板和筋板等部件组成。技术要求为:梁体的直线度为2mm/m,全长不大于4mm;梁体焊后调平、调直;底架侧梁的主要焊缝布置在梁体的中下部,其中梁体外板R处无焊缝。由于焊缝不对称,梁体焊接后极易产生变形。

图1 底架侧梁焊接截面
焊接结构变形分析
为了减小焊接后构件的弯曲变形,在结构设计时应力求使焊缝位置对称于焊接构件的中性轴或者接近于中性轴,这样就有可能使中性轴两侧焊缝产生的弯曲变形完全抵消或部分抵消,从而减小构件弯曲变形。这里仅选取了底架侧梁其中的一段进行分析。如图2所示,侧梁隔板与立板的连接焊缝(5HY,a6)和外板与隔板的连接焊缝6HY都处于中性轴x-x轴的上方,两条焊缝的纵向收缩使梁体向x-x轴方向产生弯曲,即梁体在垂直方向产生了下挠;外板与立板的连接焊缝a4和隔板与立板的连接焊缝(5HY,a6)都处于中性轴y-y轴的左侧,两条焊缝的纵向收缩又使梁体向y-y轴方向产生弯曲,即梁体在水平方向产生了旁弯,并且两种弯曲变形的程度均较为严重。如图3所示,外板与隔板连接焊缝6HY的横向收缩又使侧梁外观面产生了角变形,直接影响到侧梁外观面的平面度。1750kW蓄电池机车上挠度设计要求是12~18mm,而底架侧梁焊接后的下挠度值达到了约20mm,这对于底架装配时挠度的控制非常不利,所以控制梁体的焊接变形是此次试制任务中必须要解决的问题。

图2 梁体变形方向
梁体焊接变形的控制
梁体弹性反变形法
如图4所示,梁体弹性反变形时的方向要与梁体焊接后的变形方向相反,弹性反变形矫正力的大小应以垂直压紧装置或水平顶紧装置的伸出长度表示,根据梁体的变形程度,记录每次顶杆的伸出长度,直至确定出最佳矫正效果的伸出长度。
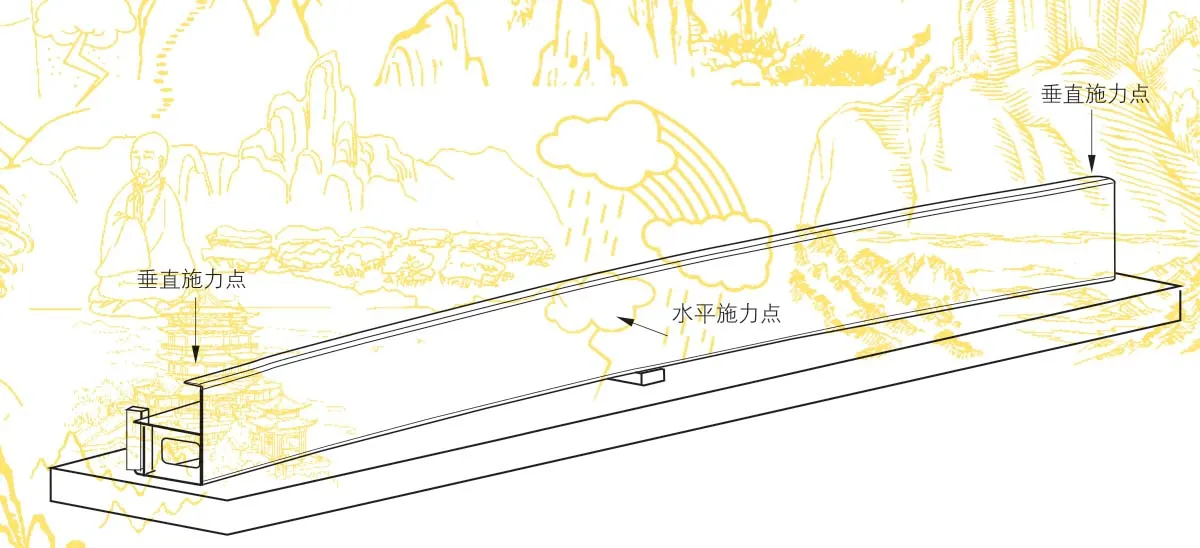
图4 梁体弹性反变形方向
选择合理的焊接方向和焊接规范
焊接方向应当从最受限制的区域朝较少受限制的区域进行焊接,由于反变形过程中梁体的中部在水平和垂直方向都施加了一定的作用力,中间位置受到了更多的限制,所以应从梁体中部向两侧进行焊接。要尽量避免隔板与立板的连接焊缝(5HY,a6)一次性焊接填充,控制好焊接热输入量,减少梁体向水平或垂直方向变形的趋势。可采用能够使热量分散的分段退焊法进行焊接,并且在保证焊缝熔深的情况下尽量避免焊接参数过大,即采用较细的焊丝和较小的焊接电流进行焊接,以免造成热输入加大,增加梁体的变形程度。
由于筋板的数量较多,焊接时不同的焊接方向会引起不同的变形情况和内应力状态,因此要尽可能使焊缝收缩引起的变形与梁体焊后变形方向相反。以外板与筋板、立板与筋板a4焊缝为例进行说明,如图5所示,焊接①焊缝时采用同一方向“直通”焊接,即从自梁体R圆弧处向立板方向进行焊接。由于每道焊缝都是始焊端的横向收缩略大于终焊端,导致焊缝①的横向收缩引起梁体向立板方向产生了弯曲变形,恰好与梁体焊后产生的弯曲变形方向相反,减小或部分抵消了梁体的变形程度;同理焊接②③焊缝时,应由梁体底部向上进行焊接,②③焊缝的横向收缩引起梁体产生向上拱曲变形,恰好与梁体焊后产生下挠变形的方向相反。采取上述措施后,梁体变形程度得到了一定的控制,减少了后续火焰矫正的工作量。

