AH36 薄板激光-电弧复合焊熔滴过渡与熔池分析
2023-12-16 08:05:14潘南旭叶欣景豪豪夏鹏王佳骥
鞍钢技术 2023年6期
潘南旭,叶欣, 景豪豪,夏鹏,王佳骥
(1. 上海工程技术大学材料科学与工程学院,上海 201620;2. 海洋装备用金属材料及其应用国家重点实验室, 辽宁 鞍山 114009)
AH36 是广泛应用于造船业的高强度船体结构钢板,主要用于制作重要的结构件,内部通常表现为铁素体和珠光体组织[1],且易形成织构[2-3]。采用激光-电弧复合焊接使两种不同热源作用于同一熔池,激光与电弧的耦合作用可显著提高焊接速度和焊深[4],增强间隙桥接能力和工艺稳定性[5],消除气孔和缩小热影响区[6],提高焊接效率、焊接稳定性和熔透性[7-8]。激光功率、焊接电流、激光弧距等因素均对焊缝成形、协同效应和焊接稳定性产生影响[9-10]。 在焊接过程中生成的激光等离子体和匙孔对电弧稳定和熔滴过渡影响较大[11],从而影响焊接稳定性和焊接质量[12]。
本文在AH36 薄板激光-电弧复合焊中,通过高速摄像观察并记录熔滴过渡过程, 分析不同激光功率对熔滴过渡形式、频率的影响,并运用计算流体动力学(CFD)方法分析熔滴过渡冲击对熔池温度与流场的影响。
1 实验材料与方法
1.1 实验材料
实验材料选取AH36 海工钢薄板, 采用平板对接方式焊接。 焊接件的规格为300 mm×150 mm×5 mm,母材化学成分如表1 所示。

表1 母材化学成分(质量分数)Table 1 Chemical Compositions in Base Metal (Mass Fraction) %
焊接时采用流量为20 L/min 的纯氩气作为保护气体,焊丝为直径1.2 mm 的JM-56 钢,化学成分见表2。 焊接前进行表面清洁处理,用砂纸去除工件表面氧化层。

表2 焊丝化学成分(质量分数)Table 2 Chemical Compositions in Welding Wires (Mass Fraction) %
1.2 实验设备
实验设备为激光-电弧复合焊接系统,见图1所示。 系统包括激光焊接系统、电弧(MIG)焊接系统、运动系统以及高速摄像系统。激光焊接系统主要包括TruDisk16002 激光器和HIGHYAG 焊接激光头;MIG 焊接系统主要包括KEMPPI 焊机、KempArc 送丝机和德国TBI 公司的RM42W 水冷焊枪;运动系统由ABB 公司的IRB4600 机器人组成;高速摄像机使用了美国的幻影VEO710L。
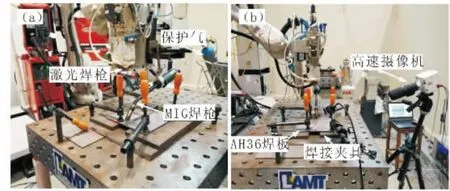
