气瓶圆锥螺纹量规中径的检测方法
2023-11-05 15:47:59马超张瑜陈姗姗刘忆萱
品牌与标准化 2023年6期
关键词:中径
马超 张瑜 陈姗姗 刘忆萱
【摘要】气瓶圆锥螺纹用于气瓶的瓶口与瓶阀连接,螺纹的强度及密封性是保证气瓶质量的关键环节之一,也是密封相对薄弱的环节。气瓶螺纹的质量与企业安全生产和人民生活安全密切相关。因此,详细了解、正确使用、准确检测气瓶锥螺纹量规是非常必要的。本文主要介绍了用中图测长机检测气瓶圆锥螺纹塞规、环规中径的方法和步骤,并对其基本牙型参数作了简单介绍。
【关键词】气瓶圆锥螺纹;测长机;中径
【DOI编码】10.3969/j.issn.1674-4977.2023.06.005
Method for Measuring the Pitch Diameter of Conical Thread Gauges for Gas Cylinders
MA Chao, ZHANG Yu, CHEN Shanshan, LIU Yixuan
(Liaoning Institute of Metrology, Shenyang 110004, China)
Abstract: The conical thread of gas cylinders is used to connect the bottle mouth and valve of gas cylinders. The strength and sealing of the thread are one of the key links to ensure the quality of gas cylinders, and it is also a relatively weak sealing link. The quality of gas cylinder threads is closely related to the safety of enterprise production and people’s lives. Therefore, it is necessary to have a detailed understanding, correct use, and accurate detection of cylinder taper thread gauges. This article mainly introduces the method and steps of using the Zhongtu length measuring machine to detect the diameter of the conical thread plug gauge and ring gauge of gas cylinders, and provides a brief introduction to their basic tooth shape parameters.
Key words: gas cylinder conical thread; length measuring machine; median diameter
硅烷、三氟化氮、氟氣、氯化氢等特种气体的包装容器大多使用气瓶,包括普通钢瓶、Y-Ton钢瓶,以及装载大容积无缝钢瓶的集装管束、长管拖车等。大多数压缩气体钢瓶要求安装至少一个阀门,一般称之为瓶阀。瓶阀与钢瓶间是靠锥螺纹连接的。对失效管理进行调查和分析,发现失效部位大都发生在锥螺纹连接处。因为特种气体可能存在毒性、腐蚀性、窒息性、易燃易爆等危险,所以对气瓶安全性、密封性的要求非常严格。在设计、安装、运行等环节存在的任何一个安全隐患都会给人员、财产、环境带来灾难性的影响。因此,气瓶检验用的量规和维修用的丝锥量值必须准确可靠(螺纹量规用于测量瓶口螺纹、颈圈螺纹、瓶帽螺纹、瓶阀尾部螺纹;丝锥用于维修瓶口螺纹)。生产厂家必须是经过计量部门认可并取得认可证书的厂家,使用者需要明确量规的用途和型号。
