涡轮导向叶片真空钎焊工艺的改进研究
2023-12-12 14:58:40张浩洋
中国设备工程 2023年23期
张浩洋
(南京航空航天大学,江苏 南京 211106)
1 前言
在航空工业领域中,涡轮导向叶片是重要的结构件之一。由于其具有较高强度和刚度以及良好的抗冲击性能等特点,因此被广泛应用于飞机发动机上,并且也应用到了一些其他类型的机械加工中。但是因为涡轮导向叶片自身存在较大的缺陷,所以很难保证加工出来的产品能够满足相关标准要求。而通过采用真空技术可以有效地改善这种情况。目前对于涡轮导向叶片来说,主要有两种焊接方法:一种是熔化极惰性气体保护焊(MIG);另一种则是钨极氩弧焊(TIG)。前者属于传统的焊接方式,后者则属于新型的焊接方式。虽然这两种焊接方式各有利弊,但都需要经过一定时间才能完成整个过程。如果想提高生产效率,就必须缩短这一过程所消耗的时间,这样一来,就会导致生产成本大大增加。因此,在实际工作中应该尽量避免使用这两种焊接方式。目前我国正在大力推进航空事业的发展,所以对于航空器来说,其性能要求非常高,不仅仅只是能够正常飞行那么简单,还需要具备较好的稳定性与可靠性。为了满足这些需求,涡轮导向叶片的制造技术也得到了快速提升。但是,因为受到材料自身特性的限制,使得涡轮导向叶片很难实现整体化制造,只能采用分段加工再拼装的方法进行制造,从而降低了生产效率并且增大了制造难度。在实际的工作过程中,涡轮导向叶片会受到较大的离心力作用,因此要保证它们不会出现变形问题。如果想解决这一问题,就可以利用焊接技术,将导向叶片固定在一起形成一个完整的结构体。目前,我国主要应用的是钎焊技术来完成这项任务,通过该技术可以有效地提高叶片的强度以及刚度,同时还具有良好的密封效果。然而,由于涡轮导向叶片所承受的温度较高,所以对其表面质量提出了更高的要求。传统的钎焊技术无法满足这样的条件,需要不断创新和完善才能够适应现代工业发展的趋势。为了进一步提升叶片的性能,人们开始研究新型的钎焊材料,例如,镍基、钴基等。这些新材料能够很好地满足高温环境下使用的需求,但是也存在一些不足之处。例如,镍基合金熔点相对较低,容易被氧化。
2 试验材料与方法
2.1 试验材料
(1)试样。采用纯相法制备了不同含量的Al2ZnAl-CuSuO4 和AlNbFeNiCrMoWTi 合金粉末;其中:Al2ZnAl-CuSuO4 为纯相合金粉;AlNbFeNiCrMoWTi 为掺杂相合金粉。
(2)原材料。主要有钛合金、铝合金、镁合金、铜合金等。
(3)试验设备。X 射线荧光光谱仪(日本日立公司);电子万能试验机(北京中科华兴仪器仪表有限公司);扫描电镜(德国蔡司);透射电子显微镜(荷兰FEI 公司)及能谱分析系统(美国Micromeritics 公司)。
2.2 试验方法
为了研究工艺对叶片真空钎焊接头质量的影响,采用上述设计的工艺进行叶片真空钎焊试验。具体过程如下:将叶片试样固定在工装上,通过夹具定位后放入真空炉内抽真空至0.095MPa 左右;随后向炉内通入氩气并调节压力至3.8kN,保持该状态保温140℃4h 以上;最后关闭电源,待炉体内温度降至室温时取出试件即可。整个钎焊过程中,均使用高纯度Ar 作为保护气体,以避免空气污染和其他杂质进入钎料层。