图1 激光电弧复合焊系统Fig. 1 Laser-arc Hybrid Welding System
激光器最大功率能达到16 kW, 通过光纤将激光器产生的激光传递到激光加工头。 激光聚焦装置安装在工作台上并将光斑对准焊炬前端进行扫描。焊枪连接在工作台后端, 其输出电压经电缆传送至工件上,工件由夹具夹紧。激光加工头在电弧焊枪前面,入射角度为90°。 电弧焊枪和工件成45°角安置。激光束与电弧的光丝间距设置为2 mm。高速摄像机记录焊接实时过程,扫描速率为1 000 fps。
1.3 实验方法
表3 为焊机额定参数。 在焊接实验过程中,不同工艺参数会导致焊缝的成形及质量出现差异。 首先确定焊接件对接方式、焊接保护气、激光头与MIG焊枪位置。 激光束垂直入射,MIG 焊枪与激光头呈45°。 焊接过程中激光束在MIG 焊电弧前面,激光具有稳定电弧作用,焊接过程飞溅少,焊缝成形性好。焊接过程使用高速摄像机实时拍摄熔滴过渡过程,研究熔滴过渡机理以及对焊缝成形的影响。
1.4 CFD 数值分析
在焊接实验中,熔池内部液态金属的流动、传热会影响焊缝成形以及质量。焊接接头的组织、力学性能以及缺陷都可以通过熔体流动来分析,因此研究焊接过程中熔池动力学行为具有重要意义。 通过CFD 数值模拟建立三维瞬态数学模型,获取各种条件下熔池内部的瞬时数据。
依据焊接实验得到熔池与焊缝尺寸, 熔滴过渡形式与频率等数据。 基于VOF 体积分数法,建立固液气三相CFD 模型,进行三维瞬态多场耦合分析,如图2 所示。 模型采用反冲压力,综合考虑了表面张力、电磁力、浮力、反冲压力、蒸发冷凝、蒸发换热、熔滴过渡、对流换热、辐射换热等因素的影响,根据实验所得焊缝形貌、熔池尺寸、熔滴过渡特征等参数校正模型。 借助可靠的仿真结果研究双热源耦合作用下的熔池动力学行为, 考查各种驱动力及焊接工艺参数对熔池流动、 匙孔成形、熔深变化等规律的影响。
激光-MIG 电弧复合焊接具有典型的“丁”字形,上部分受电弧的影响比较大,数值模拟时采用双椭球热源;下部分受激光的影响比较大,数值模拟时采用高斯面热源与高斯旋转体热源, 即以组合热源模型对复合焊接热源进行表征。
2 熔滴过渡分析
2.1 熔滴过渡周期
实验中激光和MIG 电弧焊实际工作参数选择如下:激光功率7.5 kW,电流204 A,电压32 V,光丝间距2 mm,离焦量0 mm,焊接速度42 mm/s,送丝速度167 mm/s。 图3 为熔滴过渡的一个周期过程。

图3 熔滴过渡的一个周期过程Fig. 3 One Period Process of Droplet Transition
