
一种全自动上甑系统及其布料规程和布料时间的设计研究
2023-11-25 04:58段言峰唐娜云刘向峰唐心强
酿酒科技 2023年9期
段言峰,唐娜云,刘向峰,唐心强
(1.普瑞特机械制造股份有限公司,山东泰安 271000;2.莱芜职业技术学院医学技术与护理系,山东济南 271100;3.山东第一医科大学图书馆,山东济南 250117)
随着我国科技和经济的飞速发展,传统白酒行业暴露出劳动强度大、成本高、卫生条件差等问题[1]。特别是近几年以来,人力资源越来越紧缺、昂贵。传统白酒行业为节省人力、降低成本,不得不逐步用机械化、自动化替代传统的手工工艺,即机械化、自动化已成为当今白酒生产发展的必然趋势[2]。
自中国白酒“158 计划”开展以来,国内大多数白酒生产厂已基本实现了机械化生产,劳动强度和生产效率得到了很大改善[3]。特别是下列工序在机械化、自动化方面取得了巨大进步:原料运输、加工、凉甑、自动灌装、包装等。但在上甑工序上,目前的机械作业还很难完全模仿人工作业。作为白酒酿造5 个A 级工序点之一的上甑工序,其操作复杂、要求苛刻,要实现自动化上甑困难重重[4]。“上甑”操作是蒸馏白酒酿造的关键工艺环节,蒸馏效率的关键又在于上甑操作[5],即上甑操作质量的好坏将直接决定出酒率和酒质好坏[6]。通常上甑时要求:在甑锅的中间部位要均匀平铺,且松软适当、密实度一致,靠近锅壁的周圈部位要求形成一定高度的斜坡,如图1 的斜坡(24)所示,以保证在蒸馏过程中酿酒原料既不跑汽又不压汽[6]。目前,熟练的工人上甑虽然能满足以上严格的上甑工艺要求,但人工酒醅上甑劳动强度较大,生产效率、质量和出酒率受人为要素的影响大,人工成本高、招工难、企业负担较重[7]。为减轻企业用工负担,现今行业中部分工厂使用的传送带抛撒上甑不但做不到均匀上甑,更不能在靠近锅壁的周圈部位形成一定高度的斜坡,很难满足以上的工艺要求。之所以这样要求,是要达到以下目的:松软适当、密实度一致、不压汽、不塌汽、不漏汽,即在上甑的整个过程中要确保甑锅的中间部位上甑厚度均匀、松软适当、密实度一致,以便保证锅底蒸汽能均匀的通过松软的甑料层及时达到新铺甑料层的下部,实现不压汽;甑锅的局部因为上甑时用力过大或其他原因引起密实度不均,会造成密实度大的地方蒸汽上不来,即所谓塌汽;此外,在上甑过程中还要确保在不压汽、不塌汽的基础上不漏汽,仅仅是及时上甑、均匀上甑、松软适当、密实度一致是不够的。靠近锅壁的周圈,金属锅壁传热快,蒸汽上来也快,在靠近锅壁的周圈部位上甑时,要形成一定高度的斜坡,以确保蒸汽不会先于其他位置沿着锅壁漏出。不压汽、不塌汽是为了使甑层的各部分受热均匀,使得蒸锅里的所有甑料均匀出酒,否则会降低产量;不漏汽是为了在上甑过程中不把甑料中含有的酒分过早蒸出,以免造成浪费,减少蒸酒过程中酒的损耗。人工上甑、传送带抛撒上甑和本研究的自动上甑系统的优缺点如表1所示。

表1 人工上甑、传送带抛撒上甑和本研究的自动上甑的优缺点
1 自动上甑系统的组成结构及关联关系
1.1 自动上甑系统的组成结构
为克服现有的人工上甑和传送带抛撒上甑的缺点,达到熟练工人上甑的工艺效果,本研究设计了一套全自动上甑系统,该系统的主要部分的构造及其主要部件如图1所示。
1.2 自动上甑系统各部分的关联关系