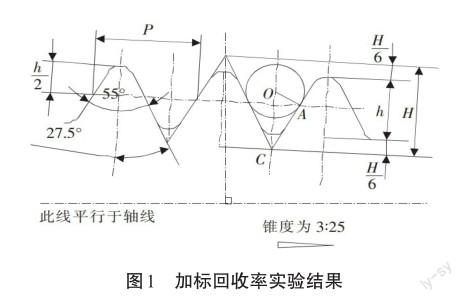
本文以国标气瓶螺纹(PZ)为例(螺纹代号:PZ19.2、PZ27.8、PZ30.3、PZ39.0),其符合GB/T 8336—2011《气瓶专用螺纹量规》和GB/T 8335—2011《气瓶专用螺纹》标准中规定的螺纹基本牙型和参数定义。螺纹牙型角α=55°,锥度为3∶25,气瓶锥螺纹量规牙型角平分线垂直于锥体母线,牙型角高度h和原始三角形高度H均定义在垂直于锥体母线方向上,螺距P定义在平行于母线方向上,直径参数定义在垂直于轴线的方向上。基本牙型如图1所示。在不考虑螺旋升角的影响时,根据相关规程最佳测针直径可以采用公式(1)来计算。

而中图测长机可以根据所选择的气瓶锥螺纹量规标准,再根据输入的型号选择相关的参数算法,直接算出最佳测针直径,从而免去了大量的复杂计算。在使用时,直接选择相应的测针即可。
不同国家生产的气瓶锥螺纹依据不同的标准有不同的参数定义和基本牙型,螺纹中径的加工精度、牙型角、锥度、螺距、牙型角平分线垂直于圆锥体母线或轴线的选择、基面距等也有所不同,所以测量不同量规参数时应具体问题具体对待。
1)基准平面是垂直于螺纹轴线,具有基准直径的平面,简称基面。气瓶锥螺纹环规是大端平面;气瓶锥螺纹塞规是到小端的距离等于基准距离的平面。我们测量某个截面的螺纹中径,通过锥度等相关参数计算,就可以推算出基准平面上的中径数值。相关的测量软件会集成相关算法,便于分析计算。
2)基准距离,简称基距,是从基准平面到锥螺纹塞规小端的距离。塞规尺寸代号PZ19.2的基准距离为16 mm;塞規尺寸代号PZ27.8、PZ30.3、PZ39.0的基准距离为17.67 mm;环规基准距离为0 mm。
3)圆锥螺纹螺距是在中径线上相邻牙对应两点间平行圆锥体母线的距离。
2.1测量依据与主要计量标准器
GB/T 8336—2011《气瓶专用螺纹量规》。CHOTEST SJ5100-lab3000型号测长机,软件选择测力光栅为0.3 N。
2.2测量对象
以型号PZ19.2的圆锥螺纹塞规为例。
2.3环境条件
环境温度:(20±1)℃,相对湿度不大于65%。
2.4测量方法
1)开机,对测长机进行“回零”操作找到零点。打开Y轴、Z轴数显千分表。打开专用软件,在中图电脑软件标准中选择气瓶螺纹量规标准GB/T 8336—2011,找到规格尺寸代号PZ19.2的选项,界面中可以看到各种参数(螺距、牙型角、锥度、锥角等)的允差、螺纹长度、基准距离等。
2)点击“下一步”,看到最佳测球直径为1.0225 mm,选择配备的接近最佳直径的1.1 mm测球,安装好,然后在软件中点击针/球设置按钮,直接调用已保存的相应的测头常数,点击“确定”即可。若没有标定则需要进行测头常数标定。
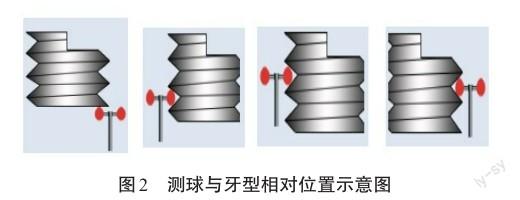
3)将锥螺纹塞规用专用夹具固定在五轴工作台上合适的位置,小端面朝向自己,锁紧量规,锁紧五轴工作台所有旋钮。点击软件界面“测量”按钮开始测量,软件会在相应步骤显示测球与螺纹牙型相对位置图,如图2所示。
4)调平圆锥螺纹塞规的端面。将测球调节到塞规左侧最接近边界位置,前后移动工作台,压缩Z0数值0.1~0.2 mm,记作Z0左,清零Z数值;将测球调节到塞规右侧最接近边界位置,调节并使得Z数值为0,记录Z0数值在右侧数值为Z0右;调节工作台旋转方向扭,使得Z0右接近(Z0右+Z0左)/2;将测球移动到塞规左侧位置,调节Z数值为0,记录新的数值Z0左,调节工作台旋转方向,使得Z0左接近新的(Z0右+Z0左)/2,不断重复以上调节动作,直到Z0右,Z0左值差异小于2μm,此时认为塞规端面已经调平。
