利用超重力机内滞液现象提高气-液反应过程效率初探
2023-12-11 02:38方夕宏马华鹏张银龙
北京化工大学学报(自然科学版) 2023年6期
邵 磊 肖 浩 方夕宏 韩 榕 马华鹏 张银龙
(北京化工大学 化学工程学院 教育部超重力工程研究中心, 北京 100029)
引 言
发轫于上世纪70 年代的超重力技术契合了当代化工集成、节能和环保的需求,已发展成为一种重要的过程强化技术。 超重力技术不仅可以重塑某些传统化工过程[1],而且已辐射至材料[2-4]、 能源[5-6]、环境[7-11]、健康[12-13]等领域,为众多过程所追求的高质量、低能耗和低污染目标提供了高效的技术解决方案。
以旋转填充床(RPB)为代表的超重力设备可以大幅度缩小设备尺寸,显著提高众多传质或混合受限过程的效率。 但超重力设备体积的缩小以及物料在设备中高速运动,导致物料在设备中的停留时间显著缩短,液相物料在超重力机填料内的停留时间仅有几百毫秒,因此对于受限于反应动力学的过程,采用超重力技术往往会导致其转化率不高或目标产物收率无法满足要求。 在传质控制的过程中,超重力技术也常常由于物料停留时间较短的局限,出现反应或分离效率不足的现象。 因此,液相物料停留时间不足是超重力技术领域长期令人困扰的一个难题,也是制约超重力技术拓展应用的瓶颈问题之一。
通过液位控制而使超重力机底部形成积液的现象被称为滞液现象。 在传统超重力技术的应用中,为了达到较高的气-液传质效率,往往要求液相保持高分散和高湍动的状态,以提高气-液界面面积和界面更新速率,从而尽量避免液相在超重力机内以积液等连续相的形式存在。 然而,我们对超重力机内的滞液现象进行初步探索后发现,这一现象可以提高总体积传质系数和延长液相在超重力机内的停留时间,从而显著提高众多气-液反应过程的效率。 本文探讨了滞液现象对超重力设备中臭氧降解有机废水、亚硫酸铵氧化、HCl 和CO2吸收等过程的影响,结果表明滞液现象显著改善了RPB 内众多气-液反应过程的效果。
1 实验部分
1.1 实验材料及设备
亚硫酸铵,90%,I2,99.99%,上海麦克林生化科技有限公司;Na2S2O3·5H2O,分析纯,上海迈瑞尔公司;KI,KIO3,均为99%,北京伊诺凯科技公司;淀粉,分析纯,西陇化学;H2O2,分析纯,浓硫酸,98%,AgNO3,99%,NaOH,99%,北京化工厂;羟乙基乙二胺(AEEA),99%,天津希恩思生化科技有限公司;O2,CO2,均为99.9%,北京顺安奇特气体有限公司;HCl/N2,HCl 体积分数20%,北京南飞气体科技发展有限公司。