4 支挂杆(8)的一端分别固定在2 根导轨(7)的两端,另一端分别与房顶连接,从而将2 根导轨(7)平行且等高度的悬挂于蒸锅(25)正上方的适当高度;料斗(5)通过其上端左右两边设置的4 支滚动轮(6)及2 根滚动轴(图中没有标出)悬挂于导轨上,其中右边的滚动轴上设置有滚动轮驱动电机(图中没有标出),驱动电机启动后可以带动滚动轮(6)和料斗(5)及悬挂在其以下的机构沿着导轨(7)左右移动;轴承座一(4)的外圈通过连接筋(图中没有标出)固定在料斗(5)的上端口,轴承座二(10)的外圈通过连接筋(图中没有标出)固定在料筒(13)的上端口,此外料斗(5)的下部安装有自动称量装置(图中没有标出);螺旋式输送机的料筒(13)的上部与料斗(5)的下端口对接,料筒(13)的下部焊接有连接套(15),连接套(15)的下端连接有伸缩料筒(17),伸缩料筒(17)的下部固定有套筒(19),楔形送料筒(21)通过套筒(19)前后两侧设置的旋转轴(18)挂在套筒(19)的下端(旋转轴和楔形送料筒的轴和孔上分别镶嵌有尼龙套);螺旋式输送机的主轴(2)的上端通过联轴器(图中没有标出)连接电机一(1),主轴(2)的下半部焊接有螺旋带(12),主轴(2)的上部通过轴承一(3)和轴承二(9)固定在料筒(13)的中心轴线上,而轴承一(3)和轴承二(9)分别固定在轴承座一(4)和轴承座二(10)上,轴承座一(4)和轴承座二(10)分别通过连接筋与料斗(5)的上端口和料筒(13)的上端口连接(要保证轴承一和轴承二的中心轴线与料筒的中心轴线重合);主轴(2)在电机一(1)的驱动下带着螺旋带(12)绕着料筒(13)的中心线旋转,从而通过电机一(1)的启、停实现送料和停止送料的动作。螺旋式输送机除通过改变电机转速调节下料量外,当驱动电机一(1)断电后,螺旋式输送机还可以保证物料暂时存放在料斗(5)和料筒(13)的内部,起到物料阀门的作用,即停止送料的作用;气缸(14)的两端分别通过固定座一(11)和固定座二(20)焊接在料筒(13)的上端和套筒(19)的上端,气缸(14)的伸缩可以带动伸缩料筒(17)及其以下部分在料筒(13)的轴向方向上下移动,从而可根据甑锅(25)中物料的高低调节落料口的高低,以便减少甑料在落料过程中酒分的挥发(图中仅画出了1 只气缸,实际上是2 只气缸对称分布于料筒的两侧);卷扬电机(37)通过固定套(16)固定在连接套(15)上,卷扬电机(37)的主轴通过联轴器(图中没有标出)与卷扬筒(38)相连,滑轮支架(35)一端安装有滑轮(34),另一端焊接在套筒(19)上,楔形送料筒(21)楔形面的右下角两侧分别焊接1只挂鼻(22),尼龙绳(36)的两个Y 型分叉分别系在2只挂鼻(22)上,合并后通过滑轮(34)后再固定在卷扬筒(38)上,开动卷扬电机(37)带动卷扬筒(38)转动,转动卷扬筒(38)使得尼龙绳(36)卷绕或伸展,进而调节楔形送料筒(21)的角度、调整落料角度,即当尼龙绳(36)处于最大伸展状态时楔形送料筒(21)的状态如图1 所示,这时甑料会自由下落;当尼龙绳(36)卷绕时,楔形送料筒(21)沿着旋转轴(18)逆时针转动,从而实现楔形送料筒(21)的轴线与蒸锅(25)的锅壁形成需要的角度(如图2所示),该角度的形成可以使沿着楔形送料筒(21)滑落的甑料在惯性力的作用下冲向锅壁,沿着锅壁自由下滑,从而在锅壁周圈附近形成一圈斜坡形的甑料层(当蒸锅处于旋转状态时)。
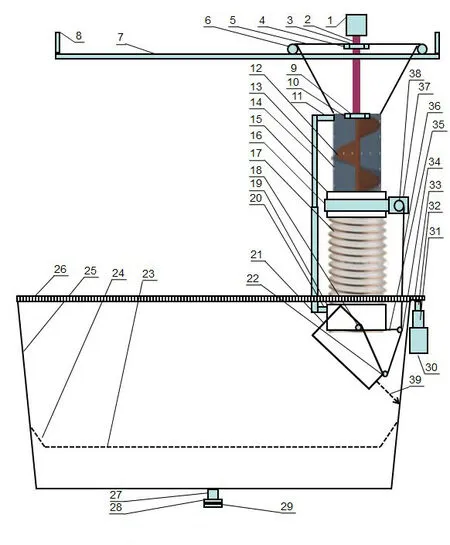
图2 本系统的楔形送料筒落料形成斜坡时的状态(各部件标识与图1一致)
