工业污水脱氮除磷工艺技术的优化研究
2023-12-12 11:34:50闫卫军
山西化工 2023年11期
闫卫军
(山西晋环科源环境资源科技有限公司,山西 太原 030027)
0 引言
随着经济社会和工业化水平的不断提升,我国工业污水的排放量逐年增加,据统计2022 年工业污水排放量达到了800 亿t,为了保证对工业污水的处理效率和质量,各污水处理厂不断改善工业污水处理方案,提高对污水中总氮、总磷的去除效果。但随着我国政府对环保情况重视度的不断提升,对工业污水的排放要求已经逐步从一级B 类标准向着一级A 类标准提升。但由于污水处理厂脱氮除磷工艺技术水平的限制,导致其难以满足新情况下的污水净化处理需求。
在对污水处理厂工业污水处理流程进行分析的基础上,针对性地提出了一种新的“缺氧+UCT”脱氮脱磷工艺技术,对该工艺技术原理、工艺流程、改造方案等进行了细致的分析,确定了当污泥回流比为100%的情况下具有最佳的脱氮除磷效果。对提升工业污水处理效率和可靠性具有十分重要的意义。
1 原有工艺流程分析
污水厂最初采用了“水解酸化+A2/O+转盘滤池+紫外消毒”的二级生化处理技术[1],净化过程中采用了浓缩脱水一体化系统,整个污水处理流程如图1 所示。
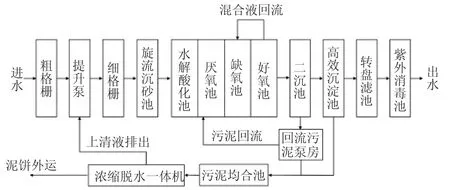
图1 污水厂净化处理工艺流程
由图1 可知,在进行污水处理的过程中首先利用格栅去除悬浮或者漂浮状态的固体杂质,然后流入到旋流沉砂池,进一步去除污水中直径较小的固体杂质,过滤处理后进入到水解酸化池。在酸化池中一方面把大分子物质降解为小分子物质,另一方面则是把碳水化合物降解成脂肪酸,提高污水的可生化性。然后再进入到厌氧、缺氧和好氧区间内进行污染物处理,污水再经过二沉池流入到高效混凝沉淀池中,然后在此阶段加入消毒药剂除去水中的磷、硫污染物,最后污水流入到消毒间内,经过污水紫外线消毒后排出。
在实际运行中发现,污水在处理后的出水COD值在22.4~52.1 mg/L,虽然能够达到一级B 排放标准,但和一级A 排放标准存在较大的差异性。在净化过程中对水中硫的去除率在71.9%,对水中磷的祛除了在76.4%,勉强能够达到一级B 的排放标准,但和一级A 的排放标准有巨大的差异性。难以满足污水净化质量和经济性的需求。
2 工艺优化方案分析
2.1 总体工艺优化方案
结合污水处理厂在污水净化过程中所存在的问题,对污水净化流程进行了优化,在原有的“水解酸化+A2/O”生活处理工艺方法上,把水解酸化池变为了缺氧池,同时在生化系统内增加回流,把净化工艺流程更改为缺氧/厌氧/缺氧/好氧的布置结构,满足“缺氧+UCT”脱氮脱磷工艺方案[2],经过优化后的污水厂净化处理流程如图2 所示。
