
超高相对分子质量聚乙烯/氨纶包覆纱制备工艺研究
2023-12-01 08:19:42邵光伟潘俊杰邵慧奇蒋金华陈南梁
产业用纺织品 2023年8期
陈 超 邵光伟,b 张 鑫 潘俊杰 赵 方 邵慧奇 蒋金华,b 陈南梁,b
东华大学 a.纺织学院,b.产业用纺织品教育部工程研究中心,c.纺织科技创新中心,上海 201620
超高相对分子质量聚乙烯(UHMWPE)纤维作为三大高性能纤维之一,具有高强、高模、耐磨、抗紫外等一系列优良特性,在防割、防弹、体育器械及绳缆等方面有广泛的应用[1-2]。但UHMWPE织物也因纤维弹性差、模量高等特性而硬挺无弹性,这影响了其在部分领域的使用[3-8]。
包覆纱是一种复合纱线,其使用长丝或短纤纱作为芯纱,再通过螺旋加捻的方式将外包纱缠绕、包覆于芯纱外表面[9-13]。独特的制备工艺使得包覆纱拥有两种纤维的特性。芯纱和外包纱通过优势互补,弥补了单一纱线的某些不足,提高了纱线/织物的性能[14-19]。
本文将使用包覆纱工艺,通过将UHMWPE长丝纱与单根氨纶(PU)长丝相结合,制备UHMWPE/PU包覆纱。利用外包的UHMWPE长丝纱为包覆纱提供良好的力学性能,利用芯纱单根PU长丝赋予包覆纱优异的弹性[20-24]。探究UHMWPE/PU包覆纱的制备工艺,以包覆纱的断裂强力、断裂伸长率及弹性回复率作为评价指标,研究包覆捻度(即单位长度内UHMWPE长丝纱缠绕PU长丝的圈数)、PU伸长倍数及卷绕率(即包覆纱机上卷纱筒转速与成纱输出速率之比)对UHMWPE/PU包覆纱性能的影响;探究UHMWPE/PU包覆纱的可编织性,并与UHMWPE纬平针织物做对比,研究包覆纱的制备工艺参数对UHMWPE/PU纬平针织物性能的影响。
1 试验
1.1 原料与设备
原料:UHMWPE长丝纱,2.22 tex/9 f(20 den/9 f),购于长青藤高性能纤维材料有限公司;单根PU长丝,1.67 tex(15 den),购于晓星氨纶有限公司。
设备:SAPO型体视显微镜;HKV101C型络筒机;HKV141A(Ⅱ)型包覆机;MTS E42.503型电子万能试验机;18针电脑横机;HD026 N-300型多功能织物强力机。
1.2 包覆纱的制备工艺
采用单层包覆工艺,原理如图1所示。纱锭高速旋转,UHMWPE长丝纱从纱锭上退绕下来并以螺旋的方式缠绕、包覆于被牵拉伸长的PU长丝外表面,形成UHMWPE/PU包覆纱。其中,纱锭转速为8 000 r/min。

图1 包覆纱制备原理示意Fig.1 Schematic diagram of principle of covered yarns
1.3 包覆纱工艺参数
纤维的性能与包覆纱的结构共同决定了包覆纱的性能,故合理的纱线设计可以充分发挥纤维的优势。为探究UHMWPE/PU包覆纱的制备工艺,选择包覆捻度(A)、PU伸长倍数(B)及卷绕率(C)作为三因素,设计三因素三水平正交试验,并将包覆纱断裂强力、断裂伸长率及弹性回复率作为评价指标,借助Design Expert 软件,使用响应面法进行分析。试验点分布如图2所示,部分试验取点重复。
1.4 断裂强力及断裂伸长率测试
使用MTS E42.503型电子万能试验机,参照FZ/T 50006—2013《氨纶丝拉伸性能试验方法》及GB/T 3916—2013《纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定》进行包覆纱断裂强力和断裂伸长率的测试。设置夹具间隔为100 mm,预加张力为1 cN。每筒纱测10次,结果取平均值。