蒸锅(25)的上部外檐上镶有一圈齿圈(26),蒸锅(25)锅底的中心焊有转轴(27),转轴(27)与推力轴承(28)和轴承三(29)装配,推力轴承(28)和轴承三(29)固定在轴承座上(图中没有标出),轴承座又固定在混凝土基础上;电机二(30)的主轴与变速器(31)连接,变速器(31)通过联轴器(32)与齿轮(33)连接,电机二(30)通过其底座固定在蒸锅(23)右侧的混凝土基础上。当电机二(30)通电时会带动变速器(31)、联轴器(32)和齿轮(33)转动,齿轮(33)又会通过齿圈(26)带动蒸锅(25)绕着转轴(27)以一定的角速度转动。本研究料筒(13)的内直径是蒸锅的平均直径(该比例可根据实际情况调整)。
2 自动上甑系统的布料规程及布料时间的设定
2.1 自动上甑系统的布料规程
本研究的全自动上甑系统开始工作时,中心控制器首先指示螺旋式输送机(图中没有标出)将甑料输送到料斗(5),当设置在料斗下方的称重装置所称重量大于某一设定值M 时(M 值为料斗重量+满斗甑料的重量),称重装置将信号传输到中心控制器,中心控制器再指示螺旋式输送机停止送料;然后,中心控制器指示滚轮驱动电机启动,带动滚动轮(6)、料斗(5)及悬挂在其以下的设备移动到蒸锅中心偏右的位置,即料筒(13)移动到如图3 所示的粗实线圆一(48)的正上方,也就是料筒(13)的中心轴线与蒸锅横向轴线(40)和细点画线圆三(46)的右侧交点重合;同时中心控制器指示电机一(1)、电机二(30)启动并带动螺旋带(12)和蒸锅(25)转动,这时甑料就会从料斗(5)的底部通过轴承座二(10)与料筒(13)之间的连接筋形成的空隙落入料筒(13)的上部,甑料在螺旋带(12)的推动下逐步下移,并通过伸缩料筒(17)、套筒(19)及楔形送料筒(21)均匀自由落入蒸锅的如图3 所示的粗点画线圆二(45)所围成的圆圈内(因为落料的同时蒸锅也在旋转);经过一定时间t1 后(t1 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚轮驱动电机启动将料筒(13)移动到如图3所示的粗实线圆二(50)的正上方,即料筒(13)的中心轴线与蒸锅横向轴线(40)和细点画线圆二(44)的右侧交点重合,启动电机一(1),甑料就会再次均匀自由落入蒸锅的如图3 所示的粗点画线圆二(45)和粗点画线圆一(43)之间的范围内;经过一定时间t2 后(t2 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚动轮驱动电机启动将料筒(13)移动到如图3所示的粗实线圆三(52)的正上方,即料筒(13)的中心轴线与蒸锅横向轴线(40)和细点画线圆一(42)的右侧交点重合,指示启动电机一(1),甑料均匀自由落入蒸锅的如图3 所示的粗点画线圆一(43)和蒸锅内圆(41)之间的范围内;经过一定时间t3 后(t3 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚动轮驱动电机启动将料筒(13)移动到如图3 所示的细点画线圆三(46)的正上方,即料筒(13)的中心轴线与蒸锅中心轴线重合,再指示启动电机一(1),这时甑料就会再次均匀自由落入蒸锅的如图3 所示的细点画线圆三(46)以内的范围内;经过一定时间t4 后(t4 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚轮驱动电机启动将料筒(13)移动到如图3 