
关于聚烯烃装置进口成套设备调试管理的思考
2023-12-02 09:24程志刚
石油化工建设 2023年7期
程志刚
中石化上海工程有限公司 上海 200120
设备调试是检验设备安装质量、整机是否满足设计工艺性能要求的一项重要工作,决定设备是否具备正常投用条件。调试内容包括单机试车、整机空负荷试车、负荷试车,一般从项目机械安装完成开始,直至试运转验收合格。
受国外专利商的工艺包、国内制造经验等各种因素的限制,国内已建成的聚烯烃装置,诸如反应器、压缩机、挤压造粒机等关键设备有相当一部分为国外进口。由于进口成套设备存在技术复杂、制造周期长、运输不便、配套零部件繁多、技术服务价格高昂等特点,调试工期存在一定的不确定性。在项目试车阶段一旦出现问题,不仅会使项目建设的关键路径滞后,影响装置合同交工日期,导致业主方投产日期推迟,还会因外商技术服务时间超期产生高昂的技术服务费用。然而,当前关于进口成套设备的调试工作的施工管理仍缺乏系统性的研究。
以进口挤压造粒机组为例,从人、机、料、法、环五个方面加强进口成套设备调试的施工过程管理,设置定期会议协调制度,顺利完成了试运转,为类似成套设备调试管理提供借鉴。
1 聚烯烃进口成套设备调试内容
1.1 设备构成
聚烯烃装置的关键成套设备主要包括反应器、压缩机、挤压造粒机组。根据工艺反应的特点,反应器类型有管式反应器、釜式反应器、气相流化床等;压缩机包括气相聚丙烯装置的循环气压缩机、排放气回收压缩机、高压管式聚乙烯装置及高压釜式聚乙烯装置的一次压缩机、二次压缩机、冷冻机组、引发剂注入泵等;挤压造粒机组分为双螺杆挤压造粒机、单螺杆挤压造粒机等。
这些成套设备构成复杂,涉及工艺、设备、电气、仪表、管道等专业。按专业及用途,可初步划分为单体设备、电气设备及操作控制系统、辅助设施。辅助设施包括润滑系统、液压系统、气动系统、冷却系统、加热系统等。详细划分构成详见表1。
1.2 验收依据
依据各专业现行的国际标准、国标、行业标准、随机技术文件、设计图纸及技术协议,对成套设备的各部分逐一开展调试验收。当相关标准不一致时,由设计单位与制造厂家技术澄清后确定。
1.3 调试方法
调试方案通常由施工单位依据随机技术资料、相关施工验收规范、施工经验编制,总承包单位、监理、业主审批。具体工作以外商调试人员现场指导为主,施工单位调试人员配合。如调试方案内容和制造厂调试人员指导的内容有不符之处,应与外商调试人员技术澄清后执行。调试顺序一般为:控制盘柜上电→回路测试→系统内部及外部联锁测试→电机单试→附属设施试运转→主机部分单体设备试运转→整机空负荷试运转→负荷试运转(带料试车)。
2 调试工作的重点
根据施工管理经验,电气设备与操作控制系统的调试、随机材料的管理往往是制约成套设备调试进度的重要环节。
电气设备与操作控制系统作为紧前工序,需要最先调试,否则无法进行单体设备的调试、整机的试运转。电气设备调试主要包括线路绝缘测试、配电柜及控制盘柜的动作试验、变压器冲击试验;操作控制系统的测试,主要通过模拟实验,检查每个控制单元或控制回路的动作程序及技术要求是否符合机械设备生产工艺的规定,要求正确、灵敏、可靠;与机械设备生产工艺有关的讯号、显示、联锁、启动、运行、停止、制动等是否正确、灵敏、可靠。