5)调节测球使得测球接触被测圆锥螺纹塞规的端面,点击“采样”,获得基面位置(算法程序会根据这个位置算出真正的基面位置),慢慢向后调节工作台,让测球轻轻接触塞规端面,以Z0刚开始有数值变化时的位置为采样位置。
6)采集左侧第一个螺纹牙坐标:调节五轴工作台Y方向把手和头座,使得测球靠近螺纹规并位于螺纹塞规左侧位置,然后调节头座使得测球能进入螺纹牙槽内,使X0数值在0.3000 mm附近,锁紧头座,调节T形测头刚好接触圆锥螺纹塞规左侧一个合适的螺纹牙(调Y方向,使得Z0数值和进入牙槽前数值相近时为刚刚好,一般为0);找拐点,上下调节工作台旋钮,观察X0值变化,找|X0|的最大值即为拐点;旋转头座微调旋钮,使测力光栅示值为0.3,点击“采样”,获得左侧第一个螺纹牙坐标。
7)采集左侧第二个螺纹牙坐标:松开头座,移出测球,观察千分表示值,调解工作台前移或后移1个螺距,然后微调接触第二个螺纹牙槽,执行步骤6)相应操作,完成左侧第二个螺纹牙坐标采集。此时一般认为|X0|理论上为最大值,无需再次寻找拐点。
8)采集右侧一个螺纹牙坐标:松开头座,移出测球,用类似方法测量右侧螺纹牙,使测球接近右侧的螺纹,此螺纹牙的选择应在左侧两螺纹牙之间。执行步骤6)相应操作,完成测量数据采集,软件界面会显示测量结果。数据采集完成,测量过程界面会出现“综合修正”按钮。点击该按钮,根据具体情况可对测量结果进行修正设置,如螺旋升角、测力、牙型角等量值可进行修正。设置完成后,点击确定按钮,软件自动重新计算测量值及中径。塞规PZ19.2中径为18.0392 mm。
测量完成后,可在记录管理中查看记录、预览、打印报表。气瓶锥螺纹环规与塞规测量方法原理大同小异,只是在找拐点时找|X0|的最小值,环规的大面朝向自己,其他类似。
2.5测头常数标定方法
1)以标定1.1 mm测球为例,选择1.1 mm测球安装后,将标准环规固定在五轴工作台上,锁紧工作台。
2)调平工作台:在使用单球或T型双球测头测量内尺寸时,五轴工作台没有调水平会影响测量结果。
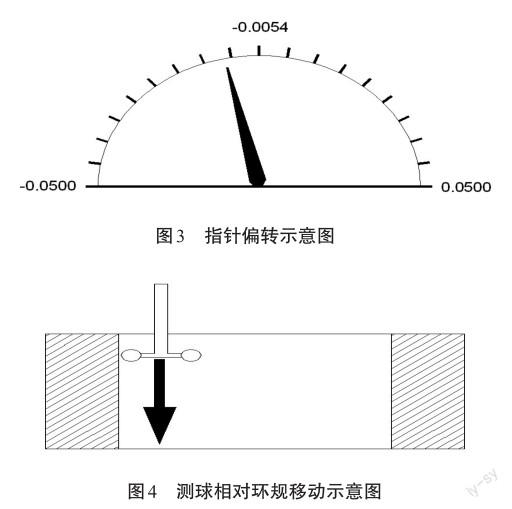
①移动头座,使得T型双球测头与环规左内侧面上侧接触,锁紧头座,调节微调旋钮,直到测力光栅示值在0.1~0.3。②点击“清零”按钮,摇快速升降手柄,使得测针相对环规向下移动,同时观察软件指示表示值变化情况。③接触到下侧时,如果指针偏左(即当显示为负值时),调节水平倾斜旋钮,使得指针同向(向左)偏转,偏转量为4倍左右,清零。调节升降手柄,使得测针移动至量规的上侧。④向上走,接触到上侧时,如果指针偏左(即当显示为负值时),调节倾斜旋钮,使得指针反向(向右)偏转,偏转量为3倍左右,清零。调节升降手柄,使得测针移动至量规的下侧。⑤重复步骤③~④直至五轴工作台调水平,测力变化在2.0μm范围内,即认为五轴工作台已经水平了。步骤简单记法为“测球从上往下,同向偏转4倍;从下往上,反向偏转3倍”。示意图如图3、图4所示。
3)标定测头常数:在测球标定界面点击“增加”按鈕,双击鼠标输入测头的标称直径1.1 mm;在设置框中输入标准环规真值29.9997 mm;点击“校准”按钮,弹出预设值对话框。将测头接触环规左侧中间位置,使测力接近0.3,锁紧头座,前后移动工作台,找好拐点,调好测力值为0.3,点击“极小值”;再移动测头接触环规右侧,找好拐点,调好测力值为0.3,点击“极大值”,最下一行的数值即为测头常数;点击“确定”,预设值对话框关闭,测头常数自动保存到测头常数表格界面,同时主界面的预设值也变为刚刚标定的测头常数。以后再次用相同的球可以直接调用,但是建议每隔一段时间进行一次常数标定以保证量值准确。
