
关于一种防卡死电子装置的研究
2023-12-02 15:58:14夏永红廖丽娟龙海辉
包头职业技术学院学报 2023年1期
夏永红 廖丽娟 龙海辉
摘 要:在数控金属切削机床的排屑器及破碎机械中,一旦有大的异物或物料堆积造成电动机的堵转,很容易烧毁电动机、引起断路器跳闸及造成机械损坏,通过研究及发明一种防卡死电子装置并做推广使用,本研究是金属加工机床的技术应用,属于金属加工机床制造技术领域。
关键词:金属切削;排屑器;卡死;程序
Research on An Anti-stuck Elctronic Device
Xia Yonghong Liao Lijuan Long Haihui
(Department of Defense,Inner Mongolia North Heavy Industries Group Corp.,Ltd,Baotou,Inner Mongolia 014030)
Abstract:In the chip extractor of CNC metal cutting machine and crushing machine,the motors are easy to burn,the circuit breaker stops and the machinery is damaged if the motor is blocked because of a large foreign body or material accumulation.An anti-stuck elctronic device is invented and popularized.
Key words:metal cutting;chip extractor;stuck;program
近年来,随着制造业企业的快速发展,企业不断引进数控设备作为主要加工载体,随着产量越来越大,要求数控机床的连续工作时间就会越来越长,甚至有些数控机床出现24小时连续运转的状态。在加工过程中必不可少的就是对废屑的排出,现在数控机床对废屑的排出大多采用各种类型的排屑器装置,解决排屑器顺利快速排出全部废屑成了制造业产品加工效率的关键。
1 背景技术
在数控金属切削机床的排屑器及破碎机械中,一旦有大的异物或物料堆积造成电动机的堵转,很容易烧毁电动机、引起断路器跳闸及造成机械损坏。现有的保护装置一般都是机械式的装置,比如通过加装弹簧,当传动阻力大于弹簧的弹力时,触碰限位开关,使电动机停止工作,从而保护电动机。还有就是加装离合器摩擦片,当有异物时,摩擦片会打滑,从而保护电动机及机械部分不受损伤。当机械保护装置起作用时,必须手动使排屑器反转,再正转,反复几次,才能恢复正常。现有的许多排屑器没有保护装置,如果加装机械式的保护装置非常费力,因此需要设计一种保护装置,完全是靠电气控制来实现的,机械部分不用再改动,而且能够实现自动反转功能,当反转几秒后正转,如果检测排屑器正常,就不再反转,如果不正常,再次反转、正转,直到排屑器正常为止,如果三次后排屑器仍然不能正常工作,则在数控系统上显示报警“排屑器故障,请检查是否有异物或其他故障”,排屑器电动机停止工作,防止电动机堵转或损坏机械部分。