实验所使用的旋转填充床转子外径135 mm,内径30 mm,轴向厚度25 mm,其内部充填不锈钢丝网填料。 其他设备包括3S-A10 型臭氧发生器和气相O3浓度检测仪(北京同林科技有限责任公司)、5B-3(A)型化学需氧量(COD)测定仪(连华科技发展有限公司)、ZD-2 型自动电位滴定仪(上海仪电科学仪器股份有限公司)、GXH-3010F 型便携式红外线CO2检测仪(北京市华云分析仪器研究所有限公司)等。
1.2 实验流程
实验流程如图1 所示。 首先通过调节O2气瓶和臭氧发生器/空气泵、HCl 气瓶/空气泵或CO2气瓶等设备配制出一定浓度的O3、HCl 或CO2气体,并通过气体进口通入RPB,同时打开RPB 后将有机废水、亚硫酸铵、NaOH 或AEEA 从液体进口通入RPB,气-液两相在RPB 内逆流接触进行反应,反应后的气体和液体分别通过气体出口和液体出口排出RPB。 对于臭氧降解有机废水以及HCl 和CO2吸收实验,直接对反应后的有机废水、O3、HCl 和CO2气体进行分析;对于亚硫酸铵氧化实验,反应后的液体循环回进料储罐,并在不同时刻对储罐中的亚硫酸铵进行取样分析。
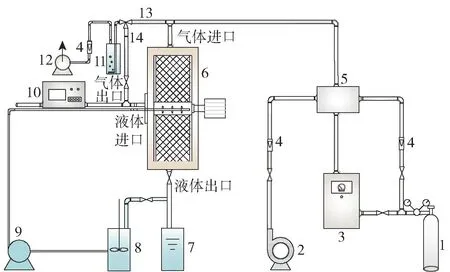
图1 实验流程示意图Fig.1 Schematic diagram of the experimental setup
超重力机内的滞液现象如图2 所示。 此时,超重力设备内腔的下部存在一定量的积液,且转子的一部分浸没在积液中。 当转子转动时,设备内的液体有下部的连续态和上部的分散态两种状态同时存在。
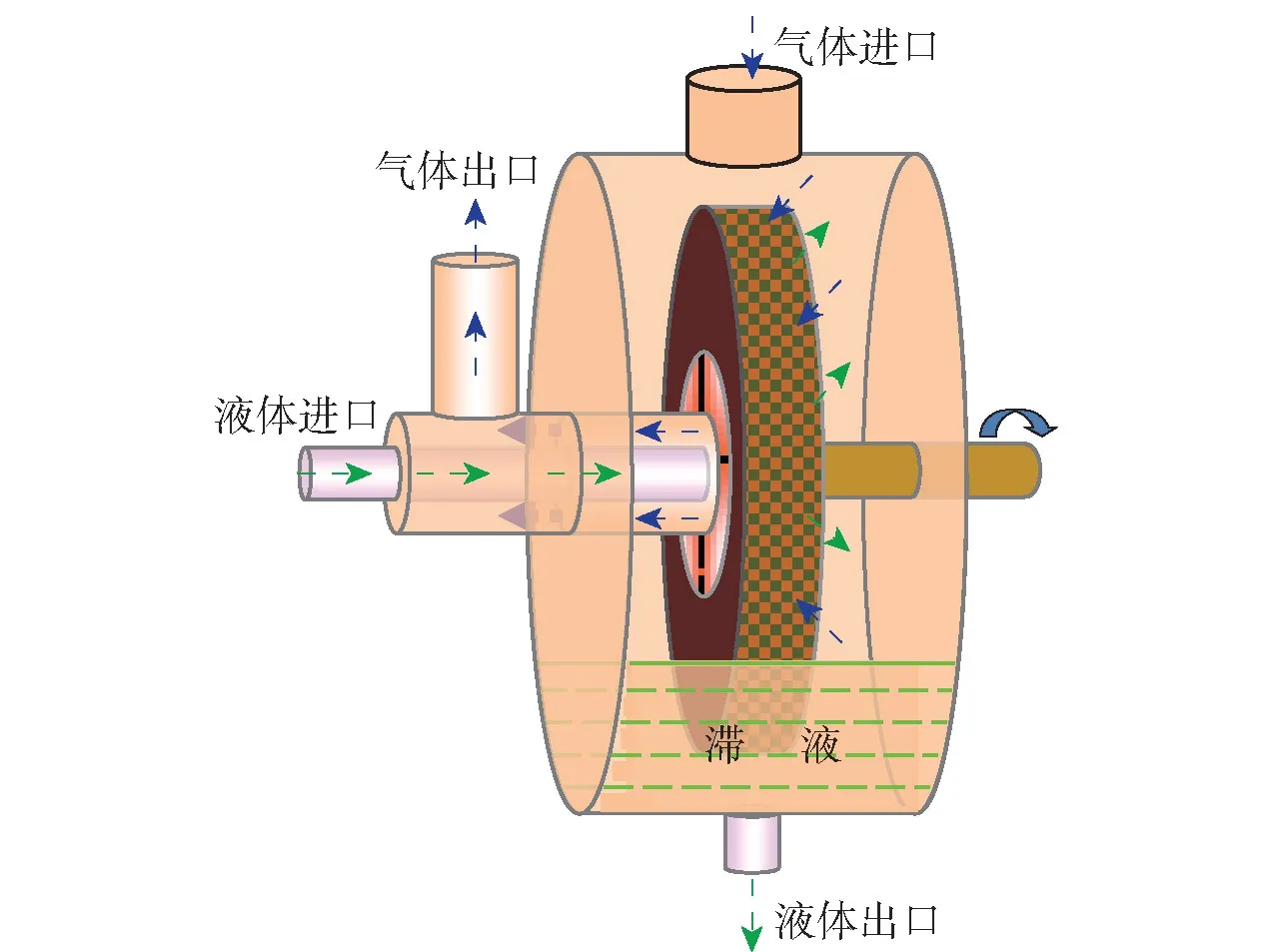
图2 超重力机内的滞液现象示意图Fig.2 Schematic diagram of liquid detention phenomena in the high-gravity device
进行有滞液实验时,先向RPB 内通入气体,待其稳定后,关闭RPB 液体出口阀门,开启进料泵,迅速将一定体积的有机废水、亚硫酸铵、NaOH 或AEEA 通入RPB 内形成滞液,然后开启RPB 和液体出口阀门,并维持液体进口和出口的流量一致,使实验过程中RPB 内的滞液量保持稳定,反应稳定后的取样分析同上。
1.3 分析方法
O3和CO2浓度分别由O3浓度检测器和CO2检测仪直接读出,COD 浓度由COD 测定仪测定,亚硫酸铵和HCl 的浓度分别通过直接碘量法和硝酸银容量法确定[9]。
O3/HCl/CO2的吸收率η根据式(1)计算。
式中,x0和x1分别表示处理前后的O3/HCl/CO2的浓度。
COD 去除率λ由式(2)计算。
式中,ρCOD,0和ρCOD,1分别表示处理前后的COD浓度。
亚硫酸铵转化率θ由式(3)计算。
式中,c0和c1分别表示处理前后的亚硫酸铵浓度。
2 结果与讨论
2.1 滞液现象对臭氧处理有机废水的影响