由于进口成套设备多为长周期设备,零部件多为进口非标准件,一旦丢失,很难短时间在国内买到同材质同规格型号的替代品,从而影响调试进度。例如某35t 聚丙烯装置由德国科倍隆公司供货的挤压机主电机的联轴器定位销,在电机单试完成后丢失,导致投料试车滞后两周。因此,加强施工现场成套设备随机散材的管理是关注的重点。
3 调试工作的难点
成套设备试运转前,应具备以下条件[1]:
(1)机械设备及其附属装置、管线等均已安装完毕,
(2)机械设备的安装水平已调整至允许的范围内;
(3)与安装有关的几何精度经检验合格;
(4)调试所需的动力、介质、材料、机具、检验仪器符合要求;
(5)润滑、液压、冷却、水、气、汽等符合系统单独调试和主机联合调试的要求。
然而由于种种原因,导致以上条件不能按时具备,使得施工协调成为调试阶段的难点。例如,项目进入调试高峰期后,施工单位人手不足、与外商沟通不畅,对外商技术人员调试过程发现的问题不能立即处理;外商技术人员根据现场实际情况修改原设计,由此带来设计单位的重新确认与修改,使施工工作量增加;试车所需的公用工程条件如高低压电、循环水、仪表风、氮气、润滑油、蒸汽等不能按计划提供,导致试车停滞。
4 案例分析
4.1 机组简介
中天合创煤炭深加工项目12 万t 高压釜式聚乙烯装置采用德国Krausmaffei Berstoff 公司 (以下简称“KMB”)生产的KE500*12D 型单螺杆挤压机。挤压机机组由主电机及齿轮箱、切粒机、熔融指数仪、插板阀、液压油站、润滑油站、氮气站、颗粒水输送系统,以及粒料处理系统、电气设备及仪表控制系统。
其中低压电机9 台,高压电机1 台,ACS1000 变频柜1 台,ACS800 变频柜1 台,低压配电柜1 套,仪表回路共计292 个。要求80d 内完成投料试车。
4.2 调试流程
调试依次按照回路测试、系统内部联锁测试、润滑油站试运转、液压油站试运转、颗粒水输送系统、筒体热水系统、主电机及切粒机电机等单试,抽湿风机、干燥机等单体设备试运转,螺杆安装,外部联锁测试,投料试车逐项开展。详细调试流程如下:
(1)润滑油单元和液压单元回路测试;
(2)齿轮箱润滑油单元试运行(在进齿轮箱前加临时滤网)- 液压单元试运行;
(3)剩余回路测试;
(4)热水系统试运行(加临时跨线);
(5)切粒水系统试运行;
(6)完成电机控制柜接线和测试,从PLC 启动各电机进行电机空转,之后带齿轮箱运行,检查齿轮箱和电机机械运行情况;
(7)调试粒料处理系统;
(8)主挤出机、辅挤出机及切粒机的联锁测试;
(9)检查质量流量计的通讯信号;
(10) 正式运行热水系统,将挤出机本体加热到50℃,并保持24h;按照机器加热曲线逐步将挤出机本体加热到生产温度180℃,并保持24h;然后逐步降温至50℃;
(11)移开切粒机、安装挤出机螺杆;
(12)回装切粒机,检查刀盘和模板对中情况;
(13)逐一试运行干燥机、振动筛、排放风机,并测试联锁效果;
(14)在低分罐加入实粒料,同时将挤出机加热至生产温度,短暂运行挤出机,使熔融物料充满筒体和模板,之后冷却模板;(15)运行切粒水系统,使水充满切粒机腔室;(16)启动挤出机,产出合格粒料。
4.3 调试过程控制
针对调试的重点、难点环节,从“人、机、料、法、环”五个方面采取措施,细化过程管理。
4.3.1 人员组织
成立专门的以项目经理为第一责任人的挤出机调试小组,明确任务分工及岗位职责,落实到人。调试小组组织结构见图1。为避免多头管理,以动设备专业工程师为牵头人,负责与施工单位、外商技术人员、业主、监理的日常沟通协调,组织召开定期协调会。