激光-电弧复合焊接时产生的激光对熔滴产生热辐射作用,引起熔滴温度的变化,改变熔滴表面张力,从而影响熔滴过渡行为。 由图3(a)看出,上一个熔滴过渡周期结束,新的熔滴开始生成。 由图3(b)、3(c)看出,随着电流电压持续加热焊丝,熔滴体积不断增加,熔滴近似球状。 随着时间的推移,热源持续作用, 熔滴体积继续增大, 熔滴重量不断增加。 由图3 (d)看出,当熔滴的重力大于阻碍熔滴脱离焊丝的表面张力等阻碍时, 熔滴与焊丝连接的部分开始变细,出现颈缩现象。 由图3(e)、3(f)看出,热源继续加载,熔滴重力继续增加,颈缩现象越来越明显, 最终熔滴脱离焊丝进入熔池中,此时一个熔滴过渡周期完成。
实验中发现由于激光功率较大或光丝间距较小时,激光对焊丝以及熔池的影响比较大,因而强烈干扰熔滴的过渡行为。 图4 为高速摄像机拍摄的激光-电弧复合焊熔滴过渡行为。 由图4(a)看出,由于熔滴生长阶段重力大于阻碍力,熔滴与焊丝连接位置出现颈缩现象。 由图4 (b)看出,熔滴即将脱离焊丝时受激光的干扰阻碍作用出现破裂,产生大量飞溅。大熔滴在进入熔池时也会产生飞溅现象,这是由熔滴冲击力较大引起的。
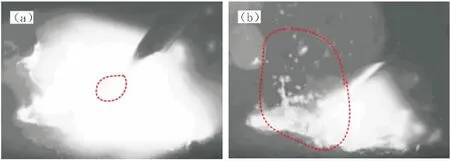
图4 激光-电弧复合焊熔滴过渡行为Fig. 4 Behavior of Droplet Transition during Laser-arc Hybrid Welding
激光功率过大或光丝间距较小时同样会出现其它问题,如熔滴过渡时出现巨型熔滴。激光产生的匙孔内部存在大量金属蒸汽, 金属蒸汽剧烈生成并快速离开匙孔,对匙孔上方的熔滴产生阻力,阻止熔滴的脱落,从而使熔滴过渡困难,熔滴需要更大的重力才能完成过渡。 图5 为激光-电弧复合焊形成的大熔滴。 图5 (a)的熔滴宽度大于焊丝直径,长度是宽度的两倍,是一个典型的大滴,此时熔滴仍然没有脱离焊丝。 图5 (b)示出了热源继续作用,送丝继续进行,焊丝前端持续熔化增大熔滴的体积,最终,大熔滴的重力大于熔滴表面张力和匙孔对熔滴的阻碍力,脱离焊丝并进入熔池,产生大量飞溅。
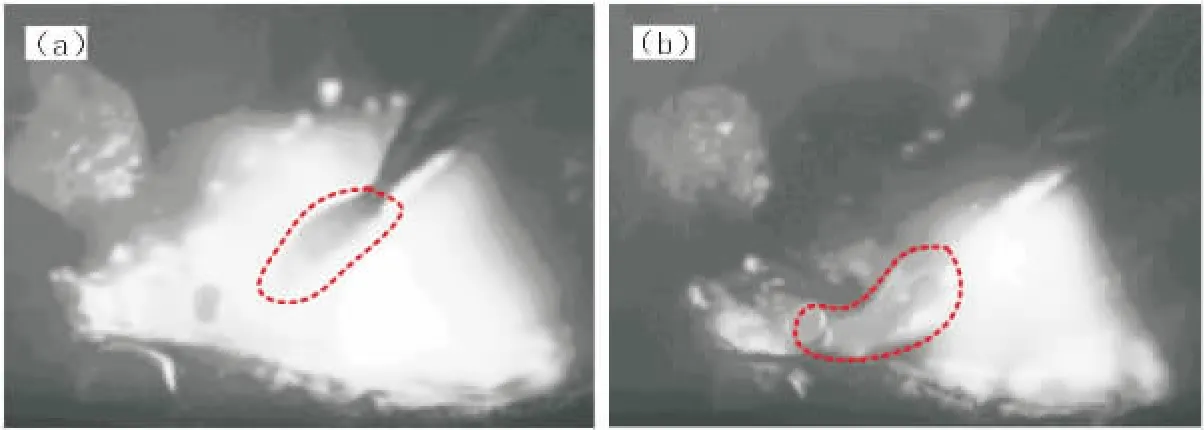
图5 激光-电弧复合焊形成的大熔滴Fig. 5 Large Molten Droplet Formed by Laser-arc Hybrid Welding
图6 为大小熔滴混合过渡。 如图6 所示,一个大熔滴过渡周期完成之后, 会出现连续的小熔滴过渡,在较短时间内结束小熔滴过渡周期后,巨型熔滴继续出现,呈现大小熔滴混合现象。巨型熔滴进入熔池后,焊丝端接连甩出几个小熔滴,第一个小熔滴还没有进入熔池, 第四个小熔滴已经脱离焊丝。此时,焊丝前端与熔池之间同时存在四个熔滴过渡行为,并接连进入熔池,产生大量飞溅。 因此,较小的光丝间距下,复合焊接过程中激光会对熔滴过渡产生干扰,阻碍熔滴过渡。