1.5 弹性回复率测试
使用MTS E42.503型电子万能试验机,参照FZ/T 50007—2012《氨纶丝弹性试验方法》进行包覆纱弹性回复率测试。
1.6 纬平针织物的制备及性能测试
在机号为18的电脑横机上,分别使用UHMWPE长丝与UHMWPE/PU包覆纱织造纬平针织物。设置织造度目为190,速度为10 m/min。
对制备的纬平针织物的厚度、面密度、横纵向密度、拉伸性能及顶破性能等进行测试。其中,拉伸性能测试参考GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》,顶破性能测试参考GB/T 19976—2005《纺织品 顶破强力的测定 钢球法》。
2 测试结果与分析
根据正交试验设计制备的17种包覆纱的断裂强力、断裂伸长率及弹性回复率测试结果如表1所示。下文将采用响应面分析法分析包覆捻度、PU伸长倍数及卷绕率对包覆纱的断裂强力、断裂伸长率及弹性回复率的影响。

表1 制备的包覆纱的断裂强力、断裂伸长率及弹性回复率Tab.1 The breaking strength, elongation at break and elastic recovery rate of prepared covered yarns
2.1 各因素对包覆纱断裂强力的影响
包覆捻度、PU伸长倍数及卷绕率对UHMWPE/PU包覆纱断裂强力的影响见图3,可以看出:

图3 各因素对包覆纱断裂强力的影响Fig.3 The influence of various factors on breaking strength of covered yarns
(1)图3a)中,UHMWPE/PU包覆纱断裂强力随包覆捻度的增大呈先增大再减小的趋势。当包覆捻度为1 000 T/m时,UHMWPE/PU包覆纱断裂强力达到峰值,这是因为包覆捻度的增加会使得UHMWPE长丝纱与PU长丝结合得更加紧密,且包覆过程中UHMWPE长丝纱自身也会产生一定的捻度,使UHMWPE长丝自身相互抱合在一起,这也在一定程度上增加了UHMWPE/PU包覆纱的断裂强力。但当包覆捻度过大时,单位长度的UHMWPE/PU包覆纱中UHMWPE长丝过多,包覆纱捻回角过大,则拉伸时轴向分力减弱,且捻度较大时易产生扭结,导致外包纱不匀,UHMWPE/PU包覆纱断裂强力下降。
(2)图3b)中,UHMWPE/PU包覆纱断裂强力随PU伸长倍数的增大呈现先增大再减小的趋势。其中,当PU伸长倍数为3.0时,UHMWPE/PU包覆纱的断裂强力达到峰值。
(3)图3c)中,UHMWPE/PU包覆纱的断裂强力随卷绕率的增大也呈现先增大再减小的趋势。其中,当卷绕率为0.88时,UHMWPE/PU包覆纱的断裂强力达到峰值。
图4反映了两两因素交互作用对包覆纱断裂强力的影响,可以看出:当包覆捻度为1 000 T/m、PU伸长倍数为3.0、卷绕率为0.88时,UHMWPE/PU包覆纱断裂强力达到最大值。
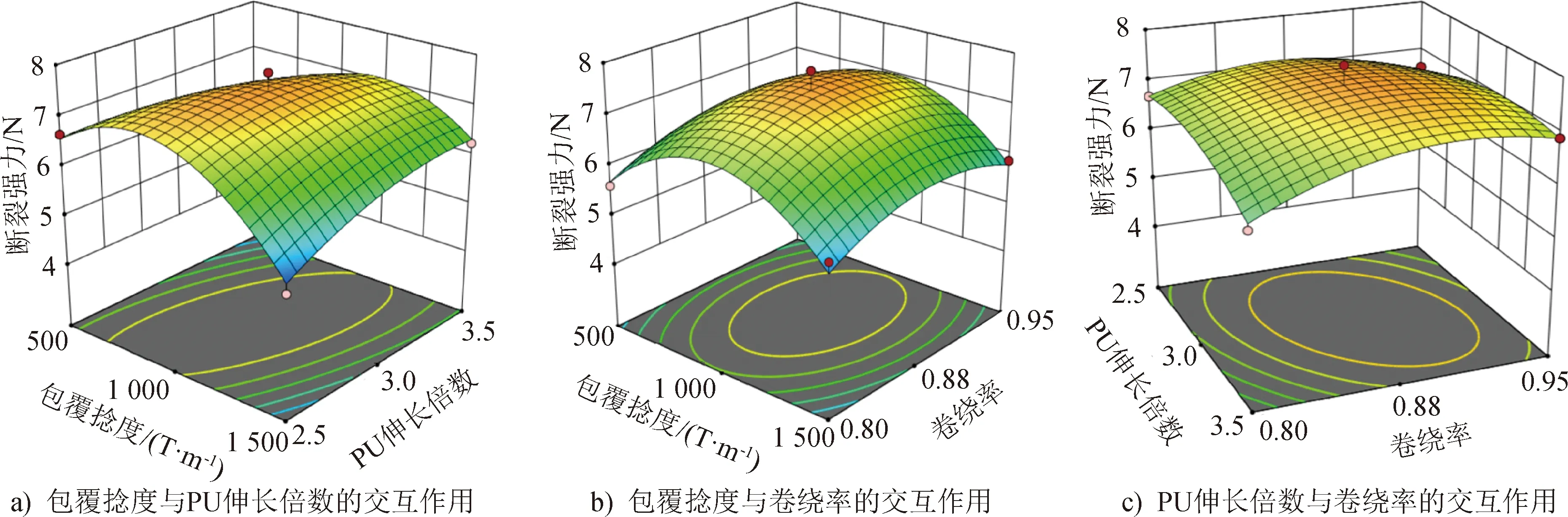
图4 两两因素交互作用对包覆纱断裂强力的影响Fig.4 The effect of pairwise interaction on breaking strength of covered yarns
2.2 各因素对包覆纱断裂伸长率的影响
图5为各因素对包覆纱断裂伸长率的影响,可以看出:
(1)图5a)中,UHMWPE/PU包覆纱的断裂伸长率随包覆捻度的增大而减小。