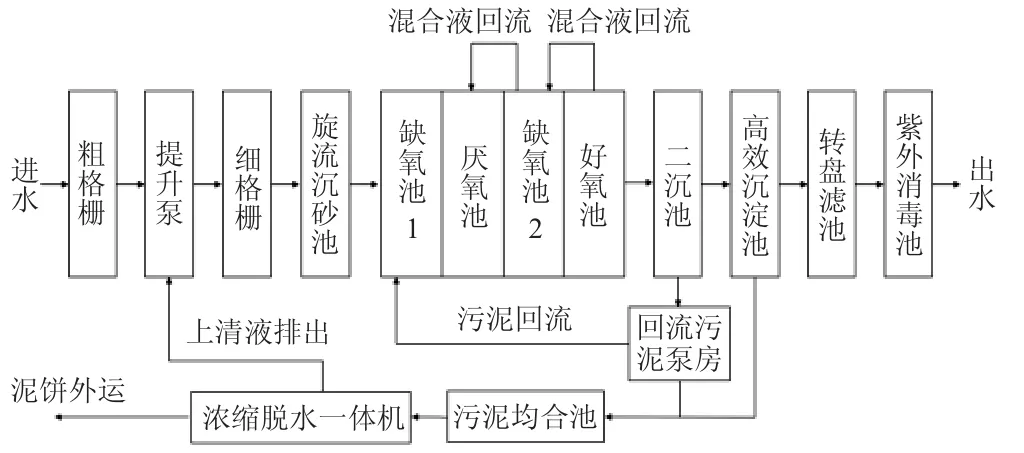
图2 优化后的污水脱氮处理工艺流程
2.2 水解酸化池改造方案
通过对污水厂进水水质和出水水质的分析,原有系统的反硝化脱硫、脱氮能力偏小,其主要原因是缺氧池的容积偏小,难以满足反硝化过程的实际需求,因此需要对水解酸化池进行改造。
由于水解酸化池的主要作用是处理难以降解的有机物,提升反应时的生化性能,提高溶液中BOD/COD并可以把一部分的有机物除去,减少总污染负荷,能够降低污水的处理成本,提高污水的处理效率。由于污水厂在设计时候和实际进水水质存在一定的偏差,在进水位置的COD 值较低,而BOD/COD 的值偏高[3],因此总氮浓度实际是偏高的,导致反硝化池的容量不够。另一方面,污水处理厂的空间有限,很难再通过建立缺氧池的方式来提高反硝化过程,因此可以考虑对水解池进行改造,使其成为前端缺氧池,增加反硝化时间,进而提升利用率,增加脱氮、脱硫的能力。
2.3 生化系统内回流改造方案
污水处理厂进水段的总氮含量超标,因此需要改善混合液回流以及污泥回流的模式,再结合前端缺氧池,增加反硝化的停留时间,提高污水净化时的脱氮除磷效果。
为了提高对污水中碳源的利用效率,降低投加的碳源的量,因此需要对生化系统内回流方案进行改造,加入一个从缺氧池回流到厌氧池中的内回流系统[4],不仅能够提升对污水中现有碳源的利用率,而且也能够弥补厌氧池中的污泥流失,减少在厌氧段反硝化细菌和聚磷菌对碳源的争夺,降低溶液中硝酸盐对厌氧池中释磷效果的影响。
同时把污泥回流至厌氧池更改为回流到前端缺氧池[5],这样可以充分利用反硝化作用减少溶液中的硝酸盐,提升对总氮的去除能力,降低对厌氧释磷的干扰,提升除磷的效果。
2.4 二沉池进水管网改造
在污水处理厂的二沉池位置,增加一套连通和放空管道设备[6],提高二沉池的运行效率,增加对应急事故的处理效果。
3 污泥回流比对系统脱氮、脱磷的影响
3.1 污泥回流比对系统脱氮的影响
不同污泥回流比情况下系统对污水中总氮的祛除效果如图3 所示。由实际对比结果可知,污水在进水时的总氮的质量浓度都是在43.1~67.4 mg/L 之间变动。污泥的的回流比为70%时的平均总氮去除率为74.5%,污泥的的回流比为100%时的平均总氮去除率为79.4%,污泥的的回流比为120%时的平均总氮去除率为77.2%,由此可知,污泥回流比对系统脱氮的影响极大。当污泥回流比为70%时对总氮去除效率低主要是油液污泥浓度低、提供的微生物量不足,进而影响对污水中总氮的去除效果[7]。当污泥回流比为100%、120%时的脱氮效果差异不断,而污泥回流比越高在运行时的成本最低,因此最终选择污泥回流比为100%,此时的总氮去除率为79.4%,比优化前的62.5%提升了27.1%。