图6 大小熔滴混合过渡Fig. 6 Mixed Transition of Large and Small Droplets
2.2 不同激光功率的熔滴过渡
图7 为不同激光功率的熔滴过渡行为。 如图7 (a)所示,激光功率为7.0 kW 时,一个完整的过渡周期时长(T)是6.6 ms。 T=0 ms 时熔滴开始生成,随着热源继续作用,焊丝前端不断熔化,熔滴逐渐长大。 持续到T=5.4 ms 时,熔滴重力大于熔滴表面张力和金属蒸汽对熔滴的阻碍,熔滴与焊丝连接位置出现颈缩现象。随后熔滴脱离焊丝,T=6.6 ms时进入熔池,一个完整的熔滴过渡周期完成。 如图7 (b)所示,激光功率为7.5 kW 时,一个完整的过渡周期时长5.8 ms。 与激光功率7.0 kW 相比,该功率过渡周期更短,T=4.7 ms 时产生明显的颈缩现象,T=5.8 ms 时熔滴进入熔池。 如图7 (c)所示,激光功率为8.0 kW 时, 一个完整的熔滴过渡周期时长是4.9 ms,T=4 ms 时熔滴产生明显的颈缩现象。激光功率为7.0~8.0 kW 时都是典型的滴状过渡。
图7 不同激光功率的熔滴过渡行为Fig. 7 Behaviors of Droplet Transition with Different Laser Powers
随着激光功率的增大, 一个完整的熔滴过渡周期时间在缩短,熔滴过渡频率增加。 同时,增大激光功率,熔滴的尺寸在逐渐减小。这是由于熔滴过渡过程中,熔滴的转移主要受熔滴重力、熔滴表面张力和熔池金属蒸汽的影响,重力是向下的力,表面张力和熔池金属蒸汽的合力对熔滴的作用方向与重力相反。 熔滴只有长大到重力可以克服影响转移的阻力时才能发生熔滴过渡现象。 激光光致等离子体通过被熔滴吸收,升高熔滴的温度,加大熔滴表面物质的流动速度, 减小熔滴的表面张力。随着激光功率增大,产生的激光光致等离子体密度增大,熔滴吸收的能量增多,熔滴表面张力持续减小。因此,增加激光功率可以减小影响熔滴过渡的阻碍力,使熔滴过渡行为更容易进行。
2.3 熔滴冲击力的影响
焊接过程中, 焊丝吸收足够能量后熔化为熔滴。 随着时间的推移,熔滴越来越大,当熔滴的重力大于其表面张力时,熔滴脱离焊丝进入熔池中。高速下落的熔滴会对熔池产生冲击,影响熔池的流动,进而影响焊缝的成形。图8 为熔滴对熔池形状的影响。
图8 熔滴对熔池形状的影响Fig. 8 Effect of Droplets on Shape of Molten Pool