基于RPB 的臭氧氧化工艺对于废水脱色、杀菌处理等具有良好的效果,但对于化工废水的处理则效率不高。 由于化工废水中存在众多难以降解的复杂有机物,受废水在RPB 中停留时间较短所限,臭氧对此类废水COD 的处理效果难尽人意。 本文以中煤集团实际煤气化废水为处理对象,探索了滞液现象对于RPB 中臭氧处理该废水的影响效果。
2.1.1 单独臭氧处理
臭氧处理实验条件如下:气体流率为60 L/h,液体流率为12 L/h(气液比为5),RPB 转速为600 r/min,滞液量ε分别为0 和400 mL。 所得实验结果如表1所示。
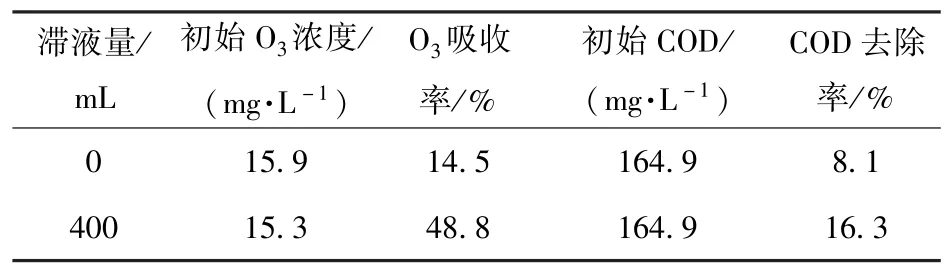
表1 O3处理废水工艺中滞液现象对O3吸收率和COD 去除率的影响Table 1 Effect of liquid detention phenomena on O3 absorption rate and COD removal rate in the treatment of wastewater by O3
上述对比实验的结果表明,利用滞液现象处理该废水,在降低臭氧浓度(50 mg/L 降至15.3 mg/L)、气液比(6 降至5) 和RPB 转速(800 r/min 降至600 r/min)的条件下,可以达到与无滞液时三级RPB 串联处理接近的COD 去除效果。 这表明利用滞液现象不仅可以提高过程效率,而且可以达到缩短工艺流程、节省设备投资等效果。
2.1.2 O3/Fenton 处理
采用O3/Fenton 工艺处理该废水的条件如下:气体流率为90 L/h,液体流率为15 L/h(气液比为6),RPB 转速为800 r/min,pH 为4.0,H2O2浓度为2.5 mmol/L,Fe2+浓度为0.5 mmol/L。 实验结果如表2 所示。
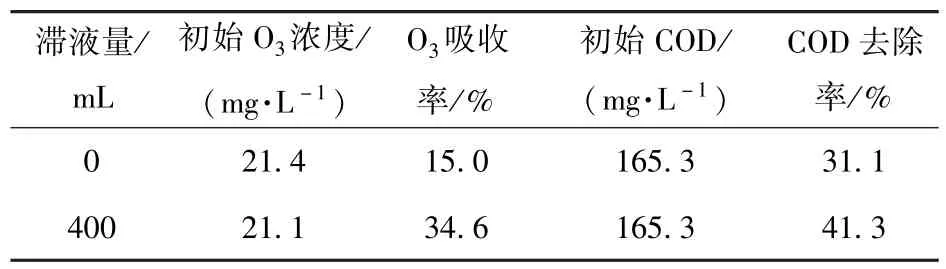
表2 O3/Fenton 处理废水工艺中滞液现象对O3吸收率和COD 去除率的影响Table 2 Effect of liquid detention phenomena on O3 absorption rate and COD removal rate in the treatment of wastewater by O3/Fenton
从表2 可以看出,当滞液量为400 mL 时,臭氧吸收率从15.0% 提高至34.6%,COD 去除率从31.1%提高至41.3%,表明滞液现象通过提高臭氧的利用率而改善了O3/Fenton 工艺处理该废水的效果。
在上述实验条件的基础上,将臭氧浓度降至9.6 ~9.8 mg/L,有滞液与无滞液时相比,臭氧的吸收率从19.7%提高至40.0%,COD 去除率从25.8%提高至31.8%,这一效果与臭氧浓度为21.4 mg/L 且没有滞液时的COD 去除率(表2)相当,表明利用滞液现象处理该废水,对初始臭氧浓度的要求可以降低50%以上。