图5 a4焊缝的焊接方向
选择合理的焊接顺序
合理的焊接顺序能够减小梁体的变形程度。如图6所示,由于大部分贯通的长焊缝集中在x-x轴的上方和y-y轴的左侧,如果先焊焊缝2和焊缝3,将会引起梁体向y-y轴右侧方向产生较大的弯曲变形。如果先焊焊缝1,再焊焊缝2和焊缝3,梁体向y-y轴右侧方向产生的弯曲变形就会减小。由于焊缝1的纵向收缩使梁体向y-y轴左侧方向产生弯曲变形,这样就能够部分抵消焊缝2和焊缝3焊接后梁体向y-y轴右侧方向产生的变形。通过数据对比,先焊焊缝1比先焊焊缝2和3梁体水平弯曲的变形程度减小了8mm。

图6 焊缝1、焊缝2、焊缝3的焊接顺序
梁体火焰矫正工艺
火焰矫正的效果关键在于加热位置、加热形状和加热先后顺序的选择,因此火焰矫正前一定要全面分析构件的结构和构件焊后变形的大小和方向,以制定出合理的矫正方案。
梁体加热位置的选择
如图7所示,矫正旁弯时,首先要确定火焰矫正的位置。第一组加热线应该选择在梁体R1的棱线上;第二组加热线必须选择在隔板与外板连接焊缝的背烧处,加热线只有选择在这个位置上,矫正梁体旁弯的效果才明显,第二组加热线在矫正梁体旁弯的同时,还能够矫正由于外板与隔板连接焊缝6HY横向收缩产生的角变形。如果第二组加热线选择在R2棱线上,梁体只能在“局部”产生变形,但是“整体”并未发生变化或变化不大,梁体的旁弯及平面度非但得不到矫正,R2棱线还会由于过热产生矫过现象。所以火焰矫正前一定要分析梁体的结构及部件之间相互制约的关系,加热位置如果选择不正确,火焰矫正的效果不明显或者可能会产生与矫正方向相反的变形。
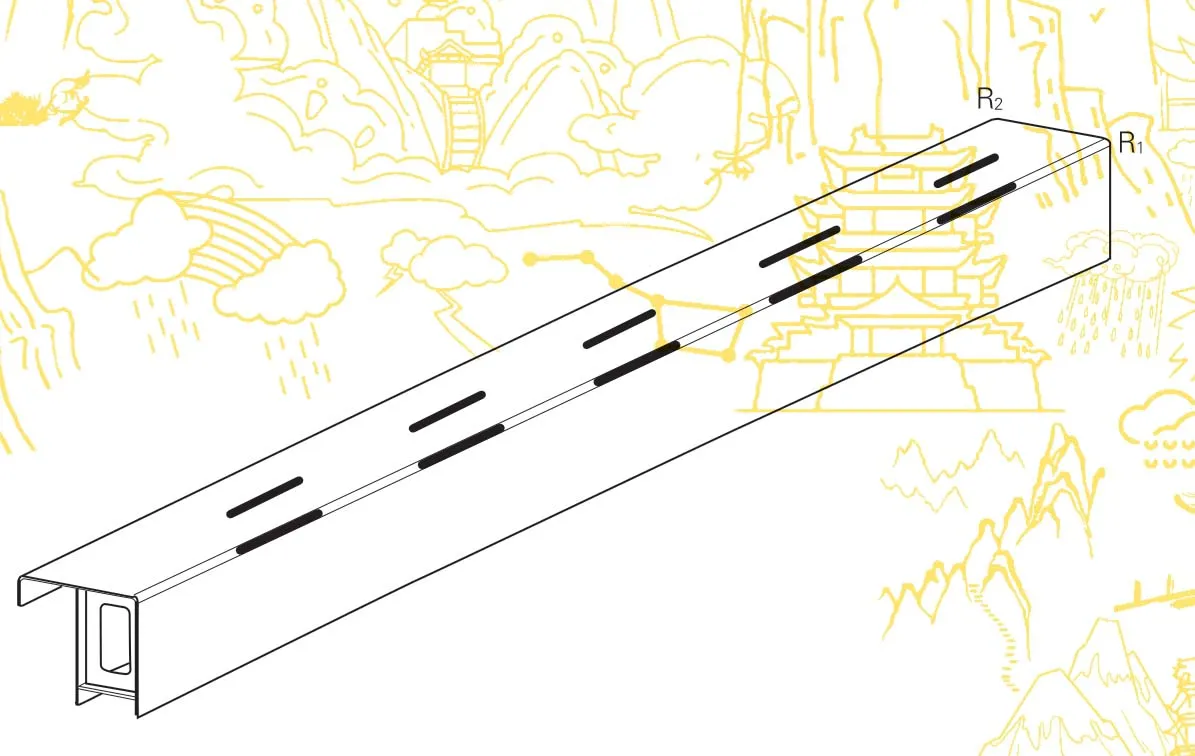
图7 矫正旁弯时的加热位置
底架侧梁使箱体结构强度较高,虽然焊接工艺改进后使梁体的下挠度值有所减小,但是1750kW蓄电池机车上挠度设计要求是12~18mm,加上侧梁焊接后还处于下挠状态,如果底架装配时靠顶、拉等强制状态达到上挠度设计要求,难度会很大。所以底架装配时,侧梁的上挠度就要提前预制出来,为了以最少的加热次数获得最佳的矫正效果,火焰矫正位置的选择也很关键。如图8所示,第一组加热线应该选择在R1棱线上,由于第一组加热线在矫正梁体旁弯时刚刚完成加热,因此第二组加热线应选择在外板与立板焊缝的背烧处。