所示的粗破折线圆一(49)的正上方,即料筒(13)的中心轴线与蒸锅横向轴线(40)和粗点画线圆二(45)的右侧交点重合,再指示启动电机一(1),这时甑料就会再次均匀自由落入蒸锅的如图3 所示的细点画线圆二(44)和细点画线圆三(46)之间的范围内;经过一定时间t5 后(t5 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚动轮驱动电机启动将料筒(13)移动到如图3 所示的粗破折线圆二(51)的正上方,即料筒(13)的中心轴线与蒸锅横向轴线(40)和粗点画线圆一(43)的右侧交点重合,再指示启动电机一(1),这时甑料就会再次均匀自由落入蒸锅的如图3 所示的细点画线圆一(42)和细点画线圆二(44)之间的范围内;经过一定时间t6 后(t6 的确定方法下面会详细说明),中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示卷扬电机(37)逆时针转动,将尼龙绳(36)缠卷到卷扬筒(38)上,楔形送料筒(21)在尼龙绳(36)的拉动下逆时针转动,当转动到如图3 所示的位置时,中心控制器指示卷扬电机(37)停止转动,指示启动电机一(1),这时甑料就会从料斗(5)的底部通过轴承座二(10)与料筒(13)之间的连接筋形成的空隙落入料筒(13)的上部,然后甑料在螺旋带(12)的推动下逐步下移,并通过伸缩料筒(17)、套筒(19)自由垂直落向处于倾斜状态的楔形送料筒(21),甑料在楔形送料筒(21)的强制下由自由垂直下落改变为沿着楔形送料筒(21)向着斜下方滑动着通过楔形送料筒(21),在惯性力的作用下继续按照图3 所示虚实线箭头(39)的方向冲向蒸锅(25)的内壁,再顺着蒸锅(25)的锅壁下滑到已有甑料的上方,并随着甑锅(25)的转动和落料的连续进行,甑料会贴着锅壁周圈逐渐堆积成一圈斜坡(24)。经过一定时间t7 后,当观测到斜坡达到要求的高度后,中心控制器指示电机一(1)停止转动(即甑料停止下落),同时指示滚轮驱动电机启动将料筒(13)移动到如图3 所示的粗实线圆一(48)的正上方,也就是料筒(13)的中心轴线与蒸锅横向轴线(40)和细点画线圆三(46)的右侧交点重合;这样就完成了一层的布料,多次重复以上动作就会完成蒸锅的全部布料(经过以上布料,如果发现蒸锅的中间区域布料的厚度和均匀程度达不到要求的话,可以通过适当调整布料位置实现蒸锅中间区域的布料厚度均匀)。
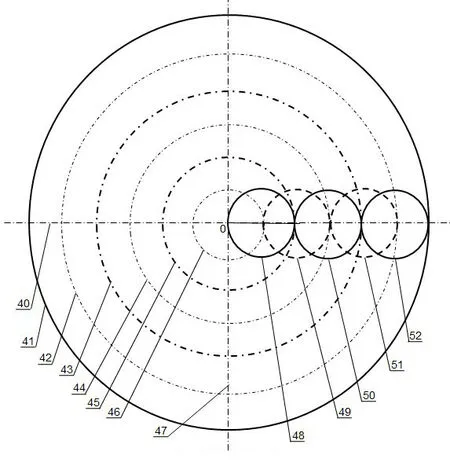
图3 蒸锅布料位置示意图
此外,在布料的过程中如果设置在料斗下方的称重装置所称重量小于某一设定值m 时(M>m,m值略大于料斗的重量),中心控制器就会指示启动螺旋式输送机(图中没有标出)将甑料输送到料斗(5),当设置在料斗下方的称重装置所称重量大于某一设定值M 时,称重装置将信号传输到中心控制器,中心控制器再次指示螺旋式输送机停止送料;当设置在蒸锅(25)上面及落料口下面的超声波物位仪检查到落料口与甑料层(23)的距离小于200 mm 时,中心控制器指示启动气泵,在气泵的作用下,气缸(14)带动套筒及楔形送料筒、伸缩料筒向上收缩300 mm后停止气泵。