2.2 滞液现象对亚硫酸铵氧化的影响
氨法脱硫所产生的亚硫酸铵不稳定,需要将其氧化成硫酸铵再作为化肥使用。 采用超重力技术强化亚硫酸铵氧化过程可以提升气-液传质效率,从而提高亚硫酸铵的氧化效果。 本文利用RPB 反应器,采用不同氧化剂氧化亚硫酸铵,考察了滞液现象对氧化效果的影响。
以臭氧为氧化剂时的实验条件如下:气体流率为90 L/h,液体流率为45 L/h,RPB 转速为800 r/min,pH 为7,O3浓度为50 mg/L,亚硫酸铵溶液浓度为1 mol/L、体积为500 mL,温度为50 ℃,滞液量为400 mL。 亚硫酸铵氧化结果如图3 所示。
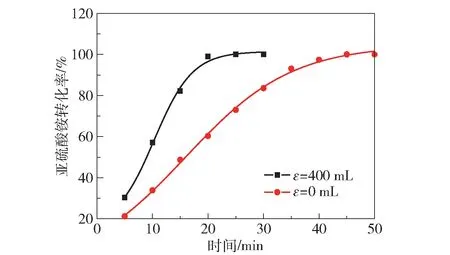
图3 滞液现象对于RPB 中臭氧氧化亚硫酸铵的影响Fig.3 Effect of liquid detention phenomena on the oxidation of (NH4)2SO3 by O3 in RPB
从图3 可以看出,随着循环处理时间的增加,亚硫酸铵的转化率不断上升。 没有滞液时,在循环处理45 min 后,亚硫酸铵的转化率可以达到100%;当滞液量为400 mL 时,循环处理25 min 后,亚硫酸铵的转化率可达100%,表明RPB 内存在滞液有利于亚硫酸铵的氧化,可以使亚硫酸铵的氧化时间缩短40%以上。
在上述条件的基础上,将亚硫酸铵浓度从1 mol/L 提高至2 mol/L,考察了RPB 中是否存在滞液对亚硫酸铵氧化的影响,发现亚硫酸铵的氧化过程遵循与图3 类似的规律。 没有滞液时,亚硫酸铵转化率达到100%需要120 min;当滞液量为400 mL时,亚硫酸铵的转化率达到100%仅需80 min,这也验证了滞液现象可以显著缩短亚硫酸铵氧化所需时间。
此外,本文也考察了氧气为氧化剂时滞液现象对于RPB 中亚硫酸铵氧化的影响。 在气体流率90 L/h、 液 体 流 率45 L/h、RPB 转 速1 200 r/min、(NH4)2SO3溶液浓度0.2 mol/L、体积500 mL、温度30 ℃的条件下,处理1 min 后,没有滞液时亚硫酸铵的转化率为13.5%,滞液量为400 mL 时转化率则大幅提高至26.0%。
2.3 滞液现象对HCl 吸收的影响
在湿法冶金、氯碱工业、有机氯行业中以及燃烧含氯物质等过程中,均存在一定量的HCl 气体,它会危害环境并威胁人的健康和安全,因此含HCl 废气在外排前需要处置。 目前成熟的HCl 气体处理技术为水和/或碱液吸收法。