加热时按照图示的顺序,从中间向两侧进行线状加热。前面所述侧梁的上挠度需要提前预制出来,以上两组加热线还不能使梁体的挠度值达到技术要求,所以还要增加一组加热线。第三组加热线必须选择在筋板与外板焊缝的背烧处,加热顺序与第二组加热线相同。冷却后对梁体的挠度进行测量,由于加热位置和加热顺序选择比较合理,每组加热线仅需一次加热,梁体的上挠度就达到了设计要求,避免了多次加热给梁体材质带来的不利影响。

图8 矫正梁体挠曲变形时的加热位置
湖北省辖地级市、省会,副省级市、国家中心城市、超大城市,国务院批复确定的中国中部地区的中心城市。
中华地理
那些年李白诗歌代言的地方
06
江城
现名 武汉
省份湖北
荣誉称号: 九省通衢 湿地之城
点名金句: 黄鹤楼中吹玉笛 江城五月落梅花
优选景点: 东湖风景区 黄鹤楼 木兰八景 晴川阁 归元禅寺
轻解浅析: 商朝方国宫 西汉始建制 崔颢登黄鹤 谪仙诗江城
明时楚王地 奠定三镇基 辛亥首义处 今时鄂省会
上述火焰矫正是在自由状态下完成的,为了提高矫正效率也可增加外力进行矫正。但需要注意的是,施加的外力不能过大,否则在加热过程中梁体会出现失稳现象,加热处会产生皱褶或过矫现象。
结束语
针对底架侧梁焊接后出现的变形,进行了分析并制定出了相应的控制措施,主要是通过梁体弹性反变形法→减少焊接热输入量→焊接顺序法→火焰矫正等工艺实现的。实践表明,制定的工艺方案行之有效,不但减少了火焰矫正的工作量,还为后续底架的装配提供了质量保证。
猜你喜欢
山东交通学院学报(2023年3期)2023-08-18
金属加工(冷加工)(2023年2期)2023-02-23
云南冶金(2022年4期)2022-08-31
科学家(2022年5期)2022-05-13
橡塑技术与装备(2021年3期)2021-02-03
专用汽车(2020年3期)2020-04-07
金属加工(热加工)(2020年12期)2020-02-06
石家庄铁路职业技术学院学报(2018年2期)2018-07-12
新能源科技(2018年5期)2018-02-15
新时代职业教育(2016年2期)2016-02-06