
光伏组件自动化生产线机械设计研究
2023-12-05 09:07单建勇洪哲成
黑龙江科学 2023年22期
单建勇,陈 峰,洪哲成
(浙江金贝能源科技有限公司,杭州 311500)
机械设计要考虑功能性及自动化水平,保证产品满足实际需求[1]。机械手在冶金、制造、电力、化工等行业应用广泛,技术复杂度较高,需借助计算机自动化系统对数据进行合理控制,完成整理、分析、运算等工作[2]。
光伏组件自动化生产机械手设计主要包括仓储配置管理与温湿度控制两部分,生产线仓储配置利用机械手系统抓取光伏电池片组件,在物料架中堆放,完成循环工艺后运作另一套机械手,成功抓取物料架中的组件向传输线输送[3]。光伏组件自动化生产线中,每套电池片组件物料层的整体框架结构为15层,伺服电机是其中的控制装置及动力装置,负责控制机械手的具体操作,如纵向、横向等动作。计算机控制系统在传输路径及所处目标位经空间坐标系统转变为脉冲方波指令,保证此指令被机械手成功识别,经Profinet网络通信被伺服电机驱动器接收控制指令,伺服电机编码器向计算机控制系统反馈实际所在位信号,从而达到半闭环控制的目标[4]。
本研究对光伏组件自动化生产工艺进行机械设计优化,以机械手为研究对象,以光伏组件生产为切入点,解决光伏组件易损及自动存取难度大等问题,以提升生产线自动化程度,确保工业生产的安全性。
1 自动化机械手系统设计
装配线机械手可进一步拓展并延伸人类生产活动,代替人工进行危险环境下的装配作业,降低人工装配的安全风险及事故发生率,提高工作效率及生产质量。自动化机械手凭借自身优势已广泛应用于飞机制造、汽车制造、通用制造等领域。
1.1 主要性能指标
光伏组件自动化生产线机械手设计应明确主要技术指标[5]:确定原点坐标轴,x、y均为0 mm。确定x轴起始点为1400 mm,y轴起始点为2200 mm。确定机械手的伺服分辨率达到102 784脉冲/转,电子齿轮比PO3与PO4比值为40∶1。x轴横动2800 mm,y轴纵动2400 mm,控制电池组件的物料框间隔为120 mm。机械精度指标需将误差控制在0.01以下,TY1/Y1循环脉冲的误差率低于0.001。机械手滚轮周长达到342.2 mm,减速箱齿轮比为1∶40,丝杠间距6 mm。
1.2 机械手设计
1.2.1 机械部分
光伏组件系统设计主要包括机械与电控两部分。机械部分为旋转基座、三段臂、气爪,常用铝材为旋转基座,保证其达到180°旋转,主要由减速装置、同步带、同步轮组成。选择气爪型号时,要以生产线规模、成本为依据进行适当调整,包括手指夹加工件、气缸成品件。为降低机械部分的整体重量,需确保机械强度,三段臂选用铝材,按照机械手系统所用驱动电机尺寸大小,分别设计三段臂的宽度、长度,保证尺寸均匀、重量足够、大小适中。不同臂之间需完成轴接,保证不同轴的密切配合,机械手系统可经同步带、同步轮、减速装置进行传动[6]。
1.2.2 电控部分
