集装箱侧壁波折板与箱底自动焊接设备控制系统设计
2023-11-14 12:04:46史寅寅曾睿奕郑刘波徐长春周庆贵
现代制造技术与装备 2023年9期
史寅寅 曾睿奕 郑刘波 徐长春 周庆贵
(1.连云港中复连众复合材料集团有限公司,连云港 222006;2.中复连众风电科技有限公司,连云港 222006;3.江苏海洋大学,连云港 222005)
1 研究背景
集装箱是物流运输的重要载体。集装箱在运输中的强度尤为关键。侧壁波折板和箱底焊接作为集装箱焊接加工中的关键工序,其焊接质量直接影响集装箱的质量[1]。当前集装箱侧壁波折板与箱底焊接多采用人工焊接,存在生产效率低下、焊接质量和精度低等缺点。为提高集装箱侧壁波折板与箱底焊接质量和焊接精度,研究设计了一种基于个人计算机(Personal Computer,PC)和运动控制板卡的集装箱侧壁波折板与箱底的自动焊接设备控制系统。
2 总体设计
控制系统设计选用“PC+运动控制板卡”的控制方案实现集装箱侧壁波折板与箱底的自动焊接控制。“PC+运动控制卡”是一种基于外设部件互连标准(Peripheral Component Interconnect,PCI)运动控制的具有自主算法的解决方案。以PC 为主控制器,运动控制卡作为从机,选用步进电机或伺服电机作为执行装置,通过自定义的命令通信协议和运动函数,实现位置与速度的精确控制[2-4]。计算机发送信号给与接口板相连接的步进电机驱动器,实现步进电机的脉冲和方向控制,最终实现整个集装箱侧壁波折板与箱底自动焊接平台的X、Y、Z三轴联动。
2.1 焊接轨迹方案的确定
从集装箱侧壁波折板的外形可以看出,集装箱侧壁波折板与箱底的焊接轨迹可以近似看成多段直线段和波内斜边段的叠加。在工件一次固定的情况下,单个焊接工位简图如图1 所示。在单个焊接工位中,可以分为4 条焊缝,其中工序1 和工序3 是直线段焊接工艺,工序2 和工序4 是对称的波内斜边段工艺。集装箱侧壁波折板与箱底的整个焊接过程可以看成是工序1、工序2、工序3、工序4 这4 个工序的重复。
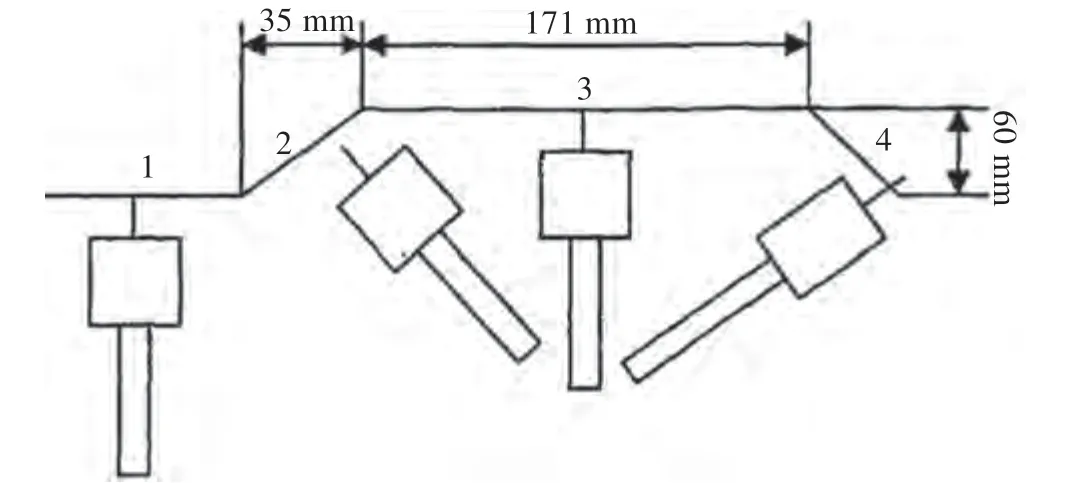
图1 集装箱侧壁波折板与箱底焊接工序图
工序1:长直焊缝,起点位置不同,长度不好确定,但一般选择最左边起始点,这样1 和3 的长度相等,有助于程序循环。
工序2:斜直焊缝,刚焊缝需要X、Y两轴插补,由于集装箱侧壁波折板凹槽一般设计成45°,故该焊缝只需要简单的直线插补就可以得到。
工序3:在工序2 基础上再进行一次工序1 的操作。
工序4:与工序2 对称。
2.2 运动控制板卡的选择和功能
设计选用众为兴基于PCI 接口的ADT-8949 多轴运动控制板卡,不仅具有多种加减速模式(T 形、S 形和E 形),还具有点位定位规划、轨迹运动规划、样条曲线规划、直线插补规划、圆弧插补规划以及跟随等功能。
2.3 步进电机及驱动器的选择
考虑焊枪一般选用30 ~50 型号的枪头,而一般的50 型号在600 g,即需要0.6 N·m 的转矩带动。结合安全性和经济性,选用0.7 N·m 转矩的42 步进电机,并搭配雷赛DM542 型步进电机驱动器使用。
2.4 电气连接
控制系统的参考电气接线图如图2 所示。系统硬件采用“PC+运动控制卡”的控制方式,选用ADT8949运动控制卡,执行电机选用步进电机,通过ADC-9192接线板实现运动控制板卡与步进电机驱动器、步进电机、限位开关等设备的连接[5]。其中:XPU+为X轴步进脉冲信号输入正端;XPU-为X轴步进脉冲信号输入负端;XDR+为X轴步进方向信号输入正端或反向步进脉冲信号输入正端;XDR-为步进方向信号输入负端;ENA+为使能信号输入正端;ENA-为使能信号输入负端。