之所以在每层布料时,把料筒(13)在蒸锅横向轴线上的布料位置交错布置,是为了弥补不同落料区域落料多少不一致的缺点。圆形料筒(13)在蒸锅(25)旋转过程中,均匀落料,但在落料范围内的不同部位其落料多少并不一致(细点画线圆三(46)上布料除外),下面举例说明。当料筒(13)处于粗实线圆二(50)的正上方布料时,单独从料筒(13)直下方的小范围看(假设蒸锅静止不动,实际上是在以一定的角速度不停的旋转中),料筒的落料是均匀的,但如果同时考虑落料时蒸锅以一定的角速度旋转,就可以发现:细点画线圆二(44)右边的落料区域内随着离细点画线圆二(44)越远其料筒单位落料面积所对的落料区域越来越大,其结果就是经一定时间布料结束后,越靠右边的区域其料层厚度越薄,交错位置布料后就可以有效弥补以上缺点,达到蒸锅中间区域每层布料基本均匀的效果。
2.2 料筒在不同位置的布料时间
首先假设:料筒(13)的内直径为d,则蒸锅平均直径为6 d(因为本研究的料筒的内直径是蒸锅平均直径的)。
其次,当甑料、螺旋式输送机的螺旋带(12)的转速一定时,即单位时间内落料量一定时:
旅游危机事件当事人、利益攸关方、新闻媒体、官方代表及其他网民等传播主体的作用贯穿了旅游危机事件网络舆情传播的整个过程,舆情主体对事件网络舆情传播起着至关重要的作用。然而,网络传播媒介往往容易将片面的情绪和失真的“噪音”混入舆情之中[15]。情绪和噪音的泛滥导致公众需要了解事实的真相,需要政府及时、公平、公正、公开地对事件做出合理的处置,对公众舆论给予正确的回应和解释。
t1的确定:
t1要根据有经验的师傅来确定,即当在粗实线圆一(48)的正上方布料时,有经验的师傅从开始布料就记录下时间,当该师傅认为布料厚度达到要求时,该落料时间间隔即为t1(以后不同蒸锅的布料皆以该时间为准),其对应的布料面积为:。然后依据不同位置布料时对应的布料面积确定其它位置的布料时间;
t2的确定:
粗实线圆二(50)的正上方布料时对应的布料面积为:
布料时间:
t3的确定:
粗实线圆三(52)的正上方布料时对应的布料面积为:
布料时间:
t4的确定:
细点画线圆三(46)的正上方布料时对应的布料面积为:
布料时间:
t5的确定:
粗破折线圆一(49)的正上方布料时对应的布料面积为:
布料时间:
即:t5=2t1;
t6的确定:
粗破折线圆二(51)的正上方布料时对应的布料面积为:
布料时间:
即:t6=4t1;
t7的确定:
t7要根据有经验的师傅来确定,即当甑料沿着楔形送料筒(21)滑锅壁时开始计时,当甑料在锅壁的周圈形成的斜坡(24)达到工艺要求时,该时间段即为t7(以后不同蒸锅的布料皆以该时间为准)。
3 结论
本研究的自动上甑系统及布料程序和时间的设计与现有的其它机械化自动布料装置相比具有结构简洁、操作简单、投资少、效率高、布料均匀等优点,且能完全满足上甑工艺的各种复杂、苛刻的要求。
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19
趣味(数学)(2020年12期)2020-06-09
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
——电蒸锅
大众用电(2018年11期)2018-10-22
山东工业技术(2016年15期)2016-12-01
小学生导刊(低年级)(2016年2期)2016-02-24
发明与创新(2015年26期)2015-02-27
中学英语园地·教研版(2008年11期)2008-11-26
中学英语园地·初二版(2008年5期)2008-06-06