(2)图5b)中,UHMWPE/PU包覆纱的断裂伸长率随PU伸长倍数的增大呈现先增大后减小的趋势。
(3)图5c)中,UHMWPE/PU包覆纱的断裂伸长率随卷绕率的增大也呈现先增大后减小的趋势。
2.3 各因素对包覆纱弹性回复率的影响
包覆纱弹性回复率与最终织物的弹性密切相关。包覆纱弹性回复率越大,则织物受到外界载荷产生形变后的回复能力越强。图6为各因素对包覆纱弹性回复率的影响,可以看出:
(1)图6a)中,UHMWPE/PU包覆纱弹性回复率随包覆捻度的增大呈现先减小后增大的趋势,整体影响较小。
(2)图6b)中,UHMWPE/PU包覆纱弹性回复率随PU伸长倍数的增大而增大,且变化十分显著。这是因为,当PU伸长倍数增大时,作为芯纱的PU长丝将产生更大的形变量,使得最终成纱时PU长丝内部应力更大,UHMWPE/PU包覆纱的弹性回复率更大。
(3)图6c)中,UHMWPE/PU包覆纱弹性回复率随卷绕率的增大而增大。当卷绕率增大时,作为芯纱的PU长丝可以保持更大的形变量,实际伸长率增大,包覆纱的弹性回复率增大。
2.4 纱线形貌分析
将UHMWPE长丝纱与包覆捻度分别为500、1 000及1 500 T/m的UHMWPE/PU包覆纱(PU伸长倍数皆为3.0、卷绕率皆为0.88)置于SAPO型体视显微镜下,放大8倍,观察纱线的形貌及纱线中纤维间的位置关系,结果见图7。

图7 UHMWPE长丝与不同包覆捻度的UHMWPE/PU包覆纱的形貌照片Fig.7 Surface morphology photographs of the UHMWPE filament yarn and UHMWPE/PU covered yarns with different covering twist
(1)图7a)为UHMWPE长丝纱的形貌照片,可以看出单根UHMWPE长丝平行排列,无弯曲、无扭转,且表面均匀。
(2)图7b)是PU伸长倍数为3.0、卷绕率为0.88、包覆捻度为500 T/m的UHMWPE/PU包覆纱的形貌照片,可以看出,使用该工艺参数制备的UHMWPE/PU包覆纱的包覆效果较差,芯纱与外包纱接触不紧密,UHMWPE长丝纱还出现了扭结,包覆纱存在较为明显的露芯现象。这与作为外包纱的UHMWPE长丝纱捻度较低,包覆程度较弱,加之UHMWPE长丝纱模量较高,不易弯曲有关。该包覆纱稍有回缩就会使得UHMWPE长丝凸起,造成包覆纱表面不匀。
(3)图7c)是PU伸长倍数为3.0、卷绕率为0.88、包覆捻度为1 000 T/m的UHMWPE/PU包覆纱的形貌照片,可以看出,该工艺参数制备的包覆纱不存在明显的扭结现象,UHMWPE长丝纱与PU长丝结合较紧密,仅存在轻微的露芯现象,UHMWPE长丝纱整体包覆效果优于图7b)中的包覆效果。
(4)图7d)是PU伸长倍数为3.0、卷绕率为0.88、包覆捻度为1 500 T/m的UHMWPE/PU包覆纱的形貌照片,可以看出,该工艺参数制备的包覆纱整体均匀,露芯现象极少,且UHMWPE长丝纱无扭结,整体包覆效果最好。
2.5 UHMWPE/PU包覆纱的可编织性及其织物性能
为探究UHMWPE/PU包覆纱的可编织性,使用本文制备的UHMWPE/PU包覆纱进行上机织制试验,并对制备的纬平针织物性能进行测试,结果如表2所示。由表2可知,UHMWPE/PU纬平针织物的断裂强力均高于UHMWPE长丝纱纬平针织物的断裂强力,且UHMWPE/PU纬平针织物的扩张度平均值是UHMWPE长丝纱纬平针织物的2.6倍,断裂伸长率平均值是UHMWPE长丝纱纬平针织物的4.4倍,表明UHMWPE/PU包覆纱不仅具有很好的可编织性,而且制备的纬平针织物延展性也十分良好,这为UHMWPE长丝纱应用于压力绷带、压力袜、防勾丝袜、轻薄防割手套等产品奠定了基础。