本文探索了滞液现象对RPB 中NaOH 溶液吸收HCl 的影响。 实验条件如下:NaOH 质量分数1%,气体流率400 L/h,液体流率4 L/h,RPB 入口HCl 浓度为500 mg/m3左右。 HCl 吸收率结果如图4 所示。

图4 滞液现象对于RPB 中NaOH 吸收HCl 的影响Fig.4 Effect of liquid detention phenomena on the absorption of HCl by NaOH in RPB
图4 比较了不同RPB 转速条件下,有无滞液时HCl 的吸收率。 当RPB 转速为600 r/min 时,无滞液时HCl 吸收率为64.2%,有滞液时则增加至77.6%;当RPB 转速上升至1 400 r/min 时,无滞液时HCl 吸收率为85.1%, 有滞液时则增加至98.5%。 可见滞液现象也显著提高了NaOH 溶液对于HCl 的吸收效果。
2.4 滞液现象对CO2吸收的影响
化石燃料燃烧过程排放的CO2导致全球气候发生重大变化,而CO2捕集为CO2减排的重要技术途径。 本文探索了滞液现象对超重力法有机胺吸收捕集CO2的影响规律。 实验条件如下:液体流率10 L/h、温度40 ℃,气体流率1 m3/h、温度20 ℃,RPB 转速1 000 r/min,吸收剂为30%(质量分数)的AEEA,CO2负载为0.02 mol/mol。 RPB 气体入口不同CO2体积分数条件下的处理效果如图5 所示。
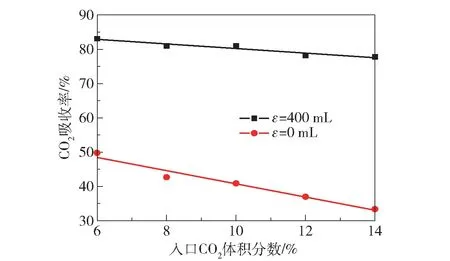
图5 滞液现象对于RPB 中AEEA 吸收CO2的影响Fig.5 Effect of liquid detention phenomena on the absorption of CO2 by AEEA in RPB
从图5 可以看出,随着入口CO2浓度的提高,CO2的吸收率逐渐下降。 当CO2体积分数从6%提高至14%时,在没有滞液的条件下,CO2的吸收率从49.8%降低至33.4%,有滞液时则从83.1% 降至77.8%。 CO2体 积 分 数 为6% 时, 两 者 之 差 为33.3%,CO2体积分数上升至14%时,两者之差扩大为44.4%。 这一结果表明,滞液现象可以有效促进CO2的吸收。 此外,随着CO2气相浓度的增加,RPB内物料停留时间和持液量不足的局限愈发明显,而滞液现象通过克服这些局限性显著改善了CO2的吸收效果。
2.5 滞液现象强化过程效率机制
超重力设备中的滞液现象通过提高传质系数改善了气-液传质效率,并通过延长液相物料在超重力设备内的停留时间改善了气-液反应效果。
首先,当超重力设备中存在滞液时,部分液相物料被转子携带重新进入上部的填料和空腔区中,液体在超重力设备中的持液量增加,气-液传质面积增大;此外,这部分液体被重新带入转子中后会再次更新,即液体更新次数增多,因此液侧传质系数会提高,导致气相总体积传质系数增大,从而改善了气-液传质效率。 改善气-液传质效率往往对于快速反应过程有利。 NaOH 溶液吸收HCl 的过程为典型的快速反应,因此滞液现象显著提高了HCl 的吸收效率。