机械手电控部分主要包括交流伺服系统、可编辑逻辑控制器、组态王控制软件、光线传感器等。选用MSD5A1A1X型号自动化生产交流伺服系统作为三段臂及旋转机座的驱动组件,组态王负责控制机械手操作系统。根据光伏组件生产作业与生产线规模自主选择软件型号,修改后利用[7]。PLC控制元件是整个电控系统的核心,选用FX2N-48MT型号,用光线传感器确定原点所在位置。
在现场级电气仪表自动化控制系统设计中,电气设备的现场运行包括执行、测量仪表及伺服机构,在设备运行中需直接控制电气设备生产过程,采集并成功转换测量信号,当遇到上位机系统故障时,应进行紧急操作处理。选用S7-300PLC设备,经现场通信Profibus总线实时采集过程类信号,经工业以太网达到上位机数据通信要求,满足系统控制需求,可以部分满足全自动化功能,部分满足半自动化功能。
在监控级电气设备及仪表自动化控制中,经工业以太网及控制计算机实现监控功能。在高炉电气设备及仪表控制中,通过监控级设计满足设备监控操作要求,在工业控制计算机下级系统完成数据信号的接收、采集、存储,显示监控设备及仪表运行情况。模拟设计了69个输入端口,24个输出端口[8]。考虑到存在余量,设计包含3个备用的9个输入模拟量共72个端口,3个输出模拟量的24个端口。
1.3 机械制造单元设计
1.3.1 机械臂设计
机械臂设计对于机械手来说非常重要,需能够承受一定的重量,保证均匀比例。光伏组件自动化生产线选用铝材为机械臂原料,根据相应比例调整三段机械臂的外形尺寸。为进一步增强机械手的美观性及可操作性,采用连轴不同段方式,将机械臂经键、轴连接(见图1)。机械臂作为主要的运行工作组件,需合理设计机械臂力矩,保证机械臂的正常运行,对所连接的三段臂应经谐波齿轮减速器达到连接传动作用,令柔性零件形成一定的柔性弹性波作用,成为谐波齿轮弹性传递运动力的重要组件,在实际运行中发挥小体积、大输出力矩的优势,便于在机械臂中直接安装。要想使三段臂满足不同组件生产所需的差异化力矩,可利用不同齿轮数量的同步带、同步轮配合,有效传递机械臂力矩。三段臂齿数需结合生产实际进行针对性调整。

图1 机械臂连接轴结构Fig.1 Mechanical arm connecting shaft structure
1.3.2 气爪动作
光伏组件生产中,气爪运行的安全可靠与机械手的运行工效及生产质量密切相关,故在设计气源气动管路及具体动作时,应保证气爪动作的合理性、可靠性。将减压阀、压力继电器、空气过滤器等合理安装在管路中,保障气爪的运行安全。气源三联件原本在空气过滤器、减压阀、油雾器中运作,设计体积较小,可用于小规模自动化配套设备,降低安装难度,保证铝合金控制的安全稳定性。应用气源三联件的气爪动作要保证在空气压缩机停止自运作状态下,可自启动排水程序,提升组件灵敏度。
1.3.3 转盘设计
机械手系统的转盘设计需采用高强度、小体积、轻质量的铝材料,减小转盘重量对加工过程的影响。考虑到转盘设计在上方三段臂有较大的重量,为保证整体生产效率,将大型谐波齿轮减速器安装在三段臂下方,以有效减小驱动马达功率,在一定程度上增加马达输出力矩,保证机械手转盘的平稳运作。
2 光伏组件自动化控制软件系统