表2 UHMWPE长丝纱纬平针织物与UHMWPE/PU包覆纱纬平针织物基本参数与性能Tab.2 Basic parameters and properties of the UHMWPE filament weft planin-knitted fabric and UHMWPE/PU weft planin-knitted fabrics
对UHMWPE/PU包覆纱制备工艺、包覆纱性能及纬平针织物性能进行相关性分析,结果如图8所示。从图8可以看出:
(1)纬平针织物断裂强力与包覆纱断裂强力的相关系数为0.93,纬平针织物顶破强力与包覆纱断裂强力的相关系数也为0.93,说明UHMWPE/PU纬平针织物的顶破强力、断裂强力都与包覆纱的断裂强力强相关,故可通过调整UHMWPE/PU包覆纱的制备工艺,优化包覆纱的断裂强力,进一步提高UHMWPE/PU纬平针织物的顶破强力和断裂强力。
(2)纬平针织物断裂伸长率与包覆纱断裂伸长率的相关系数为0.85,纬平针织物扩张度与包覆纱断裂伸长率的相关系数为0.97,包覆纱断裂伸长率与PU伸长倍数的相关系数为0.83,表明调整PU伸长倍数可以调节包覆纱的拉伸断裂伸长率,进而优化纬平针织物的延展性。
3 结论
使用2.22 tex/9 f (20 den/9 f)的UHMWPE长丝纱与1.67 tex (15 den)的单根PU长丝制备UHMWPE/PU包覆纱,对其制备工艺进行研究,并利用UHMWPE/PU包覆纱制备纬平针织物,与UHMWPE长丝纱纬平针织物进行对比,得出以下结论:
(1)UHMWPE/PU包覆纱断裂强力随包覆捻度、PU伸长倍数及卷绕率的增加皆呈现先增大后减小的趋势,其中,当包覆捻度为1 000 T/m、PU伸长倍数3.0及卷绕率为0.88时,所得UHMWPE/PU包覆纱的断裂强力最高。
(2)UHMWPE/PU包覆纱断裂伸长率随包覆捻度的增大而减小,随PU伸长倍数和卷绕率的增大先增大后减小。
(3)UHMWPE/PU包覆纱的弹性回复率随包覆捻度的增大先减小后增大,随PU伸长倍数和卷绕率的增大而增大。
(4)UHMWPE/PU包覆纱具有较好的可编织性,相较于纯UHMWPE长丝纱纬平针织物,UHMWPE/PU纬平针织物具有极好的延展性。
(5)PU伸长倍数对UHMWPE/PU纬平针织物的延展性影响较大,可通过调节PU伸长倍数优化UHMWPE/PU纬平针织物的延展性。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 07:18:46
纺织科技进展(2021年5期)2021-07-22 08:41:34
产业用纺织品(2021年1期)2021-04-13 02:10:02
医学信息(2020年16期)2020-09-22 07:26:46
科教导刊·电子版(2018年9期)2018-06-07 09:38:02
河南工程学院学报(自然科学版)(2016年2期)2017-01-05 01:50:51
国际纺织导报(2016年12期)2016-02-24 08:05:41
纺织科技进展(2015年1期)2015-11-28 05:56:29
现代纺织技术(2015年2期)2015-02-28 14:03:11
产业用纺织品(2014年2期)2014-09-04 01:54:54