图3 不同回流比对总氮(TN)去除率影响
3.2 污泥回流比对系统脱磷的影响
不同污泥回流比情况下系统脱磷效果如图4 所示。实际对比结果可知,污水在进水时的总磷的质量浓度都是在1.63~7.62 mg/L 之间变动,在出水口处的总磷浓度保持在0.29 mg/L 以内。污泥的的回流比为70%时的平均总氮去除率为91.6%,污泥的的回流比为100%时的平均总磷去除率为96.5%,污泥的的回流比为120%时的平均总磷去除率为92.9%,比优化前的78.4%提升了18.5%。由此可知当污泥的回流比为100%的情况下能够保证最好的脱磷效果。
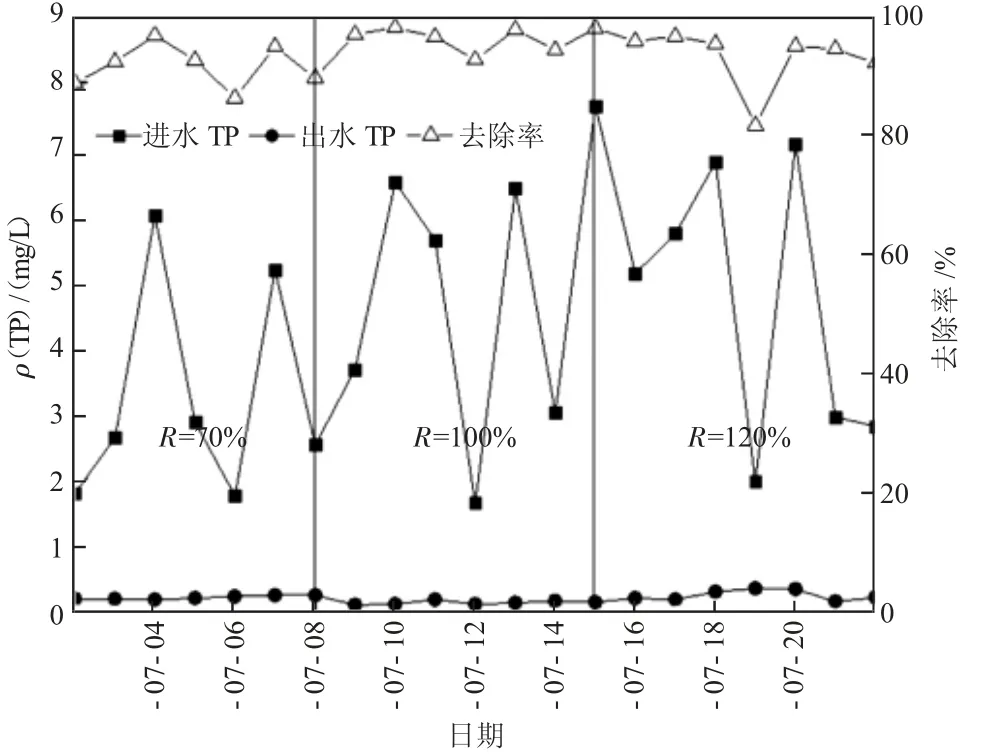
图4 不同回流比对总磷(TP)去除率影响
4 结论
针对现有“水解酸化+A2/O+转盘滤池+紫外消毒”技术处理工业污水所存在的脱氮除磷效率低的问题,提出了“缺氧+UCT”脱氮脱磷工艺方案,根据实际应用表明:
1)现有工业污水反硝化脱硫、脱氮能力偏小,其主要原因是缺氧池的容积偏小,难以满足反硝化过程的实际需求;
2)污泥回流至前端缺氧池,可以充分利用反硝化作用减少溶液中的硝酸盐,提升对总氮的去除能力,提升除磷的效果
3)污泥回流比为100%时,系统对总氮去除率为79.4%,比优化前提升了27.1%。对总氮的去除率为92.9%,比优化前提升了18.5%。
猜你喜欢
科学技术创新(2020年22期)2020-01-09 14:05:01
环境保护与循环经济(2017年7期)2018-01-22 02:58:12
山东工业技术(2016年15期)2016-12-01 05:30:45
中国科技博览(2016年11期)2016-05-06 20:37:40
工业设计(2016年12期)2016-04-16 02:51:53
中国环境科学(2016年3期)2016-02-08 15:07:14
发明与创新(2015年21期)2015-02-27 10:39:11
应用海洋学学报(2014年2期)2014-11-26 01:20:46
湖北农业科学(2014年9期)2014-08-08 10:40:14
水土保持通报(2014年5期)2014-06-09 08:27:10