2 研究发明内容
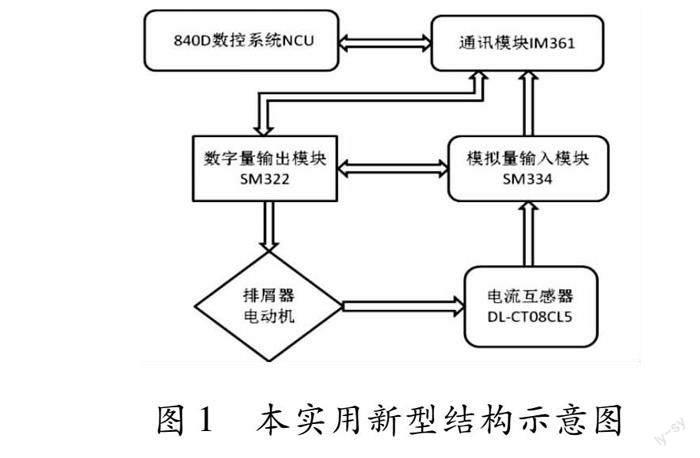
本研究发明的目的是设计一套数控金属切削机床的排屑器及破碎机械能够防止机械卡死的电子装置。在不需要机械部分做任何改动的情况下,能够防止机械卡死且能够实现自动反转,再正转,排除机械卡死的异物,设计一套完整的控制,如图1所示。
3 技术方案
(1)在数控机床配电柜内的控制排屑器的继电器的输出端的一根电源线上套上精密电流互感器DL-CT08CL5。
(2)PLC信号模块连接机架上安装模拟量输入模块SM334订货号为6ES7-0CE01-0AA0(如果设备机架上已经有模拟量输入模块,就不需要再安装了)。
(3)连接精密电流互感器DL-CT08CL5的两根线到模拟量输入模块SM334的通道三。
(4)编写PLC防止卡死程序。
(5)现场调试。
4 具体实施方式
选型并采购模拟量输入模块SM334一块(如果设备机架上已经有模拟量输入模块,就不需要再安装了)、精密电流互感器DL-CT08CL5一个。
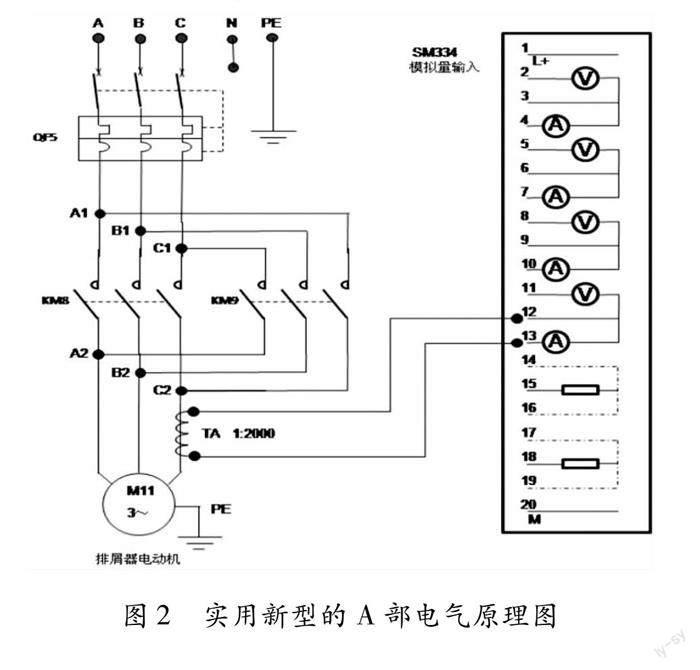
在数控机床配电柜内的控制排屑器的继电器KM8的输出端的一根电源线上套上精密电流互感器DL-CT08CL5, 如图2所示。
连接精密电流互感器DL-CT08CL5的两根反馈线到模拟量输入模块SM334的通道三(12脚和13脚)。
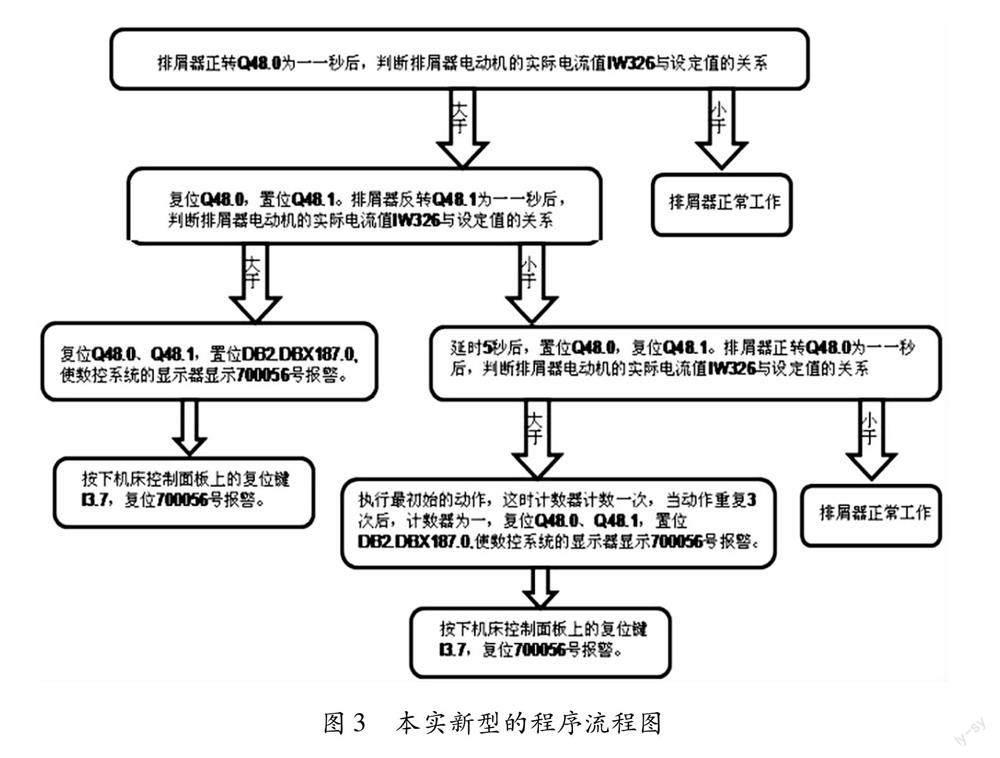
4)按程序流程图编写控制程序,如图3所示。
(1)在主程序OB1中添加以下程序:第一步,排屑器正轉Q48.0为一一秒后,定时器T30为1,通过比较指令CMP>I判断排屑器电动机的实际电流值IW326与设定值的关系。
(2)如果排屑器电动机的实际电流值IW326大于设定值时,则复位Q48.0,置位Q48.1。排屑器反转Q48.1为一一秒后,再判断排屑器电动机的实际电流值IW326与设定值的关系。如果排屑器电动机的实际电流值IW326小于设定值时,则排屑器正常工作 。
(3)如果排屑器反转时,排屑器电动机的实际电流值IW326大于设定值时,则复位Q48.0、Q48.1,置位DB2.DBX187.0,使数控系统的显示器显示700056号报警“排屑器故障,请检查是否有异物或其他故障”。按下机床控制面板上的复位键I3.7,可复位700056号报警。
(4)如果排屑器反转时,排屑器电动机的实际电流值IW326小于设定值时,则延时5秒后,置位Q48.0,复位Q48.1。排屑器正转Q48.0为一一秒后,再判断排屑器电动机的实际电流值IW326与设定值的关系 。