在进行钎焊时,首先用酒精清洗叶片表面油污、氧化物等杂物,然后利用超声波清洗机去除叶片表面残留的油脂及氧化膜,再用无水乙醇擦拭干净,接着置于60℃烘箱干燥备用。还需要注意以下几点内容。第一,要保证所用的钨极板厚度满足要求,同时还要尽量减小焊接时间;第二,在焊接过程中,要确保钎焊部位没有裂纹。第三,在进行焊接作业时,应该先对底面进行清理,然后再用丙酮溶液清洗,这样才能有效避免由于底面氧化导致底面产生裂痕而影响后续焊接质量;第四,在焊接结束后,应及时对焊接接头处进行打磨处理,使得焊接接头更加平整光滑;第五,在进行焊接操作前,应对焊接物料进行称重,以免发生焊接变形问题,进而降低焊接成本。
3 试验结果和分析
3.1 钎料润湿性和填缝性
由于钎料是一种特殊物质,在钎焊过程中其自身所含有的化学成分以及结构都会对钎焊质量产生直接影响。因此,钎焊材料必须具备良好的润湿性,才能保证钎缝处具有较好的密封效果;而且钎料本身就具备一定的黏性能够使得钎缝更好地贴合于基体上。但是如果钎料不具备良好的润湿性或者存在较大的缝隙,则无法有效地将待焊件与基体紧密结合,进而导致钎焊接头处出现气孔或裂纹等问题。为了解决上述问题,可以采用一些辅助手段来改善钎料的润湿性。例如,通过添加适量的稀释剂、活性元素(如Cu)等方法来降低钎料熔点并提高其流动性,从而达到改善钎料润湿性的目的;也可利用合金化技术来改变钎料内部组织结构,以增强钎料的抗热裂能力。本文选用Ag 作为钎料的活性元素,同时加入少量Ni 进行合金化处理,这样既能够增加钎料强度又能减少钎料熔点(图1)。
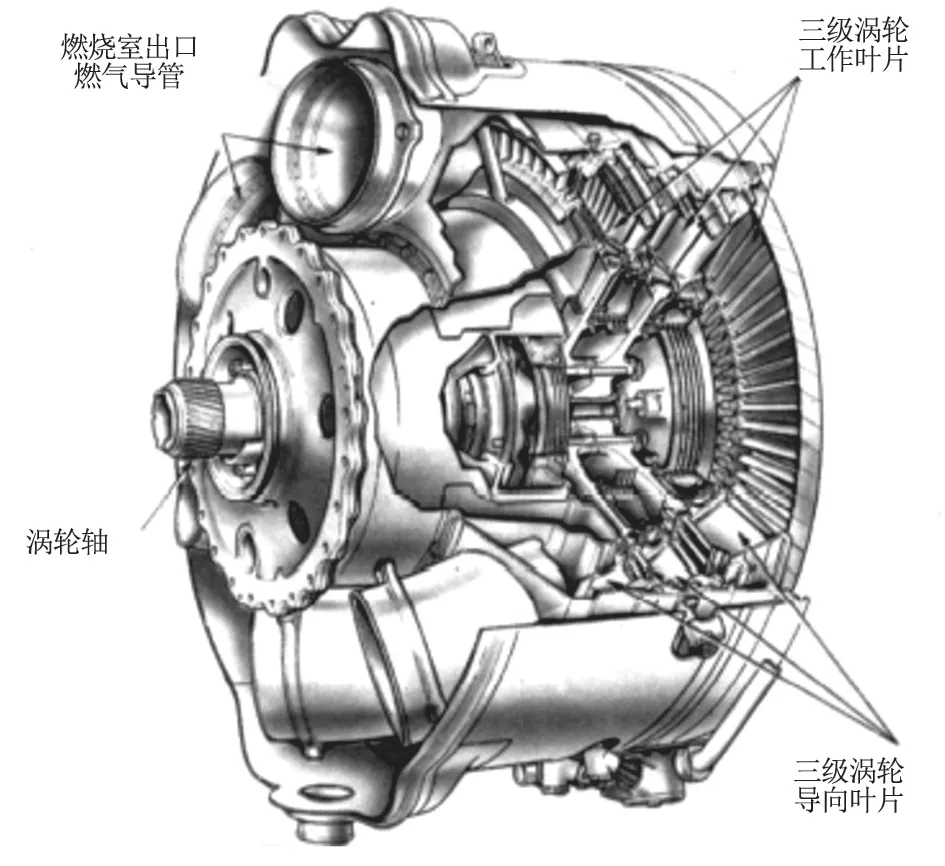
图1 涡轮导向器与工作叶轮
3.2 钎焊接头力学性能
为了验证该工艺对叶片进行真空钎焊时是否能够满足强度要求,需要通过试验来确定。在此过程中,首先要保证钎料具有足够高的熔化温度,并且其与母材之间有较好的润湿性。因此,本文采用AlSi10Mg、Zn5Cu4Nb7 两种合金作为主要钎料,分别制备了不同工艺条件下的叶片试样,随着钎焊温度升高,叶片的屈服强度略有降低。这可能是因为高温会使钎料熔化,导致钎缝中存在气孔缺陷,影响材料的致密性,进而造成材料强度下降。此外,钎焊过程中产生的热量还会促进钎料向母材扩散,进一步改善钎缝质量,所以认为当钎焊温度控制在140℃时较为合理。
3.3 焊缝微观组织分析
为了进一步验证上述结论,对采用不同工艺焊接后的试件进行了金相观察,在相同压力下,随着钎焊温度升高、保温时间延长,叶片钎焊层中晶粒尺寸逐渐变小;但是当钎焊温度过高时(140℃),会导致部分晶粒发生异常长大。
4 涡轮导向叶片真空钎焊关键工艺
在对涡轮导向叶片进行真空钎焊过程中,主要包括以下几道工序:首先,是将叶片与芯轴分离;其次,是对叶片进行清洗、烘干处理;再次,是利用钎料润湿叶片表面并填充间隙;最后,是采用抽真空方式去除叶片内部残余气体和杂质,使得叶片能够处于良好的焊接环境当中,从而实现对叶片的真空钎焊。最后,就是采用钎焊方法完成焊接工作。由于涡轮导向叶片具有较高的温度和压力,所以必须保证钎料能够充分熔化并填满间隙。同时,还要控制好钎焊时间以及温度等因素,以确保最终得到优质的产品。