配备气瓶锥螺纹量规标准的测长机(其测量原理与中图测长机测量原理大同小异,主要是操作方法的不同)、螺纹扫描测量仪、螺纹机等都可以进行检测。而某些测长机虽然没有相应的标准,但是测量软件是开放式的,如TRIMOS LABC测长机的QMSOFT软件。用户可以自定义设置参数,只要螺纹参数定义方式与被测量规相同,在软件中修改螺距、牙型角、锥度、螺纹长度等参数就可以实现中径的测量。中图螺纹机中配备了相关标准,测量简单快捷。扫描仪是用带有两个指针的探针进行扫描,在接触到被测螺纹表面后,机械探针在该轮廓上进行连续的扫描运动(每秒可将数千个坐标点数据储存在计算机中),随后在与其轴线对称的轮廓上连续扫描以获得螺纹的轮廓曲线,经计算转换为螺纹的各参数信息,包括大中小径、螺距和牙型角、锥度等。当我们不知道某个气瓶螺纹的尺寸代号,如磨损严重看不清相关型号时,可用螺纹扫描仪进行盲扫,即不输入相关型号,利用卡尺或者千分尺测量气瓶锥螺纹塞规的基准距离,在其软件相应位置输入基距实测值,然后直接扫描测量,即可测量出相应螺纹中径。根据测出的中径数值也可以对应查出其相应的型号。
需要说明的是,某螺纹扫描仪相关软件里没有气瓶螺纹标准(如老版的IAC螺纹综合扫描测量仪),如果直接扫描测量,这样得出来的中径结果是不准确的。它们所带的标准可以测量NPT、Rc等锥螺纹量规,此类锥螺纹量规牙型角分线垂直于轴线而不是圆锥母线,直径参数定义在垂直于轴线方向,螺距定义平行于轴线,扫描仪对其扫描的算法也符合这种参数定义。如果用来测量PZ型气瓶锥螺纹量规,而扫描仪中没有相应的算法,那么牙型角和螺距、中径的测量结果也是不准确的。而有的国外生产的气瓶锥螺纹规参数定义与NPT类锥螺纹类似,如NGT螺纹是以美国锥螺纹NPT为基础,与NPT螺纹在规格尺寸、量规基面距、基面中径和每英寸螺纹牙数、锥度以及螺纹要素公差完全相同,但比之要长。NPT执行标准则为美国FED-STD-H28/7。NGT螺纹的锥度为螺纹锥度为1/16,牙型角为60°,牙型角平分线垂直于线,螺距定义在圆锥螺纹轴线方向。此类锥螺纹量规,知道基准距离即可用老版的IAC螺纹综合扫描测量仪进行测量。所以在实际测量中应该根据具体情况选择合适的标准、仪器进行测量,具体问题具体分析。
【参考文献】
[1]气瓶专用螺纹量规:GB/T 8336—2011[S].
[2]气瓶专用螺纹:GB 8335—2011[S].
[3]宫美望,王召孟,刘文君.基于“测针法”的密封圆锥外螺纹中径的测量方法探讨与干涉问题分析[J].计量与测试技术,2010,37(10):13-16.
[4]徐孝恩.螺纹检验与测量[M].北京:中国计量出版社,1984.
【作者简介】
马超,男,1992年出生,工程师,学士,研究方向为几何量计量。张瑜,男,1981年出生,高级工程师,硕士,研究方向为几何量计量。
陈姗姗,女,1988年出生,高级工程师,硕士,研究方向为几何量计量。
刘忆萱,女,1989年出生,工程师,硕士,研究方向为几何量计量。
(编辑:李加鹏)
猜你喜欢
机械制造与自动化(2022年1期)2022-02-25 00:44:40
世界有色金属(2020年11期)2020-09-01 06:42:04
中国科技博览(2018年32期)2018-09-10 09:07:56
中国设备工程(2018年5期)2018-03-16 06:03:50
科技创新与应用(2018年5期)2018-02-03 10:22:55
中国科技博览(2016年24期)2016-12-28 22:48:44
金属加工(冷加工)(2015年1期)2016-01-27 13:00:25
计量技术(2015年11期)2015-06-09 22:37:50
卷宗(2015年12期)2015-01-07 05:40:21
卷宗(2013年10期)2013-10-14 11:52:13