图2 集装箱侧壁波折板与箱底自动焊接系统接线图
3 控制系统软件设计
3.1 调用函数的选择
插补时使用的调用函数列表,如表1 所示。

表1 ADT-8949 直线插补时使用的调用函数列表
一方面,运用调用函数可控制步进电机转动的初始速度、驱动速度、驱动加速度、驱动减速度、插补的状态选择以及脉冲当量输入等插补时的状态。另一方面,通过调用函数库可以进一步实现步进电机在一定加速减速条件下的迅速转动,从而更好地完成插补动作,提高集装箱侧壁波折板与箱底焊接的焊接精度。
3.2 控制卡动作执行示例
在运动控制板卡动作执行中,需要先定义返回值存放数组,对数组进行赋值,确认回零到位再进行插补运动。
控制卡动作执行具体程序实例为
3.3 人机交互界面设计
控制系统运行界面如图3 所示,界面左功能区用于4 个主要界面的切换,右功能区除实现设备的启停控制外,还可以显示当前自动焊接设备的系统运行情况和设备运动位置状态等参数,同时可以实时显示焊接设备在X、Y、Z三轴的位置和当前运行速度,也能实时反映焊接电压、送丝速度等焊接参数。

图3 控制系统运行画面
控制系统参数设置如图4 所示。操作人员可以根据不同的集装箱侧壁波折板与箱底的焊接需求,修改焊枪倾角、焊接电压、送丝速度等焊接参数。此外,在此界面也能修改设备点动速度、运行速度、运行加速度等运动控制相关参数,以满足不同的生产工艺。
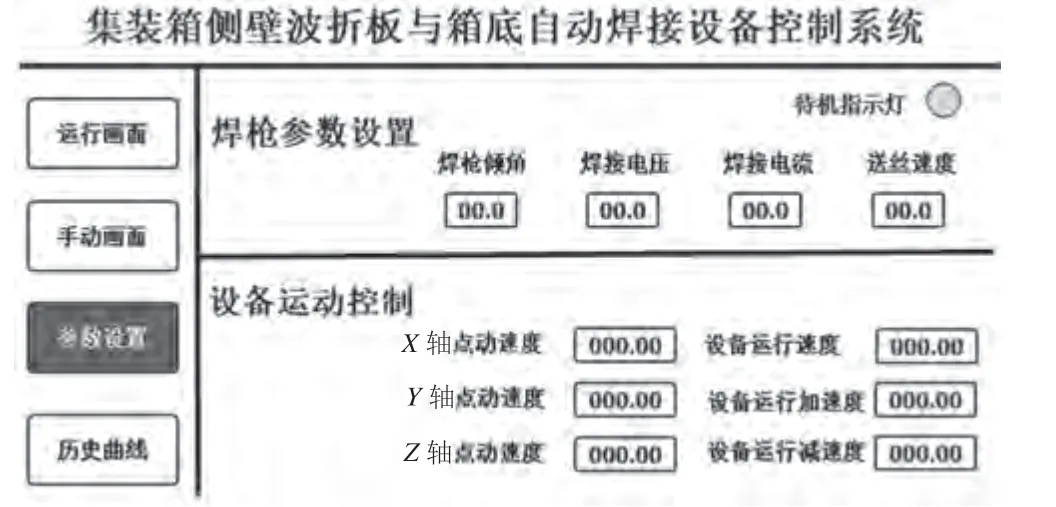
图4 控制系统参数设置
4 结语
研究基于“PC+运动控制板卡”的控制系统硬件结构设计,介绍集装箱侧壁波折板与箱底的自动焊接的控制实现过程,开发基于VB 语言的人机交互系统,介绍运动控制板卡库函数的调用方法,搭建控制系统的软件总体结构。结果表明,设计的控制系统运行稳定、可靠性高,能够有效提高集装箱侧壁波折板与箱底的焊接质量和生产效率,具有较高的工程应用价值。
猜你喜欢
机电工程技术(2022年8期)2022-09-22 08:49:32
轻合金加工技术(2021年4期)2022-01-01 23:23:42
当代水产(2021年9期)2021-12-02 01:34:34
学苑创造·C版(2021年2期)2021-03-10 03:47:06
铝加工(2020年6期)2020-12-20 14:08:41
作文新天地(高中版)(2017年7期)2017-09-05 05:38:07
制造技术与机床(2017年3期)2017-06-23 08:11:44
自动化博览(2014年11期)2014-07-11 08:55:48
机械工程师(2014年10期)2014-07-08 02:17:24
电视技术(2013年11期)2013-07-25 07:41:16