另外,为了提高涡轮导向叶片的使用寿命,需要对叶片采取相应的保护措施,如涂覆抗氧化剂等。在实际生产过程中,通常会选用镍基或钴基合金作为钎料来制作涡轮导向叶片。在实际生产中,通常会选用Cu 基或Al 基作为主体金属材料来制作叶片,这两种合金都具备一定的耐高温性,可以有效地延长叶片的使用寿命。但是这两种合金都存在一定缺陷,即容易氧化且成本相对较高,因此可以选择钛基合金来代替上述两种材料。由于钛基具有良好的抗腐蚀性能、低密度及高热导率等特点,因此被广泛应用到航空工业中。
此外,还有一种新型的钎料——纳米陶瓷颗粒增强铝基复合钎料(Nano ceramic particles reinforced aluminum alloy)也开始逐渐受到人们的重视。该钎料不仅能够提高焊接接头的强度和硬度,而且其导热系数非常小,从而使得热量更加集中,降低了对周围环境温度的影响,同时还减少了钎焊过程中产生的有害气体,避免了污染物排放量过大所造成的环境污染问题。
5 涡轮导向叶片真空钎焊优化方向
在保证焊接质量的前提下,尽量降低钎料熔化温度。由于叶片材料为镍基高温合金,对钎料提出了更高要求:一方面,需要有良好的流动性和润湿性能;另一方面,要具有较低的熔点、沸点及热导率等特性。因此,采用传统的Ni60A 钎料无法满足叶片制造需求,需开发新的钎料体系以适应涡轮导向叶片的制造。目前国内外已经研制出多种新型钎料,如Sn78Cu9Be(TM)2 钎料、ZrB2钎料以及Incoloy 135 Cu 钎料等。但是,这些新型钎料均存在一些不足之处,例如,价格昂贵、生产成本高、使用寿命短等问题。而且,上述钎料都属于难熔金属,难以实现大尺寸零件的精密加工。此外,国外还没有针对涡轮导向叶片进行过相关研究报道。在实际生产中,对该工序的焊接参数也有一定的要求,所以要想保证焊缝质量要根据具体情况进行调整。
此外,由于受到多种因素的影响会导致最终的焊接效果存在较大的差异性,因此在设计方案时,要充分考虑这些问题,从多方面入手来提升整体的焊接效果。首先,应该对材料力学特性进行全面的了解。这种方法主要是针对金属材料本身所具有的特点而言的,只有掌握好材料力学特性,才能有效避免出现裂纹现象,同时还※要考虑材料自身的弹性模量以及硬度等方面,这样才能够使得整个焊接过程中不会出现过大或者过小等问题。
6 结语
综上所述,通过对涡轮导向叶进行真空钎焊技术改造后,可以有效地提高其焊接质量与性能。但是,由于该方法存在一定缺陷和不足之处需要进一步完善。首先,是在加工过程中要保证钎料的均匀性以及焊缝金属成分的一致性;其次,就是要注意控制钎料的熔点、冷却速度及保温时间等参数的合理性;最后,还需注意在钎焊过程中应防止出现裂纹现象或热影响区。
猜你喜欢
原子与分子物理学报(2021年1期)2021-03-29 07:28:30
实用口腔医学杂志(2017年6期)2017-09-19 02:51:14
制造技术与机床(2017年3期)2017-06-23 08:11:30
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:19
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:25