观察图8 (a)、8(b)发现,有熔滴过渡的焊接熔池宽度大于没有熔滴过渡的焊接。 观察图8 (c)、8(d)发现,有熔滴过渡的焊接熔池深度大于没有熔滴过渡的焊接,此外有熔滴过渡的焊接焊缝的余高更高。综上所述,熔滴可以有效提高熔池宽度,深度以及焊缝余高。这是由于熔滴过渡时会对熔池产生冲击力,在冲击力作用下熔池内液态金属更容易完成传质和传热, 将热量转移到熔池边缘和底部,增加熔池的宽度和深度,同时,冲击力将熔池中心的熔体挤向四周,增加焊缝的余高。
2.4 熔滴对温度场的影响
图9 为熔滴对熔池温度分布的影响。
图9 熔滴对熔池温度分布的影响Fig. 9 Effect of Droplets on Temperature Distribution in Molten Pool
选取图9(a)熔池上表面垂直于焊缝的路径LA和焊接方向焊缝中心的路径LB 上的20 个点,测量其温度分布情况,比较不同条件下同一点的温度变化。 由图9(c)可以看出,最高温度位于熔池中心,无熔滴焊接时,熔池中心的最高温度高于有熔滴焊接时,但是无熔滴焊接时,熔池附近温度曲线比有熔滴焊接时更加陡峭,温度梯度更高,熔池宽度比有熔滴焊接时更小。这是由于熔滴过渡冲击熔池上表面, 导致熔池上表面熔体流动更加活跃,熔池中心的热量更容易转移到熔池边缘和熔池深处,造成熔池中心温度降低,温度梯度减小,熔池宽度和深度增加。由图9 (d)可以看出,激光辐射位置最高温度远高于电弧辐射位置最高温度。熔滴对激光辐射区域影响很小,对电弧区域影响较大, 可以有效增加熔池长度。 由此认为,存在熔滴过渡时的焊接效果更佳。
2.5 熔滴对流场分布的影响
图10 为熔池上表面流场分布。
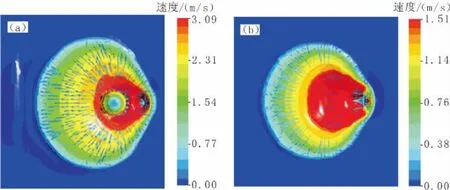
图10 熔池上表面流场分布Fig. 10 Flow Field Distribution on Upper Surface of Molten Pool
存在熔滴过渡行为时, 复合熔池的长度和宽度均有所增大, 这是由于熔滴进入熔池时会对熔池施加一个冲击力, 增加了熔池内熔体流动与传热。分析图10 (a)发现,有熔滴过渡的焊接熔池在熔滴进入熔池的瞬间, 熔池上表面处最大的流动速度在熔池中心,为0.77 m/s。 分析图10 (b)发现, 没有熔滴过渡的焊接熔池上表面处最大的流动速度在熔池边缘,为0.38 m/s。 这是由于没有熔滴过渡时, 熔池上表面温度梯度最大处在熔池边缘, 由温度差异引起的马兰戈尼力主要影响这次熔池边缘的流动情况。存在熔滴过渡时,进入熔池的熔滴对熔池施加了冲击力, 熔滴冲击力大于熔池边缘的马兰戈尼力,因此对熔池的影响更大。