图1 调试小组组织结构图
4.3.2 落实调试工具
根据机械、电气、仪表等专业的调试需求与计划,及时配备好调试工具。调试工具应检定合格并在有效期内。基本的调试工具包括不限于表2。
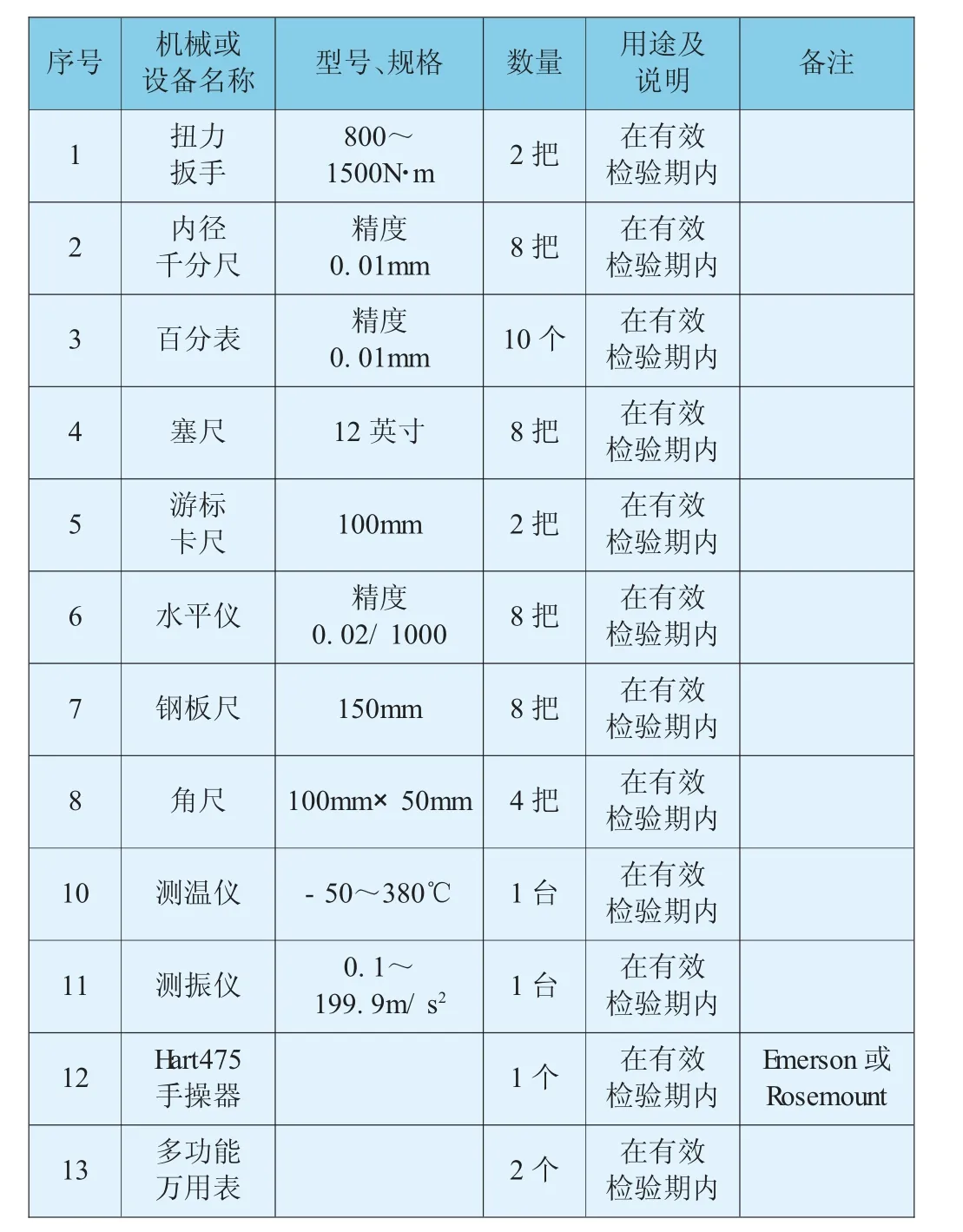
表2 施工、测量机具一览表
4.3.3 材料管理
提供两个独立的集装箱专门用于存放机械安装散材、电仪散件,并设专人管理。当天工作做到“工完料清场地净”。
4.3.4 方案管理
组织业主、监理、KMB、施工单位对试车方案进行会签,并进行试车技术交底,确保操作人员熟悉机组的运行规程和操作技术要求,全面了解机组的结构及其特性,确保质量体系正常运作。并通过专项HSE 教育,使操作人员具备处理意外事件的能力,确保HSE 体系正常运作。制定机组单机试运转、整机空负荷试运转、投料试车的条件检查表,严格试运转前的条件确认,避免调试漏项,造成试车事故。
4.3.5 调试环境
施工现场拉设警戒线,设置围栏和标识,封闭相关区域,非作业人员不得随意入内,并确保机器周围干净、无杂物。非指定操作人员不得随意进入控制室,不得随意改动工程师站、操作员的程序参数设定,避免系统误报警、触发联锁停车。
4.4 施工协调机制
会议是施工协调的一种有效方式。组织外商、业主、监理、施工单位召开挤压机调试专项协调会议,包括调试开工会、班前会、周例会、总结会。
(1)调试开工会:明确调试计划及调试所需的各项资源如人员、机具、公用工程、润滑油(脂)的品牌、用量。
(2)班前会:由KMB 调试人员向施工单位技术员、调试班组告知当天工作任务及技术要求;
(3)周例会:每周一、周五组织召开调试周例会,由KMB、业主、监理、施工单位、设计人员、采购人员参加,讨论解决需要协调的问题。
(4)总结会:试运转合格后,立即组织召开调试总结会,进行设备验收移交。验收内容包括调试过程各项检查记录、设计修改的有关文件、按实际完成情况注明修改部分的施工图、签署质保函等。
KMB 挤压机调试于3 月11 日开始,最终于5 月26日顺利完成投料试车,用时76d,在规定的工期内完成了调试验收工作。
5 结语
实践证明,通过采取有效措施,不断细化过程管理,可以在保证质量、安全的前提下,有效控制成套设备的调试工期。
(1)设置专门的调试小组,组织分工明确,将工作分解落实到人;
(2)认真进行试车方案会审,落实安全技术交底;
(3)严格试运转前的条件确认,对试车条件不具备的严禁启动,避免损坏设备;
(4)现场设置独立的仓库,分类存放随机散材,并专人保管,可有效避免材料丢失。
(5)召开定期协调会议,加快问题的暴露、处理速度,避免问题久拖不决。
猜你喜欢
水上消防(2022年2期)2022-07-22
水上消防(2022年1期)2022-06-16
水上消防(2021年4期)2021-11-05
水上消防(2021年3期)2021-08-21
铁路通信信号工程技术(2019年6期)2019-01-17
经营者·汽车商业评论(2016年12期)2017-03-08
太空探索(2016年9期)2016-07-12
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