其次,当超重力设备中存在滞液时,液相物料被转子携带在超重力设备中的上部空腔区和下部的滞液区反复循环流动,延长了液相物料在超重力设备中的停留时间,因此存在滞液现象的超重力设备可相当于多台无滞液现象的超重力设备串联。 延长液相物料的停留时间往往对中慢速反应体系有利。 臭氧处理有机废水的COD 的反应过程受小分子有机物矿化速率较低所限,为一个较慢的反应过程,因此通过滞液现象延长液相物料的停留时间也很好改善了COD 的处理效果。
3 结论
在超重力技术中,由于液相物料停留时间不足的局限,对于受限于反应动力学的过程,采用超重力技术往往会导致转化率不高或目标产物收率无法满足要求。 在传质控制过程中,超重力技术也常常因此出现反应或分离效率不满足要求的现象。 本文提出利用超重力机内的滞液现象来克服此局限性,该现象通过提高气-液传质系数改善了传质效率,并通过延长液相物料在超重力设备内的停留时间改善了气-液反应效果。
初步研究结果表明,滞液现象显著改善了RPB内众多气-液反应过程的效果。 在臭氧处理有机废水过程中,滞液现象不仅可以显著提高臭氧的吸收率,而且使COD 的去除率提高了1 倍,一级RPB 可以达到与无滞液时三级RPB 串联处理接近的COD去除效果;在采用臭氧氧化亚硫酸铵时,利用滞液现象可以使亚硫酸铵完全氧化为硫酸铵的时间缩短40%以上;在利用NaOH 溶液吸收HCl 时,滞液现象可以使HCl 的吸收率从85%提高至99%;对于利用AEEA 吸收CO2,滞液现象则可以使其吸收率从33.4%提高至77.8%。
上述探索结果表明,滞液现象可以大幅提高过程效率,因此这一现象值得进行深入的研究。 未来需要关注的问题包括滞液现象的流体动力学行为特征,以及滞液现象对于超重力设备的放大设计、加工和功耗的影响等。 相信随着这些问题的解决,可望利用滞液现象大大拓展超重力技术的应用领域。
猜你喜欢
中国化肥信息(2022年6期)2023-01-06
山西冶金(2021年3期)2021-07-27
中国化肥信息(2020年3期)2021-01-07
中国化肥信息(2018年8期)2018-10-08
首都公共卫生(2017年4期)2017-11-09
浙江大学学报(工学版)(2016年2期)2016-06-05
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
生物医学工程学进展(2015年1期)2015-02-28
猪业科学(2015年11期)2015-01-25
石油化工应用(2014年6期)2014-03-11