图11 为熔池纵截面流场分布。
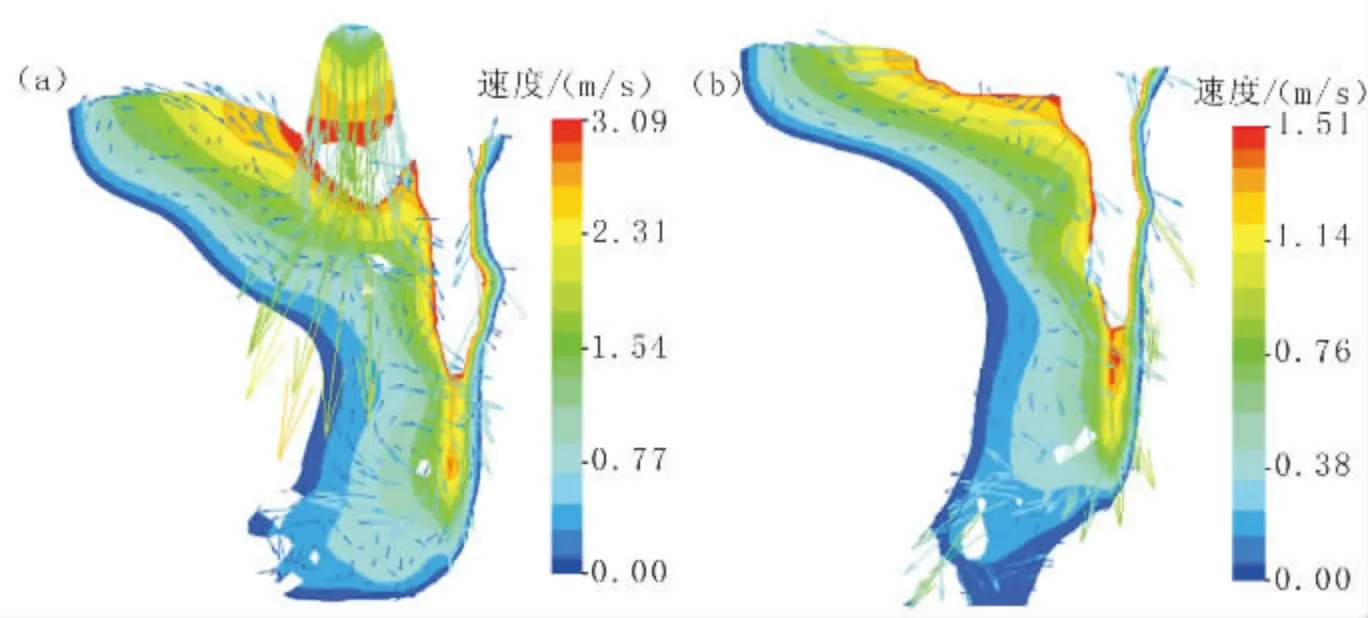
图11 熔池纵截面流场分布Fig. 11 Flow Field Distribution in Longitudinal Section of Molten Pool
由图11 看出,存在熔滴过渡行为时,电弧区深度和复合熔池的深度均有所增大, 这是由于熔滴进入熔池时会对熔池施加一个向下的冲击力,增加了熔池内熔体向下流动的趋势。此外,存在熔滴过渡时,熔滴冲击熔池中心,熔池中心往下凹进去,引起熔池边缘的熔化金属增加,导致焊缝余高变大。 没有熔滴过渡的焊接,熔池表面比较平坦,没有大的起伏,焊缝余高较小。由图11(a)看出,熔滴过渡瞬间,熔滴速度约为3.09 m/s。 熔池纵截面上,熔池中心的流动速度最大,约为2.82 m/s。 由图11(b)看出,没有熔滴过渡的焊接熔池,在熔池纵截面上,熔池底部流速受匙孔影响,匙孔底部流动速度可达约0.76 m/s。 这是由于没有熔滴过渡时, 熔池纵截面流速比较平缓, 高能量密度的激光辐射引起匙孔的生成,产生大量金属蒸汽,对匙孔施加反冲压力, 既保证了匙孔的稳定性又增加了匙孔底部熔体流速,进而增大熔池深度。
3 结论
(1) 激光功率过大或光丝间距过小时,熔滴出现缩颈现象, 即将脱离焊丝进入熔池时受激光的干扰阻碍作用,熔滴出现破裂并造成飞溅。
(2) 熔滴过渡受金属蒸气反冲压力抑制,致使大熔滴出现。 过大的激光功率使得匙孔内部生成大量金属蒸汽, 向上快速离开匙孔的金属蒸汽阻碍了熔滴脱离焊丝, 导致熔滴积聚长大直至获得完成过渡所需重力。
(3) 适当增加激光功率,可降低熔滴表面张力,增加熔滴过渡频率,减小熔滴尺寸。激光功率从7.0 kW 增加至8.0 kW 过程中,熔滴表面物质流动速度随温度升高而增加,完整熔滴过渡周期由6.6 ms 减至4.9 ms,熔滴形成时间的缩短导致过渡尺寸的减小。
(4) 熔滴冲击熔池,可促进熔池流动与传热。熔池上表面受到冲击后, 熔体流动最大速度由0.38 m/s 增加至0.77 m/s,使熔池中心热流转移到熔池边缘和熔池深处,降低熔池中心温度。
致谢
海洋装备用金属材料及其应用国家重点实验室实验室(SKLMEA-K201906),上海市III 类高峰学科-材料科学与工程(高能束智能加工与绿色制造)。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年4期)2014-12-15 10:40:30
汽车零部件(2014年5期)2014-11-11 12:24:34