选用STEP7编程软件作为用于PLC组态编程的标准软件包,提供所需的一系列工具,包括编程语言、SIMATIC管理器、硬件及网络组态、符号编辑器及诊断等。根据软件包的硬件网络组态功能,便于机械手自动化控制中的直观、简便、易修改,满足在线编程、离线编程等操作,方便管理人员根据实际工作需要创建自动化解决方案(见图2)。
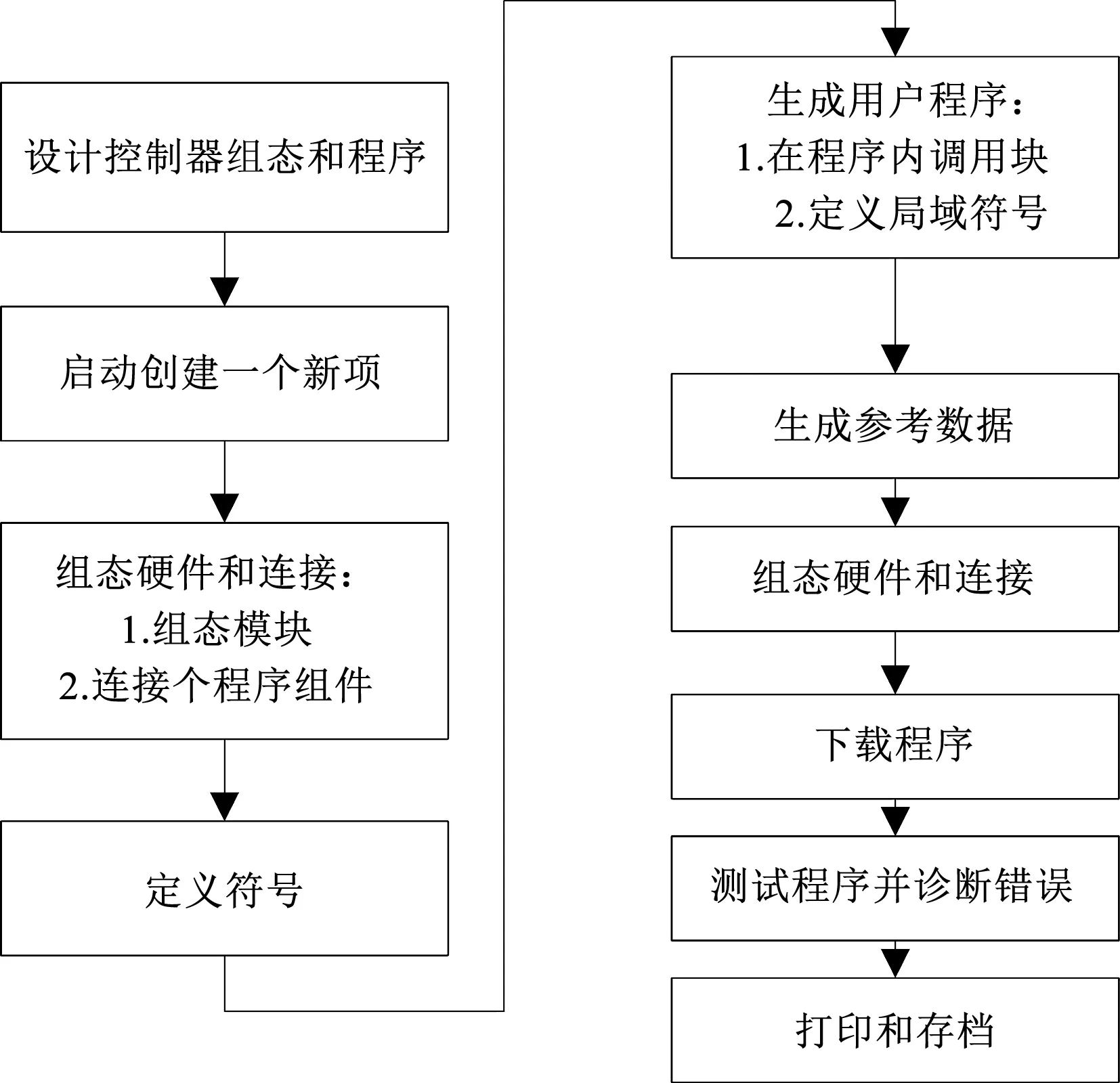
图2 项目创建流程Fig.2 Project creation process
该项目创建主要用于自动化控制具体任务的解决操作方案存储,设计最终生成相应的操作程序及相关数据,主要包括硬件结构相关模板参数及组态数据,设计网络组态数据及相关编程,均在同一项目中收集。在创建项目成功生成后插入站即可组件,组件过程需充分借助模板样本来定义可编程控制器的CPU处理器及各系统功能,双击硬件组态,启动相应程序。对于硬件存储推出组态,可各自生成组态相应的可编程功能模板,成功生成能够实现网络可编程功能模块的自定义通信连接表及相应的操作程序。在成功完成硬件组态后生成模块编程软件,在相应的对象文件夹内存储可编程软件,命名为S7-Program。该程序的子功能菜单能够使用户根据自动化控制功能需要选择想要生成的数据块、功能块等,成功创建一个空白块之后,设计相应的语句表、功能图及梯形图等程序,输入即可。
建立S7-300的PLC可编程语言,包括LAD(梯形图)、STL(语句表)、FBD(功能块图),在PLC功能软件中的梯形图是系统功能图形的主要表达方式,建立的语法指令类似于继电器的梯形逻辑。在光伏组件生产线自动化控制中,经过不同触点复合元器件的电信号与信号输出线圈可建立梯形图,满足人们对光伏组件生产线各设备仪表参数流动情况的实时追踪。在此PLC功能软件应用中,语句表是更易理解的文本表达,类似于机器码,可根据原定步骤指令执行相应的CPU控制程序。功能块图用于表达该PLC编程语言的图形表现,主要经布尔代数逻辑框加以表示。
通过执行光伏组件自动化生产线机械手控制系统实现了各类系统功能,定义了数据等多个子程序模块,简化了人工操作,经程序划分简单模块,执行特定功能,提高了光伏组件自动化生产质量及工效,减少了成本投入。
3 结束语
对光伏组件自动化生产线进行研究,以机械手控制系统为研究对象,从硬件、软件两部分入手设计机械手,确定了硬件设备设计中的主要性能指标,以完成机械及电控、机械臂、气爪、转盘等设计。对计算机软件控制系统进行说明,实现自动化创建项目运作流程,充分提升光伏组件的自动化生产效率,减少成本投入,提升企业经济效益。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
河北农机(2020年10期)2020-12-14
凿岩机械气动工具(2017年2期)2017-07-19
现代企业文化(2016年1期)2016-12-23
通信电源技术(2016年1期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
有色金属设计(2015年2期)2015-02-28
机电信息(2015年3期)2015-02-27