(5)如果排屑器电动机的实际电流值IW326大于设定值时,则执行第一步的动作,这时计数器T67计数一次,当动作重复3次后,计数器T67为一,复位Q48.0、Q48.1,置位DB2.DBX187.0,使数控系统的显示器显示700056号报警。如果排屑器电动机的实际电流值IW326小于设定值时,则排屑器正常工作 。
5 现场调试
当机床的排屑器工作时,由精密电流互感器DL-CT08CL5采集电动机的电流,传送到模拟量输入模块SM334,通过通讯模块IM361将数据传送到数控系统的NCU中,当电流值大于设定的值时,说明机床的排屑器有异物或物料堆积造成电动机的堵转,这时数控系统的NCU控制数字量输出模块SM322 的输出点Q48.0=0、Q48.0=1,使排屑器正转的中间继电器KA0失电,排屑器反转的中间继电器KA1得电,排屑器正转的交流接触器KM8失电,排屑器反转的交流接触器KM9得电,5秒后,数控系统的NCU控制数字量输出模块SM322的输出点Q48.0=1、Q48.0=0,使排屑器正转的中间继电器KA0得电,排屑器反转的中间继电器KA1失电,排屑器正转的交流接触器KM8得电,排屑器反转的交流接触器KM9失电,如果检测电动机的电流值小于设定的值,则排屑器正常工作,如果检测电动机的电流值仍大于设定的值,则重复反转、正转,直到排屑器正常为止,如果三次后排屑器仍然不能正常工作或排屑器在反转时检测电动机的电流值大于设定的值,则在数控系统上显示报警“排屑器故障,请检查是否有异物或其他故障”,排屑器电動机停止工作,防止电动机堵转或损坏机械部分。
6 总结
通过给数控机床的排屑器加装一套能够防止机械卡死的电子装置。在不需要机械部分做任何改动的情况下,能够防止机械卡死且能够实现自动反转,再正转,减少了设备的故障率、提高了自动化程度及生产效率。
参考文献:
[1]刘忠超,西门子S7-300/400 PLC编程入门及工程实例[M].北京:化学工业出版社,2019.
[2]刘朝华.西门子840D/810D数控系统安装与调试[M].北京:机械工业出版社,2019.
[3]王兰军.机床电气控制[M].北京:机械工业出版社,2015.
[4]文怀兴.数控机床系统设计[M].北京:化学工业出版社,2011.
(责任编辑 郭晓勇)
猜你喜欢
新技术新工艺(2022年3期)2022-04-02 11:00:16
E动时尚·科学工程技术(2019年6期)2019-09-10 07:22:44
绿色科技(2019年10期)2019-06-17 10:00:16
人大建设(2019年12期)2019-05-21 02:55:44
中山大学法律评论(2018年1期)2018-03-30 01:21:00
瞭望东方周刊(2017年42期)2017-12-05 18:49:38
科技风(2017年24期)2017-05-30 17:46:16
环球时报(2017-03-30)2017-03-30 06:44:45
中国科技博览(2016年23期)2016-12-09 19:29:47
中国卫生(2015年3期)2015-11-19 02:53:32
